You might also like
- 322L EXCAVATOR 9RL00001-UP (MACHINE) POWERED BY 3116 ENGINE (SEBP2267 - 02) - DocumentaciónDocument60 pages322L EXCAVATOR 9RL00001-UP (MACHINE) POWERED BY 3116 ENGINE (SEBP2267 - 02) - DocumentaciónJose Corcega brito100% (2)
- Fundamentals of Press Tool TechnologyDocument104 pagesFundamentals of Press Tool TechnologythirumalaikumaranNo ratings yet
- Jigs & FixturesDocument19 pagesJigs & FixturesLuis Valens100% (1)
- Sheet Metal DesignDocument71 pagesSheet Metal DesignParag JaiswalNo ratings yet
- Technical Manual Powertech 8 1 L Diesel Engines Base Engine (366 507) 140Document150 pagesTechnical Manual Powertech 8 1 L Diesel Engines Base Engine (366 507) 140Nick Fuenmayor Antunez100% (1)
- 2008 Honda Pilot OBCII CodesDocument3 pages2008 Honda Pilot OBCII CodesLarry GoodallNo ratings yet
- Chapter 1 (Fits and Tolerance)Document49 pagesChapter 1 (Fits and Tolerance)Hassan El-kholyNo ratings yet
- Types of Press Tools Classified and ExplainedDocument24 pagesTypes of Press Tools Classified and ExplainedAvula VinayNo ratings yet
- Lathe Machine & OperationsDocument63 pagesLathe Machine & Operationsvikas_1989100% (1)
- Gearbox Design IitDocument25 pagesGearbox Design IitSrini VasanNo ratings yet
- Locating N Clamping Devices in Jigs and FixtureDocument21 pagesLocating N Clamping Devices in Jigs and Fixturedinomathur95% (21)
- Metal Forming and Impact Mechanics: William Johnson Commemorative VolumeFrom EverandMetal Forming and Impact Mechanics: William Johnson Commemorative VolumeS. R. ReidRating: 5 out of 5 stars5/5 (1)
- Mechanical Press Types and NomenclatureDocument28 pagesMechanical Press Types and NomenclatureRafael Ramirez Villarreal100% (1)
- Jis and Fixture NotesDocument60 pagesJis and Fixture NotesMohammed KhatibNo ratings yet
- Press Tools'Document241 pagesPress Tools'kannan83% (6)
- Selection of Presses and Its SettingDocument21 pagesSelection of Presses and Its SettingVipul MetaNo ratings yet
- Course: Materials TechnologyDocument60 pagesCourse: Materials TechnologyelvisNo ratings yet
- Sheet Metal OperationsDocument22 pagesSheet Metal OperationsParveen Saini0% (1)
- Sheet Metal Bending PDFDocument12 pagesSheet Metal Bending PDFPedro Antonio Jimenez Serge50% (2)
- MEWP: Pre-Use Inspection Checklist: Inspection Item Pass Fail CommentsDocument1 pageMEWP: Pre-Use Inspection Checklist: Inspection Item Pass Fail CommentsObodoruku StanleyNo ratings yet
- Hydraulic PressDocument73 pagesHydraulic PressAmar BhupaliNo ratings yet
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- C.S. Sharma and Kamlesh Purohit - Design of Machine Elements-PHI Learning Private Limited (2013)Document782 pagesC.S. Sharma and Kamlesh Purohit - Design of Machine Elements-PHI Learning Private Limited (2013)MOHIT PANTNo ratings yet
- NC CNC Machine ToolDocument50 pagesNC CNC Machine ToolShoaib MultaniNo ratings yet
- Jigs and Fixtures Clamping GuideDocument15 pagesJigs and Fixtures Clamping GuidenilamNo ratings yet
- Sheet Metal Design - GuideDocument7 pagesSheet Metal Design - GuidechoonhooiNo ratings yet
- Craftsman Yts 4000Document64 pagesCraftsman Yts 4000woodandNo ratings yet
