You might also like
- 4.13 RCM Implementacion Mantenimiento Centrado en Confiabilidad Planta AlimentosDocument10 pages4.13 RCM Implementacion Mantenimiento Centrado en Confiabilidad Planta AlimentosJorge Carrascal Acevedo100% (1)
- Mantenimiento Aplicado A La Confiabilidad - Sistema Del RCMDocument57 pagesMantenimiento Aplicado A La Confiabilidad - Sistema Del RCMArturo PucutayNo ratings yet
- Metodologia para La Implantacion Del RCMDocument22 pagesMetodologia para La Implantacion Del RCMSther Sarmy100% (1)
- RCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezDocument33 pagesRCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezSther SarmyNo ratings yet
- RCM - Mantenimiento Centrado en La Confiabilidad (MCC) : Stephany Sarmiento Paredes Luis Carrera FernandezDocument37 pagesRCM - Mantenimiento Centrado en La Confiabilidad (MCC) : Stephany Sarmiento Paredes Luis Carrera FernandezLuis Alberto Carrera FernandezNo ratings yet
- Unidad 2a Indicadores y Estrategias de ConfiabilidadDocument42 pagesUnidad 2a Indicadores y Estrategias de Confiabilidadgonzalo labbeNo ratings yet
- Servicios de Mantenimiento Predictivo - Gts ConfiabilidadDocument12 pagesServicios de Mantenimiento Predictivo - Gts ConfiabilidadGiovanny McNo ratings yet
- InfoDocument39 pagesInfoClaudio Alexis Gonzalez Vidal100% (1)
- Tribología Centrada en ConfiabilidadDocument27 pagesTribología Centrada en ConfiabilidadRaul SalinasNo ratings yet
- Actividad 2 Tema 2Document9 pagesActividad 2 Tema 2cecilia cruzNo ratings yet
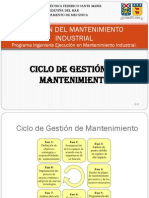
- Ciclo de Gestion de MantenimientoDocument92 pagesCiclo de Gestion de MantenimientoFrancisco Javier López100% (1)
- Plan de Mantenimiento Basado en RCM 1Document29 pagesPlan de Mantenimiento Basado en RCM 1Alfredo AguileraNo ratings yet
- Resumen Art. CRITICIDADDocument14 pagesResumen Art. CRITICIDADHarold A NaranjoNo ratings yet
- RCM al sistema de modo de fallas de tracto mulasDocument14 pagesRCM al sistema de modo de fallas de tracto mulasJuan ArellanoNo ratings yet
- Mantenimiento predictivo en CORPOELECDocument9 pagesMantenimiento predictivo en CORPOELECRafael Gerardo Rodriguez OllarvesNo ratings yet
- Calculo y Analisis de RCM y AMEFDocument34 pagesCalculo y Analisis de RCM y AMEFElizabeth Barrón Portillo100% (6)
- Tecnicas Mantenimiento Predictivo de ACIEMDocument11 pagesTecnicas Mantenimiento Predictivo de ACIEMHans CohnNo ratings yet
- Mantenimiento Basado en La Confiabilidad (MCC)Document6 pagesMantenimiento Basado en La Confiabilidad (MCC)Maidelys MazaNo ratings yet
- 9-Técnicas de MantenimientoDocument27 pages9-Técnicas de MantenimientoDiego QuintelaNo ratings yet
- García-LuisFernando Act1Document8 pagesGarcía-LuisFernando Act1LuisGarciaNo ratings yet
- Plan de Mantenimiento Basado en RCMDocument19 pagesPlan de Mantenimiento Basado en RCMfacundoNo ratings yet
- Ure-102 Herramientas para El Analisis de CaracterizacionDocument62 pagesUre-102 Herramientas para El Analisis de CaracterizacionidmncNo ratings yet
- Confiabilidad en Plataformas OffshoreDocument136 pagesConfiabilidad en Plataformas OffshoreJulio Perez TipianaNo ratings yet
- Tacticas y Estrategias Del MantenimientoDocument23 pagesTacticas y Estrategias Del MantenimientoJesusOmar50% (2)
- Capítulo 5, Bibliografia y AnexosDocument17 pagesCapítulo 5, Bibliografia y AnexosVictor Angel Fuertes SaboyaNo ratings yet
- RCA - Berroteran García Montero RodríguezDocument25 pagesRCA - Berroteran García Montero RodríguezOscar BahozNo ratings yet
- RCT - Reliability Centered Tribology (Tribología Centrada en Confiabilidad)Document58 pagesRCT - Reliability Centered Tribology (Tribología Centrada en Confiabilidad)aabejaroNo ratings yet
- Grupo #3 - Trabajo Final de Confiabilidad Industrial-2012 AnimacionDocument41 pagesGrupo #3 - Trabajo Final de Confiabilidad Industrial-2012 AnimacionBenjaminNo ratings yet
