You might also like
- Ferrous and Non-Ferrous MetalsDocument43 pagesFerrous and Non-Ferrous MetalsSuzette MacalinaoNo ratings yet
- Aluminium, Copper and Its AlloysDocument14 pagesAluminium, Copper and Its AlloysManiesh LokapurNo ratings yet
- High Alloy Cast IronsDocument4 pagesHigh Alloy Cast IronsHamid KhalilpoorNo ratings yet
- Copper and Copper AlloysDocument19 pagesCopper and Copper AlloysYousef Adel HassanenNo ratings yet
- 5.1 Nonferrous Metals & AlloysDocument28 pages5.1 Nonferrous Metals & Alloysjayvee allineraNo ratings yet
- Nonferrous AlloysDocument9 pagesNonferrous AlloysKadeshOlidNo ratings yet
- Unit 4-2-NonferrousDocument32 pagesUnit 4-2-NonferrousNisha JaiswalNo ratings yet
- Metal Industry ReportDocument14 pagesMetal Industry ReportSmita YadavNo ratings yet
- Metals: Acabo, Galeon, Ong Estrada, Igdon, JuanicoDocument88 pagesMetals: Acabo, Galeon, Ong Estrada, Igdon, JuanicoNaidra AbarquezNo ratings yet
- MSE 258 Lesson 2 - 31-05-23Document26 pagesMSE 258 Lesson 2 - 31-05-23Mary Vine EshunNo ratings yet
- Ferrous and Non-Ferrous Metals: Group 5Document37 pagesFerrous and Non-Ferrous Metals: Group 5Morel TalekeudjeuNo ratings yet
- GCE3135 AssignmentDocument10 pagesGCE3135 AssignmentBilal MishoryNo ratings yet
- Properties of ASISI CodeDocument16 pagesProperties of ASISI CodeTribhuwan MishraNo ratings yet
- 7.3.25 Austenitic Cast Irons: 7.3.28 High-Chromium IronDocument21 pages7.3.25 Austenitic Cast Irons: 7.3.28 High-Chromium IronumairNo ratings yet
- Completed Non-Ferrous Alloys ProjectDocument9 pagesCompleted Non-Ferrous Alloys ProjectCarlin Sylvester100% (2)
- Mechanical Properties of High-Alloy and White Iron: Nickel-Alloyed Iron-Ni-Resist HasDocument3 pagesMechanical Properties of High-Alloy and White Iron: Nickel-Alloyed Iron-Ni-Resist HasCarlos LaoNo ratings yet
- Different Types of AlloysDocument20 pagesDifferent Types of AlloysArielle Joyce de JesusNo ratings yet
- NON Ferrous AlloysDocument37 pagesNON Ferrous AlloysRajan ChaudharyNo ratings yet
- 3 - Ni AlloysDocument21 pages3 - Ni AlloysAbhishek GuddadNo ratings yet
- Ferrous Metal & AlloysDocument30 pagesFerrous Metal & AlloysRed ReidNo ratings yet
- Material of ConstructionDocument43 pagesMaterial of ConstructionMohammed.abudi1996No ratings yet
- Alloys of Zinc and Their ApplicationsDocument4 pagesAlloys of Zinc and Their ApplicationsBookMaggotNo ratings yet
- Aluminum and Its AlloyDocument18 pagesAluminum and Its AlloyJackylyn SagadalNo ratings yet
- METAL ALLOY (Chapter 5)Document10 pagesMETAL ALLOY (Chapter 5)Muhd AriffNo ratings yet
- Metallurgy & Materials ScienceDocument30 pagesMetallurgy & Materials SciencemohansaiNo ratings yet
- Chap-10 Materials and Fabrication SelectionDocument51 pagesChap-10 Materials and Fabrication SelectionSuprio KamalNo ratings yet
- Materials For High Temperature High Pressure Applications andDocument28 pagesMaterials For High Temperature High Pressure Applications andDrVRKNo ratings yet
- Copper & Its AlloysDocument19 pagesCopper & Its AlloysSachinSahuNo ratings yet
- Machining Titanium AlloysDocument22 pagesMachining Titanium AlloysSarswati SuryawanshiNo ratings yet
- Nonferrous AlloysDocument20 pagesNonferrous AlloysRohit RamchandaniNo ratings yet
- Introduction To CopperDocument7 pagesIntroduction To CopperAbdul RashidNo ratings yet
- High Strength, Low Alloy Steels: Tion (Ordinary Rusting, Which Is The Most Common KindDocument7 pagesHigh Strength, Low Alloy Steels: Tion (Ordinary Rusting, Which Is The Most Common KindWilly UioNo ratings yet