- Die Set Engineering Handbook and CatalogDocument144 pagesDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- The Basics of Applying Bend FunctionsDocument18 pagesThe Basics of Applying Bend Functionssssf-dobojNo ratings yet
- Basic Die MakingDocument2 pagesBasic Die MakingJimmy Clavel0% (1)
- Governor RHD6&RHD10 (Ocr)Document57 pagesGovernor RHD6&RHD10 (Ocr)이리재100% (1)
- Press Tool CalculationDocument76 pagesPress Tool CalculationPrashant AmbadekarNo ratings yet
- Course Material TwoDay Workshop Sheetemetal DHIO GTTCDocument132 pagesCourse Material TwoDay Workshop Sheetemetal DHIO GTTChsvjvv100% (1)
- Series 90 Axial Piston PumpDocument92 pagesSeries 90 Axial Piston PumpDave100% (1)
- Sucker Rod PumpDocument23 pagesSucker Rod PumpVenkata DineshNo ratings yet
- Shaper and PlannerDocument33 pagesShaper and PlannerCody Lee100% (1)
- Mechanical Press MachinesDocument21 pagesMechanical Press Machinesandi119100% (4)
- Presses and Equipment For SheetMetal DiesDocument153 pagesPresses and Equipment For SheetMetal Diessamurai7_77No ratings yet
- Metal Forming Machines: PressesDocument35 pagesMetal Forming Machines: PressesMohammed Alnashar0% (1)
- Non Conventional Machining ProcessesDocument65 pagesNon Conventional Machining ProcessesRenjith Rajendraprasad100% (1)
- Blank CalculationDocument4 pagesBlank CalculationSatish Zle100% (5)
- SOP Inbound June 2020Document10 pagesSOP Inbound June 2020Syed Muhammed Sabeehul RehmanNo ratings yet
- Advances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967From EverandAdvances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967S. A. TobiasRating: 4 out of 5 stars4/5 (1)
- Tool & DieDocument15 pagesTool & DieAabidah AbiyahNo ratings yet
- Progressive DieDocument36 pagesProgressive DieYakshit GoelNo ratings yet
- Mechanical Power PressDocument150 pagesMechanical Power PressMahak Kathal100% (1)
- Production Technology: Processes, Materials and PlanningFrom EverandProduction Technology: Processes, Materials and PlanningRating: 5 out of 5 stars5/5 (1)
- Introduction To Vertical Roller MillDocument35 pagesIntroduction To Vertical Roller MillrecaiNo ratings yet
- Pneumatic Auto Feed Sheet Cutting MachineDocument5 pagesPneumatic Auto Feed Sheet Cutting MachineVigneshwaran Srinivasan100% (1)
- Press Parts and TypesDocument10 pagesPress Parts and TypesAmar BhupaliNo ratings yet
- Ch#20 SHEET METAL WORKINGDocument119 pagesCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- Tool Engineering and Design Design of SiDocument23 pagesTool Engineering and Design Design of Simulugeta assefaNo ratings yet
- Introduction To Press Tool DesignDocument118 pagesIntroduction To Press Tool DesignPrashant AmbadekarNo ratings yet
- Unit 4Document135 pagesUnit 4Akeju AyodeleNo ratings yet
- Die Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingDocument30 pagesDie Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingAmitNo ratings yet
- Locating Principles and DevicesDocument154 pagesLocating Principles and DevicessrutiiNo ratings yet
- Principle Angle Single Point Cutting ToolsDocument16 pagesPrinciple Angle Single Point Cutting ToolsSoumik DasNo ratings yet
