You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Mini-Lathe: Mini Machine Tools SeriesDocument2 pagesMini-Lathe: Mini Machine Tools SeriesOho BohoNo ratings yet
- SolidCAM 2020 Imachining Getting Started PDFDocument45 pagesSolidCAM 2020 Imachining Getting Started PDFDejan Stamenković100% (1)
- Agiecharmilles Cut 200 300 400 Ms SP - en PDFDocument28 pagesAgiecharmilles Cut 200 300 400 Ms SP - en PDFnunya biznessNo ratings yet
- 'Anna University:: Chennai 600 025 Curriculum 2004 B.E. Mechanical EngineeringDocument47 pages'Anna University:: Chennai 600 025 Curriculum 2004 B.E. Mechanical Engineeringece0501100% (1)
- Optimization Desgin StudyDocument1 pageOptimization Desgin StudyRakeshSainiNo ratings yet
- Ultrasonic Machining (USM)Document19 pagesUltrasonic Machining (USM)RakeshSaini100% (2)
- Follower AssemblyDocument1 pageFollower AssemblyRakeshSainiNo ratings yet
- Cam AssemblyDocument1 pageCam AssemblyRakeshSainiNo ratings yet
- Electron Beam Machining (EBM)Document8 pagesElectron Beam Machining (EBM)RakeshSaini100% (3)
- Cam Assignment 1Document2 pagesCam Assignment 1RakeshSainiNo ratings yet
- Assignment 1: Sbuject: MCTD Last Date: 7/11/2016Document1 pageAssignment 1: Sbuject: MCTD Last Date: 7/11/2016RakeshSainiNo ratings yet
- Engineering Drawing Lab ManualDocument52 pagesEngineering Drawing Lab ManualRakeshSaini83% (6)
- MCTD TutorialDocument5 pagesMCTD TutorialRakeshSainiNo ratings yet
- Robot DynamicsDocument15 pagesRobot DynamicsRakeshSaini100% (1)
- Kinematics of RobotsDocument42 pagesKinematics of RobotsRakeshSainiNo ratings yet
- Digital ManufacturingDocument33 pagesDigital ManufacturingRakeshSaini100% (1)
- Fundamentals of RoboticsDocument26 pagesFundamentals of RoboticsRakeshSainiNo ratings yet
- ProE Lab Work 1 To 11Document11 pagesProE Lab Work 1 To 11RakeshSainiNo ratings yet
- Robot End EffectorDocument25 pagesRobot End EffectorRakeshSainiNo ratings yet
- Flexible Manufacturing Systems (FMS)Document40 pagesFlexible Manufacturing Systems (FMS)RakeshSaini100% (4)
- Assembly Line BalancingDocument26 pagesAssembly Line BalancingRakeshSaini100% (4)
- Indian AutomobileDocument35 pagesIndian AutomobileRakeshSainiNo ratings yet
- Nontraditional Manufacturing ProcessDocument57 pagesNontraditional Manufacturing ProcessRakeshSainiNo ratings yet
- Personnel ManagementDocument10 pagesPersonnel ManagementRakeshSainiNo ratings yet
- Definition of StressDocument14 pagesDefinition of StressRakeshSainiNo ratings yet
- Cellular Manufacturing SystemDocument34 pagesCellular Manufacturing SystemRakeshSainiNo ratings yet
- Introdution CAD/CAMDocument27 pagesIntrodution CAD/CAMRakeshSainiNo ratings yet
- Computer Aided ManufacturingDocument72 pagesComputer Aided ManufacturingRakeshSaini100% (1)
- CASTING-Traditional Manufacturing ProcessesDocument51 pagesCASTING-Traditional Manufacturing ProcessesRakeshSainiNo ratings yet
- FORMING-Traditional Manufacturing ProcessesDocument38 pagesFORMING-Traditional Manufacturing ProcessesRakeshSainiNo ratings yet
