You might also like
- Motivation:-: WWW - Parhladsharma.inDocument8 pagesMotivation:-: WWW - Parhladsharma.insurajit biswasNo ratings yet
- Surfacecoating Jawahar 180312111539Document75 pagesSurfacecoating Jawahar 180312111539Mallappa KomarNo ratings yet
- Motivation:-: WWW - Parhladsharma.inDocument6 pagesMotivation:-: WWW - Parhladsharma.inDeekshith DileepNo ratings yet
- Surface CoatingDocument75 pagesSurface CoatingMallappa KomarNo ratings yet
- Surface HardeningDocument17 pagesSurface HardeningMahesh MakwanaNo ratings yet
- Fastener Design ManualDocument10 pagesFastener Design ManualJohn PaulsyNo ratings yet
- Cobalt Zinc PlatingDocument13 pagesCobalt Zinc PlatingstingdotNo ratings yet
- Refractories PDFDocument22 pagesRefractories PDFRinku Singroha (JSHL-QUALITY)No ratings yet
- Hot Dip GalvanizingDocument50 pagesHot Dip GalvanizingkevinNo ratings yet
- Adama Science and Technology University School of Mechanical, Chemical and Materials Engineering (Somcme)Document28 pagesAdama Science and Technology University School of Mechanical, Chemical and Materials Engineering (Somcme)demeke abayNo ratings yet
- Aluminum Alloys For High TemperatureDocument18 pagesAluminum Alloys For High TemperatureFluf LvpNo ratings yet
- Hot Dip Galvanizing Design ConsiderationsDocument10 pagesHot Dip Galvanizing Design ConsiderationsAndreasNo ratings yet
- Aluminium Castings PDFDocument4 pagesAluminium Castings PDFpalsettyNo ratings yet
- Zinc Flake CoatingsDocument1 pageZinc Flake CoatingsDinh TuNo ratings yet
- MMEN 120 - Surface HardeningDocument19 pagesMMEN 120 - Surface HardeningnattydreadfathelahNo ratings yet
- Aluminum SolderingDocument14 pagesAluminum SolderingChris De La TorreNo ratings yet
- Aluminum Use in AutomobileDocument20 pagesAluminum Use in Automobilenav_sarNo ratings yet
- PP 3 AL BIDocument8 pagesPP 3 AL BIMech HoD DAITNo ratings yet
- Galvanized Coatings SeminarDocument27 pagesGalvanized Coatings Seminaraziz50% (2)
- Lecture 4 - Types of RebarsDocument51 pagesLecture 4 - Types of RebarsJagannathan KNo ratings yet
- Automotive Innovation of MaterialsDocument23 pagesAutomotive Innovation of MaterialsMina IsakNo ratings yet
- CTB01 - General Introduction Sept 02Document2 pagesCTB01 - General Introduction Sept 02Ravinesh SinghNo ratings yet
- Chapter 15 - Coatings-1Document32 pagesChapter 15 - Coatings-1Sumit Ghosh KabboNo ratings yet
- AL-Si Report PDFDocument6 pagesAL-Si Report PDFAnmol MishraNo ratings yet
- Manufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarDocument18 pagesManufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarRonak100% (1)
- Finals 2Document15 pagesFinals 2Ghonel RootNo ratings yet
- Gavalnise Vs PaintsDocument35 pagesGavalnise Vs Paintsian1000100% (2)
- ALUMINIUMTECHNOLOGIES Week6Document164 pagesALUMINIUMTECHNOLOGIES Week6Sander Duque100% (2)
- ANKURDocument20 pagesANKURDevashish JoshiNo ratings yet
- Types of Treatments: AnandDocument26 pagesTypes of Treatments: AnandAnand DubeyNo ratings yet
- 55 Aluminum-Zinc Alloy Coated Steel Technical Bulletin 6 - Cut Edge Protection v20153Document2 pages55 Aluminum-Zinc Alloy Coated Steel Technical Bulletin 6 - Cut Edge Protection v20153Syed Raja AdeelNo ratings yet
- DIN en 4042 - A3C BicromatizadoDocument10 pagesDIN en 4042 - A3C BicromatizadoBruno FaveroNo ratings yet
- AL-Si Report PDFDocument6 pagesAL-Si Report PDFAnmol MishraNo ratings yet
- Metals Problem Set 1Document5 pagesMetals Problem Set 1Rufo Daskeo Jr.No ratings yet
- CLDP Whats The Difference Between Alloy Steel and Carbon Steel Coiled Pins UsDocument3 pagesCLDP Whats The Difference Between Alloy Steel and Carbon Steel Coiled Pins Usgetnet workieNo ratings yet
- 2 Aluminium Fusion Welding 2015Document21 pages2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- What Is Aluminium PCB Manufacturing ProcessDocument19 pagesWhat Is Aluminium PCB Manufacturing ProcessjackNo ratings yet