- Selection of Material and Hardware Used in Press ToolDocument22 pagesSelection of Material and Hardware Used in Press ToolVipul MetaNo ratings yet
- Beverage CansDocument8 pagesBeverage Cansasmaa100% (1)
- Speeds and FeedsDocument11 pagesSpeeds and Feedszidaaan0% (1)
- 7 FRENOS Systems OperationDocument15 pages7 FRENOS Systems Operationalfonso_1203No ratings yet
- Beli EqpDocument115 pagesBeli EqpRony CamaroNo ratings yet
- Maintenance Manual Fontaine Fifth Wheel Maintenance: SAE Standard King PinDocument2 pagesMaintenance Manual Fontaine Fifth Wheel Maintenance: SAE Standard King PinedilsonNo ratings yet
- Kenr8383kenr8383-08 SisDocument30 pagesKenr8383kenr8383-08 SisJose Manuel Carcamo SaezNo ratings yet
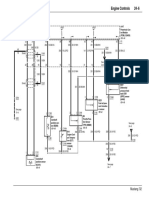
- Engine Controls OverviewDocument1 pageEngine Controls OverviewFernando hernandezNo ratings yet
- Hyundai Accent - Installation - Timing Chain. Repair Procedures - Timing System. - Engine Mechanical SystemDocument10 pagesHyundai Accent - Installation - Timing Chain. Repair Procedures - Timing System. - Engine Mechanical SystemJames LeonNo ratings yet
- CP 1240 Demolition ToolDocument8 pagesCP 1240 Demolition ToolAldo BravoNo ratings yet
- Fire hydrant system INSTALLED @ SERVICE AREAS OF K1045 & K1109 KARACHI-LAHORE MOTORWAYS M-3Document100 pagesFire hydrant system INSTALLED @ SERVICE AREAS OF K1045 & K1109 KARACHI-LAHORE MOTORWAYS M-3Yasir AshfaqNo ratings yet
- Pulsar NS200 & AS200 BSIII BSIV Combined - SPCDocument106 pagesPulsar NS200 & AS200 BSIII BSIV Combined - SPCgastonNo ratings yet
- SECTION 15520 Feedwater Equipment General 1.1Document6 pagesSECTION 15520 Feedwater Equipment General 1.1fatREVITNo ratings yet
- Arc 785CDocument5 pagesArc 785CTupai PanderNo ratings yet
- Step - 50400 - 50700 2Document6 pagesStep - 50400 - 50700 2Kostya KonchakovskyNo ratings yet
- Tecnalco Square Ceiling-DiffusersDocument18 pagesTecnalco Square Ceiling-DiffusersRaghavendra NKNo ratings yet
- Swedish Spreader Systems Service and Parts ManualDocument45 pagesSwedish Spreader Systems Service and Parts ManualNguyễn Văn HùngNo ratings yet
- To Acknowledge The Problems Faced by Dewan Motors and To Find Appropriate SolutionsDocument5 pagesTo Acknowledge The Problems Faced by Dewan Motors and To Find Appropriate Solutionshotmale_taimourNo ratings yet
- Cosmos 300 ENGDocument1 pageCosmos 300 ENGReijean Alexfer Dos Santos SantosNo ratings yet
- Rate Analysis For Renovation Work of Konabari Branch, GazipurDocument5 pagesRate Analysis For Renovation Work of Konabari Branch, Gazipurrumnaz khanNo ratings yet
- Potain Hup32-27 Self-Erecting Tower Cranes - Compass EquipmentDocument4 pagesPotain Hup32-27 Self-Erecting Tower Cranes - Compass EquipmentCompass equipmentNo ratings yet
- CoilDocument4 pagesCoilmoon auto workNo ratings yet
- Proposal - GeneratePDF - MODELO JW6HDocument8 pagesProposal - GeneratePDF - MODELO JW6HMaurilio Batista de LimaNo ratings yet
- WSD M1a283 B37 B38 PDFDocument9 pagesWSD M1a283 B37 B38 PDF'Lampa'No ratings yet
- Experienced Filipino Driver Seeks New OpportunityDocument5 pagesExperienced Filipino Driver Seeks New OpportunityNasir AhmedNo ratings yet