- Aplicación Métodos para La Toma de DecisionesDocument6 pagesAplicación Métodos para La Toma de DecisionesNelson RojasNo ratings yet
- Diseño de Un Plan de Mantenimiento Centrado en La Confiabilidad en La Industria Metalmecánica Cerinsa E.I.R.LDocument29 pagesDiseño de Un Plan de Mantenimiento Centrado en La Confiabilidad en La Industria Metalmecánica Cerinsa E.I.R.LCarlos CamachoNo ratings yet
- Grupo 207101 80 Proyecto de MantenimientoDocument18 pagesGrupo 207101 80 Proyecto de MantenimientoEdward OrtizNo ratings yet
- TALLER Analisis de FallasDocument23 pagesTALLER Analisis de FallasEDILBERTO DANIEL PRASCA MAESTRE (:-)No ratings yet
- Resumen MinaDocument9 pagesResumen MinaKaren MartinezNo ratings yet
- Qué Es RCMDocument22 pagesQué Es RCMpiolin82No ratings yet
- Tecnicas de Mantenimiento - TaDocument10 pagesTecnicas de Mantenimiento - TaAlexánder Arias farfánNo ratings yet
- Mantenimiento Basado en La ConfiabilidadDocument17 pagesMantenimiento Basado en La ConfiabilidadguidoNo ratings yet
- Analisis de CriticidadDocument29 pagesAnalisis de Criticidadhuguer1100% (1)
- Plan de MantenimientoDocument22 pagesPlan de MantenimientoAnthony JorgeNo ratings yet
- RCM-mantenimientoDocument6 pagesRCM-mantenimientoCristián Yussem FernándezNo ratings yet
- Mesa Redonda #4 - Grupo II - La Combinacióndel TPM y El RCMDocument9 pagesMesa Redonda #4 - Grupo II - La Combinacióndel TPM y El RCMcarlos martinezNo ratings yet
- Actividad EntregableDocument13 pagesActividad EntregableJesus Ivan Quispe PaucarNo ratings yet
- RCM, MCC, TPM y CDMDocument5 pagesRCM, MCC, TPM y CDMNano JajaNo ratings yet
- Evidencia 4 Reporte de Analisis Estudio de Caso de RCM PDFDocument14 pagesEvidencia 4 Reporte de Analisis Estudio de Caso de RCM PDFDaniel GavirioNo ratings yet
- Parcial IDocument5 pagesParcial IorlandoNo ratings yet
- Tecnicas de MantenimientoDocument32 pagesTecnicas de Mantenimientogabriel RodriguezNo ratings yet
- 1602Document7 pages1602jorgeluis2000No ratings yet
- En El Mantenimiento PredictivoDocument8 pagesEn El Mantenimiento PredictivoKathe Perez DiazNo ratings yet
- RCM-MantenimientoCentradoConfiabilidadDocument6 pagesRCM-MantenimientoCentradoConfiabilidadMaite PromesaNo ratings yet
- Mantenimiento Basado en El RiesgoDocument16 pagesMantenimiento Basado en El RiesgoAlex MCNo ratings yet
- Mantenimiento Mafia Tecsup TacusiDocument23 pagesMantenimiento Mafia Tecsup TacusiRobertoQuispeEscarcenaNo ratings yet
- Tema #3Document20 pagesTema #3WillamYamilZentenoAcostaNo ratings yet
- TPMDocument39 pagesTPMClaudia OcañaNo ratings yet
- Analisis de CriticidadDocument19 pagesAnalisis de CriticidadTulio Mata100% (1)
- Martínez Germán AvancesDocument7 pagesMartínez Germán Avancesgerman martinezNo ratings yet
- FMEADocument13 pagesFMEADaniela Alarcón CamachoNo ratings yet
- UF1125 - Técnicas de programación en fabricación mecánicaFrom EverandUF1125 - Técnicas de programación en fabricación mecánicaNo ratings yet
- UF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaFrom EverandUF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaRating: 3 out of 5 stars3/5 (3)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoFrom EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoNo ratings yet
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialFrom EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialRating: 1 out of 5 stars1/5 (1)
- 1kk COCIoDrXV-n7eXHjB5svNK Cbw5srDocument6 pages1kk COCIoDrXV-n7eXHjB5svNK Cbw5srJuan PerezNo ratings yet
- Temario Curso Fitocosmetica Con AromaterapiaDocument3 pagesTemario Curso Fitocosmetica Con AromaterapiaJks Motors CA0% (1)
- Planilla Balance Personal BANCO VENEZUELADocument1 pagePlanilla Balance Personal BANCO VENEZUELAKenny Bastidas50% (2)