- SST PDFDocument48 pagesSST PDFpostguard64No ratings yet
- Ape Lian 1981Document9 pagesApe Lian 1981gegegegNo ratings yet
- Lecture On Material of ConstructionDocument19 pagesLecture On Material of Constructiondeepankar kumarNo ratings yet
- UNIT - III (Non Ferrous Alloys)Document4 pagesUNIT - III (Non Ferrous Alloys)Siva GaneshNo ratings yet
- Engineering Materials MEE 110: Dr. M. Tauqeer AnwarDocument13 pagesEngineering Materials MEE 110: Dr. M. Tauqeer AnwarAli HassanNo ratings yet
- IRONDocument19 pagesIRONPadmaja RathNo ratings yet
- Light Metals and Their AlloysDocument55 pagesLight Metals and Their Alloysmurari100% (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Ajp Module-2Document22 pagesAjp Module-2Naveen S BasandiNo ratings yet
- Material at Low TemperatureDocument3 pagesMaterial at Low TemperatureGajendra GuptaNo ratings yet
- Zirconium Alloys Rev1 1Document19 pagesZirconium Alloys Rev1 1Christian AganoNo ratings yet
- MODULE 5 Typical Engineering MaterialsDocument39 pagesMODULE 5 Typical Engineering Materialssrinidhi kulkarniNo ratings yet
- Ferrous and Nonferrous MetalDocument45 pagesFerrous and Nonferrous MetalJad MacintoshNo ratings yet
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- FC-06-Engineering Material & Metallurgy PDFDocument431 pagesFC-06-Engineering Material & Metallurgy PDFsomnath ghosh100% (1)
- Material of ConstructionDocument43 pagesMaterial of ConstructionMohammed.abudi1996No ratings yet
- Engineering Materials MEE 110: Dr. M. Tauqeer AnwarDocument14 pagesEngineering Materials MEE 110: Dr. M. Tauqeer AnwarAli HassanNo ratings yet
- Copper and Its AlloysDocument6 pagesCopper and Its AlloysNaidra AbarquezNo ratings yet
- Wilsons LTD - Copper and Copper Alloys Introduction To Copper and Its Alloys - 68Document5 pagesWilsons LTD - Copper and Copper Alloys Introduction To Copper and Its Alloys - 68Juan BonottiNo ratings yet
- Welding of AuminumDocument62 pagesWelding of AuminumMalik AlsaadiNo ratings yet
- Al BRDocument9 pagesAl BRAamr AlnaebNo ratings yet
- Non-Ferrous MetalsDocument26 pagesNon-Ferrous MetalsNicole May Dela CruzNo ratings yet
- Mse Notes - Unit - 3Document11 pagesMse Notes - Unit - 3337-ME- KIRTHAN DEVADIGANo ratings yet
- Valve Material TypesDocument3 pagesValve Material TypesimanadbNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- PFD Control - Case (Main)Document1 pagePFD Control - Case (Main)Gede KrishnaNo ratings yet
- This Is The Method of Marketing Plan in 2019: Go and Buy Stuff Just Do ItDocument1 pageThis Is The Method of Marketing Plan in 2019: Go and Buy Stuff Just Do ItGede KrishnaNo ratings yet
- Presentasi IBR Kelompok 1Document11 pagesPresentasi IBR Kelompok 1Gede KrishnaNo ratings yet
- Structure of MetalDocument19 pagesStructure of MetalGede KrishnaNo ratings yet
- 1 An Overview of Physical and Phase ChangeDocument5 pages1 An Overview of Physical and Phase ChangeGede KrishnaNo ratings yet
- Creative Thinking (2) : Dr. Sarah Elsayed ElshazlyDocument38 pagesCreative Thinking (2) : Dr. Sarah Elsayed ElshazlyNehal AbdellatifNo ratings yet
- TOEFLDocument6 pagesTOEFLSekar InnayahNo ratings yet
- LT1256X1 - Revg - FB1300, FB1400 Series - EnglishDocument58 pagesLT1256X1 - Revg - FB1300, FB1400 Series - EnglishRahma NaharinNo ratings yet
