You might also like
- Welding Processes and EquipmentDocument167 pagesWelding Processes and EquipmentTAF150850No ratings yet
- Xa00152120 Welding Defects February 2011Document1 pageXa00152120 Welding Defects February 2011Mehmet Soysal100% (1)
- Oxidation and Reduction SPM Form 5Document63 pagesOxidation and Reduction SPM Form 5Azie Nurul Akhtar85% (13)
- From Internet: Pipe Burst Working Pressure Calculator Barlow's FormulaDocument5 pagesFrom Internet: Pipe Burst Working Pressure Calculator Barlow's FormulaDipakNo ratings yet
- Various Welding ProcessDocument50 pagesVarious Welding Processsachin G.No ratings yet
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- Defects AND DiscontinuitiesDocument39 pagesDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDocument80 pagesRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNo ratings yet
- Weld Defects and DiscontinuitiesDocument78 pagesWeld Defects and DiscontinuitiesGilbert MendozaNo ratings yet
- Heat-Affected Zone (HAZ) Defects, Causes and Remedies GuideDocument24 pagesHeat-Affected Zone (HAZ) Defects, Causes and Remedies GuideRamu Amara100% (1)
- Weldability and Joinability of Common MaterialsDocument1 pageWeldability and Joinability of Common MaterialsStefanArtemonMocanuNo ratings yet
- Introduction to Gas Shielded Arc WeldingDocument157 pagesIntroduction to Gas Shielded Arc Weldingrohit mathankerNo ratings yet
- 008.rtfi Notes - OkDocument19 pages008.rtfi Notes - OkVivekanandan JNo ratings yet
- Cwi-Module1 - Welding Inspection & CertificationDocument30 pagesCwi-Module1 - Welding Inspection & CertificationPurvesh NanavatiNo ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- Module 4 Weld Geometry and Welding Symbols-1Document87 pagesModule 4 Weld Geometry and Welding Symbols-1Miki JaksicNo ratings yet
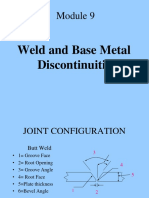
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 pagesMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNo ratings yet
- 3 ElectricArcWeldingDocument35 pages3 ElectricArcWeldingKirandeep GandhamNo ratings yet
- Penetrant Testing. Ultrasonic TestingDocument74 pagesPenetrant Testing. Ultrasonic TestingHskumarReddy Karri100% (1)
- WIS5 Imperfections 2006 PDFDocument81 pagesWIS5 Imperfections 2006 PDFWatcharapong Puangthaisong100% (1)
- Acceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEDocument18 pagesAcceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEEngineersEDGE CoimbatoreNo ratings yet
- Chapter9 GMAW FCAW WeldingDocument17 pagesChapter9 GMAW FCAW Weldingrusf123No ratings yet
- Acceptance CriteriaDocument19 pagesAcceptance CriteriaAnonymous 5iv0i3cZNo ratings yet
- RT Level L FINALDocument80 pagesRT Level L FINALSaad AfzalNo ratings yet
- Module 8 Welding Metallurgy For The WIDocument39 pagesModule 8 Welding Metallurgy For The WIOskar Giancarlo Sifuentes Eche100% (1)
- Non-Arc Welding Processes OverviewDocument30 pagesNon-Arc Welding Processes OverviewKhalid El MasryNo ratings yet
- Fluoroscopy and Radiography InterpretationDocument56 pagesFluoroscopy and Radiography InterpretationFongJeremyNo ratings yet
- Twi - Welding Inspection - SteelsDocument209 pagesTwi - Welding Inspection - Steelsenels77No ratings yet
- Welding Variables Guide: Effects of Current, Voltage, Speed & MoreDocument34 pagesWelding Variables Guide: Effects of Current, Voltage, Speed & MoremilindNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument220 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeNo ratings yet
- Wis5 WPS 05Document22 pagesWis5 WPS 05Gibson FisherNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Cswip - Section 02-Terms and Definition PDFDocument19 pagesCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimNo ratings yet