- Corrosão em Estacas - Arcelor - SkylinesDocument25 pagesCorrosão em Estacas - Arcelor - SkylinesnunoNo ratings yet
- Metallographic Preparation of Zinc Coatings: Notes ApplicationDocument6 pagesMetallographic Preparation of Zinc Coatings: Notes ApplicationkhurshedlakhoNo ratings yet
- DevashishDocument43 pagesDevashishDevashish JoshiNo ratings yet
- ACA Kingfield Site Visit - Hot Dip GalvanizingDocument60 pagesACA Kingfield Site Visit - Hot Dip Galvanizingseii.chenNo ratings yet
- Kapitel 05 DINO Techn TeilDocument10 pagesKapitel 05 DINO Techn TeilPurushothama Nanje GowdaNo ratings yet
- 81 Designing Aluminium-Bronze CastingsDocument17 pages81 Designing Aluminium-Bronze Castingspoom2007100% (1)
- Hot Dip Galvanized CoatingDocument28 pagesHot Dip Galvanized CoatingOci Rizal100% (6)
- Aluminium CastingDocument5 pagesAluminium CastingBalaji RajaNo ratings yet
- Corrosive Protective CoatingsDocument6 pagesCorrosive Protective CoatingsMarcelo MinaNo ratings yet
- Repairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallDocument4 pagesRepairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallMJK008100% (1)
- Type II Vs Type III Anodizing of 2024 AluminumDocument7 pagesType II Vs Type III Anodizing of 2024 AluminumTanzil ZaidiNo ratings yet
- A - Galvanised Steel As A Substrate For Paint-2016Document3 pagesA - Galvanised Steel As A Substrate For Paint-2016Phạm Anh TuấnNo ratings yet
- Corrosion of Chrome PlatingDocument37 pagesCorrosion of Chrome PlatingdavideNo ratings yet
- ALTERNATIVES To Hexavalent Chromium and Chromium PlatingDocument4 pagesALTERNATIVES To Hexavalent Chromium and Chromium PlatingClaudio SiqueiraNo ratings yet
- Protective Coatings For MetalsDocument53 pagesProtective Coatings For MetalsSiddharth Khorwal50% (2)
- CFW 59 W 54 PDFDocument2 pagesCFW 59 W 54 PDFLeonardo LuizNo ratings yet
- 2007 IBSS Meeting Chicago, Illinois Nov 12-14, 2007: Comparison of Metal-Ceramic Brazing MethodsDocument27 pages2007 IBSS Meeting Chicago, Illinois Nov 12-14, 2007: Comparison of Metal-Ceramic Brazing MethodsshrinivasangtkNo ratings yet
- BrazingDocument16 pagesBrazingjackie_chiengNo ratings yet
- Anodizing Process: BackgroundDocument8 pagesAnodizing Process: BackgroundMohammed HusseinNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- 30 TPH Boiler-ModelDocument1 page30 TPH Boiler-ModelchittineniNo ratings yet
- LPDocument1 pageLPchittineniNo ratings yet
- TUV ISO Action List 2020Document5 pagesTUV ISO Action List 2020chittineni0% (1)
- Thermax 20 LACDocument1 pageThermax 20 LACchittineniNo ratings yet
- New Doc 2018-02-09Document2 pagesNew Doc 2018-02-09chittineniNo ratings yet
- Mahua - Bio DieselDocument29 pagesMahua - Bio DieselchittineniNo ratings yet
- Whitepaper Fuel SystemsDocument8 pagesWhitepaper Fuel SystemsQaiser Iqbal100% (4)
- Saliva Control in Children: An Information Guide For Families and CliniciansDocument32 pagesSaliva Control in Children: An Information Guide For Families and ClinicianschittineniNo ratings yet
- Auto Start-Stop PDFDocument2 pagesAuto Start-Stop PDFchittineniNo ratings yet
- ComAp Reference GuideDocument6 pagesComAp Reference GuidechittineniNo ratings yet
- ClutchDocument52 pagesClutchRavi ChandraNo ratings yet
- Genset BasicsDocument76 pagesGenset Basicschittineni100% (1)
- Inspect & Service Cooling SystemsDocument33 pagesInspect & Service Cooling SystemsRruga EdibresNo ratings yet
- Inspect & Service Cooling SystemsDocument33 pagesInspect & Service Cooling SystemsRruga EdibresNo ratings yet
- Diesel Generator TroubleshootingDocument7 pagesDiesel Generator TroubleshootingChandra Vinoth Senthilnathan100% (4)
- Inspect & Service Cooling SystemsDocument33 pagesInspect & Service Cooling SystemsRruga EdibresNo ratings yet
- IGS NT 2.4 Troubleshooting Guide ADocument39 pagesIGS NT 2.4 Troubleshooting Guide ARicardo Nunes Pereira Junior100% (1)
- KOEL EngineDocument82 pagesKOEL EnginechittineniNo ratings yet