- Powerpoint Presentation R.A 7877 - Anti Sexual Harassment ActDocument14 pagesPowerpoint Presentation R.A 7877 - Anti Sexual Harassment ActApple100% (1)
- (ENG) Visual Logic Robot ProgrammingDocument261 pages(ENG) Visual Logic Robot ProgrammingAbel Chaiña Gonzales100% (1)
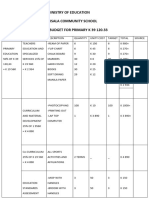
- Ministry of Education Musala SCHDocument5 pagesMinistry of Education Musala SCHlaonimosesNo ratings yet
- Bea Form 7 - Natg6 PMDocument2 pagesBea Form 7 - Natg6 PMgoeb72100% (1)
- Nissan E-NV200 Combi UKDocument31 pagesNissan E-NV200 Combi UKMioMaulenovoNo ratings yet
- Presentation - Prof. Yuan-Shing PerngDocument92 pagesPresentation - Prof. Yuan-Shing PerngPhuongLoanNo ratings yet
- BSBOPS601 Develop Implement Business Plans - SDocument91 pagesBSBOPS601 Develop Implement Business Plans - SSudha BarahiNo ratings yet
- Starkville Dispatch Eedition 12-9-18Document28 pagesStarkville Dispatch Eedition 12-9-18The DispatchNo ratings yet
- Pro Tools ShortcutsDocument5 pagesPro Tools ShortcutsSteveJones100% (1)
- Unit 5 Andhra Pradesh.Document18 pagesUnit 5 Andhra Pradesh.Charu ModiNo ratings yet
- SQL Datetime Conversion - String Date Convert Formats - SQLUSA PDFDocument13 pagesSQL Datetime Conversion - String Date Convert Formats - SQLUSA PDFRaul E CardozoNo ratings yet
- Vicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Document10 pagesVicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Vieyah Angela VicenteNo ratings yet
- Canopy CountersuitDocument12 pagesCanopy CountersuitJohn ArchibaldNo ratings yet
- Ms Microsoft Office - WordDocument3 pagesMs Microsoft Office - WordFarisha NasirNo ratings yet
- Data Sheet: Elcometer 108 Hydraulic Adhesion TestersDocument3 pagesData Sheet: Elcometer 108 Hydraulic Adhesion TesterstilanfernandoNo ratings yet
- Overcurrent CoordinationDocument93 pagesOvercurrent CoordinationKumar100% (1)
- Methods of Teaching Syllabus - FinalDocument6 pagesMethods of Teaching Syllabus - FinalVanessa L. VinluanNo ratings yet
- Fundamental RightsDocument55 pagesFundamental RightsDivanshuSharmaNo ratings yet
- Projects: Term ProjectDocument2 pagesProjects: Term ProjectCoursePinNo ratings yet
- Electrical Estimate Template PDFDocument1 pageElectrical Estimate Template PDFMEGAWATT CONTRACTING AND ELECTRICITY COMPANYNo ratings yet
- Fr-E700 Instruction Manual (Basic)Document155 pagesFr-E700 Instruction Manual (Basic)DeTiEnamoradoNo ratings yet
- Prevalence of Peptic Ulcer in Patients Attending Kampala International University Teaching Hospital in Ishaka Bushenyi Municipality, UgandaDocument10 pagesPrevalence of Peptic Ulcer in Patients Attending Kampala International University Teaching Hospital in Ishaka Bushenyi Municipality, UgandaKIU PUBLICATION AND EXTENSIONNo ratings yet
- Kompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFDocument13 pagesKompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFEka IdrisNo ratings yet
- Manuscript - Batallantes &Lalong-Isip (2021) Research (Chapter 1 To Chapter 3)Document46 pagesManuscript - Batallantes &Lalong-Isip (2021) Research (Chapter 1 To Chapter 3)Franzis Jayke BatallantesNo ratings yet
- A Comparison of Pharmaceutical Promotional Tactics Between HK & ChinaDocument10 pagesA Comparison of Pharmaceutical Promotional Tactics Between HK & ChinaAlfred LeungNo ratings yet
- Historical DocumentsDocument82 pagesHistorical Documentsmanavjha29No ratings yet
- Insurance Smart Sampoorna RakshaDocument10 pagesInsurance Smart Sampoorna RakshaRISHAB CHETRINo ratings yet