- WC514Document1 pageWC51455312714No ratings yet
- Welding Inspection Guide: Identifying Defects & Making RepairsDocument40 pagesWelding Inspection Guide: Identifying Defects & Making RepairsAbdulateaf SattiNo ratings yet
- Cordon Off - 4 (00000003)Document1 pageCordon Off - 4 (00000003)Anonymous PlyxbQ3tNo ratings yet
- Testing and Inspection of Welding CourseDocument186 pagesTesting and Inspection of Welding CourseWahyu Tirta Nugraha100% (1)
- 06 - Weld Ability and Defects in WeldmentsDocument50 pages06 - Weld Ability and Defects in Weldmentsamitjee138463No ratings yet
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoNo ratings yet
- Metal Joining and Cutting ProcessesDocument155 pagesMetal Joining and Cutting Processestuvu100% (4)
- Jeffersons Welding EnclclopediaDocument768 pagesJeffersons Welding EnclclopediaGanesh YadavNo ratings yet
- WI 01 - Introduction To WI ModuleDocument14 pagesWI 01 - Introduction To WI ModuledayalramNo ratings yet
- Welding Jurnal 1982 07 s212Document10 pagesWelding Jurnal 1982 07 s212Ashley JacksonNo ratings yet
- Online & Blended IWE Course GuideDocument4 pagesOnline & Blended IWE Course GuideKamal HalawiNo ratings yet
- Weld AbilityDocument34 pagesWeld AbilityGauthamSarangNo ratings yet
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Document36 pages'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Veeralekshmanan KumarNo ratings yet
- Module 4 Welding Joints and SymbolsDocument68 pagesModule 4 Welding Joints and SymbolsAhmed Shaban KotbNo ratings yet
- Visual Weld Exam TrainingDocument64 pagesVisual Weld Exam Trainingcarlos100% (1)
- Documents Governing Welding Inspection and QualificationDocument56 pagesDocuments Governing Welding Inspection and Qualificationtuvu100% (4)
- Senior Welding Inspector DutiesDocument59 pagesSenior Welding Inspector Dutiesnagu100% (1)
- Welding TechniqueDocument22 pagesWelding TechniqueNavasca Randee100% (1)
- Welding Defects - PresentationDocument40 pagesWelding Defects - Presentationforgameslive100% (17)
- Welding DefectsDocument47 pagesWelding Defects0502raviNo ratings yet
- Welding Defects and Inspection TechniquesDocument41 pagesWelding Defects and Inspection TechniquesAhsan AliNo ratings yet
- Welding Defects PresentationDocument40 pagesWelding Defects PresentationGautam KumarNo ratings yet
- Stainless Steel DefectsDocument30 pagesStainless Steel Defects0502ravi100% (1)
- Weld and Base Metal DiscontinuitiesDocument74 pagesWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- Repair Welds: Mark/Locate Weld: DefectsDocument23 pagesRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanNo ratings yet
- Lec24 PDFDocument69 pagesLec24 PDFsskiitbNo ratings yet
- Day 1Document47 pagesDay 1vinay1999No ratings yet
- Welding Defects GuideDocument5 pagesWelding Defects GuideJay R ChivaNo ratings yet
- Teaching-Learning Practice Sheet For TeachersDocument2 pagesTeaching-Learning Practice Sheet For TeachersLunilyn OrtegaNo ratings yet
- My Enablers For PassionDocument1 pageMy Enablers For PassionLunilyn OrtegaNo ratings yet
- EPP Quarter 1 - Module 1/ Week 3-4:: " Safe and Responsible Use of ICT"Document14 pagesEPP Quarter 1 - Module 1/ Week 3-4:: " Safe and Responsible Use of ICT"Lunilyn OrtegaNo ratings yet
- Table Napkin LPDocument4 pagesTable Napkin LPCha-chaGeñoso86% (7)
- AsssssDocument3 pagesAsssssLunilyn OrtegaNo ratings yet
- 4 Ways To Use Games For LearningDocument8 pages4 Ways To Use Games For LearningLunilyn OrtegaNo ratings yet
- Mother of Perpetual Help School, Inc.: Quarter 1 - Module 1/ Week 1Document14 pagesMother of Perpetual Help School, Inc.: Quarter 1 - Module 1/ Week 1Lunilyn OrtegaNo ratings yet