- Kato Instruction Manual350 01001 00Document49 pagesKato Instruction Manual350 01001 00corsini999No ratings yet
- IL NT AMF 1 5 Reference Guide PDFDocument115 pagesIL NT AMF 1 5 Reference Guide PDFНиколай Белый50% (2)
- My FileDocument1 pageMy FilechittineniNo ratings yet
- Genset BasicsDocument76 pagesGenset Basicschittineni100% (1)
- Itc Prospectus & Syllabus 2018Document8 pagesItc Prospectus & Syllabus 2018Naresh LalwaniNo ratings yet
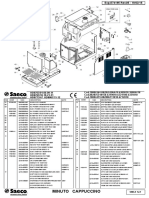
- MINUTO CARAFE Parts DiagramDocument8 pagesMINUTO CARAFE Parts DiagramBugsNo ratings yet
- Kitz DJ E-234-03 PDFDocument16 pagesKitz DJ E-234-03 PDFYudi KurniawanNo ratings yet
- Popular Nitinol Forms Offered by Johnson MattheyDocument4 pagesPopular Nitinol Forms Offered by Johnson MattheyDeva RajNo ratings yet
- Installation-Instructions TRIM SKT60Document24 pagesInstallation-Instructions TRIM SKT60corsa2 chevroletNo ratings yet
- Restroom Cleaning ProceduresDocument53 pagesRestroom Cleaning ProceduresAlif Wibowo100% (1)
- Final ReportsDocument53 pagesFinal Reportsashaswamy100% (1)
- DSR Micro ProjectDocument11 pagesDSR Micro Projectpradnya dhodareNo ratings yet
- Shard Place: Design ArchitectDocument1 pageShard Place: Design ArchitectfereetNo ratings yet
- Fig. 1.2 BRICKSDocument53 pagesFig. 1.2 BRICKSDishant ChandraNo ratings yet
- Astm A769 PDFDocument5 pagesAstm A769 PDFCristian OtivoNo ratings yet
- MetalWork - Baileigh 2016Document126 pagesMetalWork - Baileigh 2016Peter DavidsonNo ratings yet
- Sika PDS - E - Sika MultiSeal APDocument2 pagesSika PDS - E - Sika MultiSeal APJahidul IslamNo ratings yet
- Curtain WallDocument18 pagesCurtain WallTushar JainNo ratings yet
- Extrusion Dies Design PDFDocument9 pagesExtrusion Dies Design PDFR.SeetharamaiahNo ratings yet
- Slipform Paver SP 150 / SP 250 / SP 500Document33 pagesSlipform Paver SP 150 / SP 250 / SP 500Edwin YucraNo ratings yet
- RFCDocument788 pagesRFCArslan AkbarNo ratings yet
- Bar Bending Schedule For Portion BDocument23 pagesBar Bending Schedule For Portion Bsurendra_pangaNo ratings yet
- Casting?: Casting Is A Manufacturing Process by Which A LiquidDocument28 pagesCasting?: Casting Is A Manufacturing Process by Which A LiquidSaurabh TripathiNo ratings yet
- ASTM453Document1 pageASTM453EderNo ratings yet
- Ep15cb Pcceg-J22c0-21 Cat Chassis (Ep10-18cb) 10 Body & Chassis Frame 700 Control System 10-700-03 001350-02 Controller Assy, Main Controller, Main TRVDocument2 pagesEp15cb Pcceg-J22c0-21 Cat Chassis (Ep10-18cb) 10 Body & Chassis Frame 700 Control System 10-700-03 001350-02 Controller Assy, Main Controller, Main TRVirsan pratama putraNo ratings yet
- Cọc tiếp địa thép mạ đồng hãng-GRCBU 348 Kumwell-Thái Lan Liên hệ 0918527890-Mr. ThuậnDocument1 pageCọc tiếp địa thép mạ đồng hãng-GRCBU 348 Kumwell-Thái Lan Liên hệ 0918527890-Mr. ThuậnThuan NguyenNo ratings yet
- 1701 and 1707 PORTAL FRAMESDocument30 pages1701 and 1707 PORTAL FRAMES1707 Bhitale SiddharthNo ratings yet
- Rencana Impor - Alas Kaki HS Code 6404 - PT Omega Fashindo AdiperkasaDocument21 pagesRencana Impor - Alas Kaki HS Code 6404 - PT Omega Fashindo AdiperkasaDede ariefNo ratings yet
- Code of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresDocument39 pagesCode of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresIshor ThapaNo ratings yet
- Alloy 309Document3 pagesAlloy 309Branko FerenčakNo ratings yet
- Plumbing Estimate - Max FajardoDocument175 pagesPlumbing Estimate - Max FajardoMark Edison NavasNo ratings yet
- Stainless Steel Swing Check Valve: Threaded Connection - 200 WOGDocument1 pageStainless Steel Swing Check Valve: Threaded Connection - 200 WOGJuan Gutierrez CastilloNo ratings yet
- Installation and Maintenance Instructions: Resilient Seat Butterfly ValvesDocument12 pagesInstallation and Maintenance Instructions: Resilient Seat Butterfly ValvesBhargav PatelNo ratings yet
- Lab Details - 3 BranchDocument10 pagesLab Details - 3 BranchDevdoot SahuNo ratings yet