- SHEET METAL PROCESSING-Traditional Manufacturing ProcessesDocument14 pagesSHEET METAL PROCESSING-Traditional Manufacturing ProcessesRakeshSainiNo ratings yet
- Traction Control SystemDocument24 pagesTraction Control SystemRakeshSaini100% (1)
- M CodesDocument231 pagesM Codesantonio velasco cruzNo ratings yet
- WWW Piping World Com Weight of Stud Bolts MetricDocument3 pagesWWW Piping World Com Weight of Stud Bolts MetricBINOY DASNo ratings yet
- Theory of Metal CuttingDocument10 pagesTheory of Metal CuttingHxn BhattiNo ratings yet
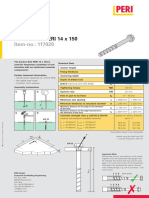
- 19 - Anchor Bolt PERI 14 X 150Document2 pages19 - Anchor Bolt PERI 14 X 150Gaetano ScorsoneNo ratings yet
- Elements of Workshop Technology: U J I I IDocument357 pagesElements of Workshop Technology: U J I I IRaunak Gupta100% (1)
- SEC5 (1) WashpipeDocument22 pagesSEC5 (1) WashpipeCarlos Alberto PerdomoNo ratings yet
- Fanuc ManualDocument1,707 pagesFanuc ManualabelNo ratings yet
- Puma TT 2100 1300syyDocument28 pagesPuma TT 2100 1300syyAngel LeydanNo ratings yet
- Lec 4Document16 pagesLec 4Shubham SharmaNo ratings yet
- Introduction To GrindingDocument8 pagesIntroduction To GrindingsreeshpsNo ratings yet
- Alignment TestsDocument24 pagesAlignment TestsSharath Chandra PalleNo ratings yet
- Effect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationDocument6 pagesEffect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationSourav PatilNo ratings yet
- Mechanics of The Metal Cutting Process. I. Orthogonal Cutting and A Type 2 ChipDocument15 pagesMechanics of The Metal Cutting Process. I. Orthogonal Cutting and A Type 2 ChipJosé María Flores RojasNo ratings yet
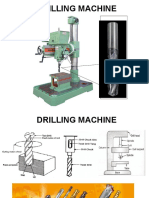
- DRILLING MACHINE SlidesDocument22 pagesDRILLING MACHINE SlidesNishchay pratapNo ratings yet
- Cam Operated Reciprocating ViceDocument46 pagesCam Operated Reciprocating ViceseaNo ratings yet
- Edm ReportDocument25 pagesEdm Reportash_boron83% (6)
- TR ThreadsDocument4 pagesTR ThreadsBalasa Constantin MihaiNo ratings yet
- AMP NOTES on Non-Traditional Machining ProcessesDocument44 pagesAMP NOTES on Non-Traditional Machining ProcessesDJNo ratings yet
- InventorCAM 2015 HSR-HSM Machining User GuideDocument278 pagesInventorCAM 2015 HSR-HSM Machining User GuideMx Sanook100% (1)
- G Tooling System en PDFDocument194 pagesG Tooling System en PDFBandi DevaNo ratings yet
- Pnrao2 PDFDocument598 pagesPnrao2 PDFAman JainNo ratings yet
- Katalog KorloyDocument28 pagesKatalog KorloyCOSMILK susu sodaNo ratings yet
- Probing Systems For CNC Machine Tools Technical Specifications PDFDocument193 pagesProbing Systems For CNC Machine Tools Technical Specifications PDFMunir BaigNo ratings yet
- Me 2252 Manufacturing TechnologyDocument3 pagesMe 2252 Manufacturing TechnologyRamarajan YogeeswaranNo ratings yet
- Serdi 4.5Document4 pagesSerdi 4.5Yeam_90No ratings yet
- AC7126-1 Rev B 23-AUG-2016Document26 pagesAC7126-1 Rev B 23-AUG-2016unknown1711No ratings yet