- Suggested Clubs For SyDocument1 pageSuggested Clubs For SyLunilyn OrtegaNo ratings yet
- Gathering and Organizing Information Using ICT ToolsDocument17 pagesGathering and Organizing Information Using ICT ToolsLunilyn Ortega100% (1)
- 4 Ways To Use Games For LearningDocument8 pages4 Ways To Use Games For LearningLunilyn OrtegaNo ratings yet
- Mother of Perpetual Help School, Inc.: Quarter 1 - Module 1/ Week 1-2Document14 pagesMother of Perpetual Help School, Inc.: Quarter 1 - Module 1/ Week 1-2Lunilyn Ortega100% (1)
- Flexible Instruction Delivery Plan TemplateDocument1 pageFlexible Instruction Delivery Plan TemplateChristian Arby BantanNo ratings yet
- EPP Quarter 1 - Module 5/ Week 5-7:: "Gathering and Organizing Information Using ICT Tools"Document17 pagesEPP Quarter 1 - Module 5/ Week 5-7:: "Gathering and Organizing Information Using ICT Tools"Lunilyn OrtegaNo ratings yet
- Department of Education: Junior High School Report Card School Year 2019-2020Document46 pagesDepartment of Education: Junior High School Report Card School Year 2019-2020Lunilyn OrtegaNo ratings yet
- MPHSI Curriculum Map Highlights ENTREP/ICT SkillsDocument19 pagesMPHSI Curriculum Map Highlights ENTREP/ICT SkillsLunilyn OrtegaNo ratings yet
- MPHSI Curriculum Map Highlights ENTREP/ICT SkillsDocument19 pagesMPHSI Curriculum Map Highlights ENTREP/ICT SkillsLunilyn OrtegaNo ratings yet
- Reviewer in Diass Proponent Theory or Concept Introduced Focus/Approach To Counseling Methods/Techniques IntroducedDocument5 pagesReviewer in Diass Proponent Theory or Concept Introduced Focus/Approach To Counseling Methods/Techniques IntroducedLunilyn OrtegaNo ratings yet
- MPHSI Curriculum Map Highlights ENTREP/ICT SkillsDocument19 pagesMPHSI Curriculum Map Highlights ENTREP/ICT SkillsLunilyn OrtegaNo ratings yet
- Course Outline for Social Sciences DisciplinesDocument2 pagesCourse Outline for Social Sciences DisciplinesLunilyn OrtegaNo ratings yet
- Ms - Ortega TLE LearningPlans 4thquarterDocument8 pagesMs - Ortega TLE LearningPlans 4thquarterLunilyn OrtegaNo ratings yet
- Ms - Ortega TLE LearningPlans 3rdquarterDocument7 pagesMs - Ortega TLE LearningPlans 3rdquarterLunilyn OrtegaNo ratings yet
- Teaching Strategies for Assessing Learning CompetenciesDocument3 pagesTeaching Strategies for Assessing Learning CompetenciesLunilyn OrtegaNo ratings yet
- Weekly home learning plan for TLEDocument8 pagesWeekly home learning plan for TLELunilyn OrtegaNo ratings yet
- Course Outline for Social Sciences DisciplinesDocument2 pagesCourse Outline for Social Sciences DisciplinesLunilyn OrtegaNo ratings yet
- THE Entrepreneurial Mindset: Pathways To Entrepreneurship 1Document19 pagesTHE Entrepreneurial Mindset: Pathways To Entrepreneurship 1Lunilyn OrtegaNo ratings yet
- Grade 7 Dressmaking Activity 2: My Unique Sewing Machine (30 Points)Document2 pagesGrade 7 Dressmaking Activity 2: My Unique Sewing Machine (30 Points)Lunilyn OrtegaNo ratings yet
- Reviewer in Diass Proponent Theory or Concept Introduced Focus/Approach To Counseling Methods/Techniques IntroducedDocument5 pagesReviewer in Diass Proponent Theory or Concept Introduced Focus/Approach To Counseling Methods/Techniques IntroducedLunilyn OrtegaNo ratings yet
- Social Science As The Study of SocietyDocument45 pagesSocial Science As The Study of SocietyLunilyn Ortega75% (4)
- Mother of Perpetual Help School, Inc.: Iris ST, Dahlia Avenue, West Fairview Quezon CityDocument1 pageMother of Perpetual Help School, Inc.: Iris ST, Dahlia Avenue, West Fairview Quezon CityLunilyn OrtegaNo ratings yet
- DISocialScience 11 MidtermDocument3 pagesDISocialScience 11 MidtermLunilyn OrtegaNo ratings yet