- La épica española: cantares de gesta y héroes nacionalesDocument1 pageLa épica española: cantares de gesta y héroes nacionalesJks Motors CANo ratings yet
- AlgoejemplosDocument18 pagesAlgoejemplosanon-318171100% (4)
- Plan de Mantenimiento de Una NiveladoraDocument39 pagesPlan de Mantenimiento de Una NiveladoraJks Motors CANo ratings yet
- Trabajo de Maquinas HerramientasDocument52 pagesTrabajo de Maquinas HerramientasJks Motors CA50% (4)
- 2115-2004 Transformadores de Distribucion Nuevos Trifasicos. Valores de Corriente Sin Carga, Perdidas y Voltaje de CCDocument8 pages2115-2004 Transformadores de Distribucion Nuevos Trifasicos. Valores de Corriente Sin Carga, Perdidas y Voltaje de CCJose Luis Barreto BaptistaNo ratings yet
- Informe Inspección Luces de PrensasDocument3 pagesInforme Inspección Luces de PrensasHenrry LingNo ratings yet
- Greencut GS620X 1000059Document100 pagesGreencut GS620X 1000059Michel Sayah CorreaNo ratings yet
- Formato de Inventario 2018 Ugel LambayequeDocument2 pagesFormato de Inventario 2018 Ugel LambayequebladimirNo ratings yet
- Mapas ChachapoyasDocument19 pagesMapas ChachapoyasBony José Aguilar PoémapeNo ratings yet
- Itl 7 - Actualizado 2015 Ergo TmertDocument2 pagesItl 7 - Actualizado 2015 Ergo TmertJocelyn Andrea UviñaNo ratings yet
- Matemáticas básicas para mejorar las finanzas personales (MBFPDocument4 pagesMatemáticas básicas para mejorar las finanzas personales (MBFPBrayan Estiven AriasNo ratings yet
- METODOLOGÍA SM4 ContestadoDocument15 pagesMETODOLOGÍA SM4 ContestadoAngie VillalobosNo ratings yet
- Epistemologia Sin Sujeto CognoscenteDocument17 pagesEpistemologia Sin Sujeto CognoscenteMaryluz Bardales Jirón100% (1)
- Guía de Registro de LlamadasDocument18 pagesGuía de Registro de LlamadasFanco Gonzales EspinozaNo ratings yet
- Ejemplo Plan de Desarrollo de Software RUPDocument16 pagesEjemplo Plan de Desarrollo de Software RUPErnestoNo ratings yet
- Triptico SintesisDocument3 pagesTriptico Sintesisadministracion empresas0% (1)
- Cargadores John DeereDocument31 pagesCargadores John DeereNelson Andrade Velasquez100% (2)
- La Expresión Oral y Escrita en El Proceso de Enseñanza y AprendizajeDocument19 pagesLa Expresión Oral y Escrita en El Proceso de Enseñanza y AprendizajeCuperBautistaNo ratings yet
- Sistema de CalefaccionDocument3 pagesSistema de Calefaccionjeff EduNo ratings yet
- Fisiologia Seminario 6Document6 pagesFisiologia Seminario 6JairCastroNo ratings yet
- MineSight para Planificación A Largo PlazoDocument7 pagesMineSight para Planificación A Largo PlazoEfrim Diak Montesinos Perez0% (1)
- Arquitectura Moderna: evolución y característicasDocument20 pagesArquitectura Moderna: evolución y característicasIvan Samame FernandezNo ratings yet
- Tu Factura de Gas: Datos Del ClienteDocument1 pageTu Factura de Gas: Datos Del Clientethebailarina manNo ratings yet
- FormulariosDocument6 pagesFormulariossamerabou1010No ratings yet
- Conductividad TermicaDocument13 pagesConductividad TermicaGamaliel RamNo ratings yet
- Lookahead Frente 1 AbrilDocument8 pagesLookahead Frente 1 AbrilAlex Armando Rojas GonzaloNo ratings yet
- Diseño de tijeral para hangarDocument34 pagesDiseño de tijeral para hangarCARLANo ratings yet
- Manual Ataque DNS SpoofingDocument9 pagesManual Ataque DNS SpoofingSharith Michell Lobato ChirinoNo ratings yet
- Guia Didactica Unidad3 Calc IIDocument7 pagesGuia Didactica Unidad3 Calc IIDiomer A. MejiasNo ratings yet
- 318 SupuestoDocument24 pages318 SupuestoPaco GilNo ratings yet
- 6 PDFDocument40 pages6 PDFBenedicto Calel67% (6)
- Carta A Un Estudiante de DerechoDocument10 pagesCarta A Un Estudiante de Derechoziegler1000No ratings yet
- Entornos de Trabajo - UNITECDocument17 pagesEntornos de Trabajo - UNITECYael Medina Jimenez0% (1)
- Trabajo Final MetodologiaDocument47 pagesTrabajo Final MetodologiaLuz HdezNo ratings yet