- Physics and Technology For Engineers... 2023Document546 pagesPhysics and Technology For Engineers... 2023david floresNo ratings yet
- Replacement of Bearings in The Golden Horn Bridge PDFDocument3 pagesReplacement of Bearings in The Golden Horn Bridge PDFVCNo ratings yet
- Affect of Elements On SteelDocument82 pagesAffect of Elements On SteelAditya PratapNo ratings yet
- Design of Offshore StructuresDocument29 pagesDesign of Offshore StructuresJOSE PRASOBH..JNo ratings yet
- Learner'S Packet No.1 Quarter 1: Name of Student: Learning Area/Grade Level: Tle-He-Cookery-Grade 9 Date: Activity TitleDocument10 pagesLearner'S Packet No.1 Quarter 1: Name of Student: Learning Area/Grade Level: Tle-He-Cookery-Grade 9 Date: Activity TitleSalgie MasculinoNo ratings yet
- Plastic Surgeon Rob Mouser ProfileDocument3 pagesPlastic Surgeon Rob Mouser ProfileKatie BrownNo ratings yet
- Catalytic Reforming ProcessDocument28 pagesCatalytic Reforming ProcessSiddesh PatilNo ratings yet
- Ractangular Over Head Water Tank (Complete)Document43 pagesRactangular Over Head Water Tank (Complete)Hailemariyam SewagegnNo ratings yet
- Xdcixz2u1wgmgwoavm1gwjvasvj G9vcs39xeb2vi34mccaalbrb7asbodbb3wsn6ujqmqwv8twty Qf4a3jjeqwik Af6q 4mhxyludDocument2 pagesXdcixz2u1wgmgwoavm1gwjvasvj G9vcs39xeb2vi34mccaalbrb7asbodbb3wsn6ujqmqwv8twty Qf4a3jjeqwik Af6q 4mhxyludAbou Tebba SamNo ratings yet
- Flexible Pavement Design SK RaoDocument62 pagesFlexible Pavement Design SK Raokrishnarao krishnarao329100% (3)
- Soap and Detergent: Properties, Preparation, and FunctionsDocument6 pagesSoap and Detergent: Properties, Preparation, and FunctionsJunren KhooNo ratings yet
- Determination of Parameters For Hyperbolic Model of SoilsDocument13 pagesDetermination of Parameters For Hyperbolic Model of SoilsRamiro ChairezNo ratings yet
- Lab ReportDocument8 pagesLab ReportNurin BatrisyiaNo ratings yet
- C8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionDocument2 pagesC8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionJabinNo ratings yet
- Perhitungan RBIDocument3 pagesPerhitungan RBIdwi sutiknoNo ratings yet
- Coolant Texaco 7997Document4 pagesCoolant Texaco 7997m_najmanNo ratings yet
- Metals KS3 4 Iron and Aluminium Extraction Methods Info SheetDocument5 pagesMetals KS3 4 Iron and Aluminium Extraction Methods Info SheetHappy NthakomwaNo ratings yet
- SKAB4022 Short Proposal - Nur Amalina Binti IshakDocument16 pagesSKAB4022 Short Proposal - Nur Amalina Binti Ishakazhar ahmadNo ratings yet
- Life Estimation of Distribution Transformers Considering Axial Fatigue in Loose Winding ConductorsDocument16 pagesLife Estimation of Distribution Transformers Considering Axial Fatigue in Loose Winding ConductorsVictor MartinNo ratings yet
- SCH 2102Document4 pagesSCH 2102Clare Mueni Makaa100% (1)
- MQ SP M 4002 PDFDocument28 pagesMQ SP M 4002 PDFjaseelNo ratings yet
- 10 Handbook Standard For Portable Fire ExtinguishersDocument205 pages10 Handbook Standard For Portable Fire ExtinguishersJosesin SinsinNo ratings yet
- Complaint AnalysisDocument8 pagesComplaint AnalysisJKP OperationNo ratings yet
- Mastics, Glues For Marble, Granite, StoneDocument6 pagesMastics, Glues For Marble, Granite, StoneNaveen GuptaNo ratings yet
- Series 46 V9Document6 pagesSeries 46 V9Process Controls & ServicesNo ratings yet
- Practice Exam 1Document5 pagesPractice Exam 1ManuelPauloAcogidoNo ratings yet
- Surfactant FloodingDocument10 pagesSurfactant FloodinghkaqlqNo ratings yet
- Multi-stage centrifugal pumps for clean water applicationsDocument6 pagesMulti-stage centrifugal pumps for clean water applicationsazze bouzNo ratings yet