You might also like
- Numerical Control Volume MillingDocument18 pagesNumerical Control Volume MillingRaheel Neo AhmadNo ratings yet
- Notice Inviting Tenders/Bids: NFC Institute of Engineering & Fertilizer Research, FaisalabadDocument1 pageNotice Inviting Tenders/Bids: NFC Institute of Engineering & Fertilizer Research, FaisalabadRaheel Neo AhmadNo ratings yet
- Material Composition and Hardness Test of Scrapper ShaftDocument1 pageMaterial Composition and Hardness Test of Scrapper ShaftRaheel Neo AhmadNo ratings yet
- Itinerary DMK CNX 24-01-2024 22204051223Document2 pagesItinerary DMK CNX 24-01-2024 22204051223Raheel Neo AhmadNo ratings yet
- MachinesDocument8 pagesMachinesRaheel Neo AhmadNo ratings yet
- Application For Non Objection Certificate For PassportDocument2 pagesApplication For Non Objection Certificate For PassportSyedFawadShahNo ratings yet
- Coating Types and FunctionsDocument2 pagesCoating Types and FunctionsRaheel Neo AhmadNo ratings yet
- Raheel Ahmad Mechanical Engineer Cover Letter For Saudi AramcoDocument1 pageRaheel Ahmad Mechanical Engineer Cover Letter For Saudi AramcoRaheel Neo AhmadNo ratings yet
- Raheel Ahmad Mechanical Engineer Cover Letter For MOTT MCDONALDocument1 pageRaheel Ahmad Mechanical Engineer Cover Letter For MOTT MCDONALRaheel Neo AhmadNo ratings yet
- Curvature Height Reference SheetDocument4 pagesCurvature Height Reference SheetRaheel Neo AhmadNo ratings yet
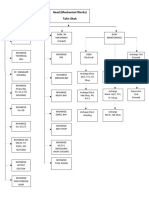
- Head (Mechanical Works) Tahir Shah: Manager FabricationDocument1 pageHead (Mechanical Works) Tahir Shah: Manager FabricationRaheel Neo AhmadNo ratings yet
- Panaflex in Word FormatDocument12 pagesPanaflex in Word FormatRaheel Neo AhmadNo ratings yet
- New Microsoft Excel WorksheetDocument4 pagesNew Microsoft Excel WorksheetRaheel Neo AhmadNo ratings yet
- Man Power Status - Mechanical Works 8-8-2019Document2 pagesMan Power Status - Mechanical Works 8-8-2019Raheel Neo AhmadNo ratings yet
- ApplicationDocument1 pageApplicationRaheel Neo AhmadNo ratings yet
- Low Head Hydropower TurbineDocument100 pagesLow Head Hydropower Turbineshahid aliNo ratings yet
- Convocation Registration FormDocument1 pageConvocation Registration FormRaheel Neo AhmadNo ratings yet
- 03 Letter Asking For Reimbursement For Unlawful DeductionsDocument2 pages03 Letter Asking For Reimbursement For Unlawful DeductionsNadeem JavedNo ratings yet
- HTD Dim Ub MetDocument2 pagesHTD Dim Ub MetDhanrajKumbhareNo ratings yet
- Package leaflet for Coversam tabletsDocument2 pagesPackage leaflet for Coversam tabletsRaheel Neo AhmadNo ratings yet
- Generate Certificate 1629651447754Document1 pageGenerate Certificate 1629651447754Raheel Neo AhmadNo ratings yet
- Bs Flange PDFDocument7 pagesBs Flange PDFPelin RoxanaNo ratings yet
- 1transcript Request Form NEW CUSTDocument1 page1transcript Request Form NEW CUSTRaheel Neo AhmadNo ratings yet
- Anchr Bolt RefDocument9 pagesAnchr Bolt ReferleosNo ratings yet
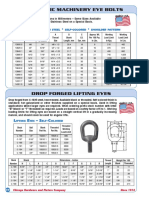
- Metric Machinery Eye Bolts: Forged Carbon Steel Self Colored Shoulder PatternDocument1 pageMetric Machinery Eye Bolts: Forged Carbon Steel Self Colored Shoulder PatternRaheel Neo AhmadNo ratings yet
- Aztec p6 Meb DinDocument3 pagesAztec p6 Meb DinRaheel Neo AhmadNo ratings yet
- Spek UboltDocument2 pagesSpek UboltRafiazis75No ratings yet
- HTD Dim Ub MetDocument2 pagesHTD Dim Ub MetDhanrajKumbhareNo ratings yet
- Undertaking For Lost CardDocument1 pageUndertaking For Lost CardRaheel Neo AhmadNo ratings yet
- Anchr Bolt RefDocument9 pagesAnchr Bolt ReferleosNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 8 Series Small Mobile Diesel Air CompressorsDocument8 pages8 Series Small Mobile Diesel Air CompressorsGuptaNo ratings yet
- Smart Grid Training RequestDocument2 pagesSmart Grid Training Requestaahana23No ratings yet
- UatDocument108 pagesUatdhirendraNo ratings yet
- Sylvania Guide To Energy Saving Lamps Brochure 1986Document12 pagesSylvania Guide To Energy Saving Lamps Brochure 1986Alan MastersNo ratings yet
- The SERO Side Channel Pump - A niche product between displacement and centrifugal pumpsDocument5 pagesThe SERO Side Channel Pump - A niche product between displacement and centrifugal pumpsAdanaNo ratings yet
- Company Profile Aditya - REVISEDDocument4 pagesCompany Profile Aditya - REVISEDNandkumar Chinai100% (1)
- Sandvik Quotation Die Pre-Heater Oven System - India PDFDocument5 pagesSandvik Quotation Die Pre-Heater Oven System - India PDFMalgudi Shiva100% (1)
- Anti HeelingDocument5 pagesAnti HeelingplatasturNo ratings yet
- 700 150 Corrected PDFDocument40 pages700 150 Corrected PDFRamakrishnan Ramachandran57% (7)
- Vessel'S Midnight Ullage ReportDocument28 pagesVessel'S Midnight Ullage ReportIhwan AsrulNo ratings yet
- Class Zero BrochureDocument8 pagesClass Zero BrochureMichael LagundinoNo ratings yet
- CA2019 - Fleetmap Operações de Estádios V1 2Document8 pagesCA2019 - Fleetmap Operações de Estádios V1 2Paulo Ignacio Prouza CruzatNo ratings yet
- PCM Brochure Mining and Minerals enDocument7 pagesPCM Brochure Mining and Minerals enAnonymous ItzBhUGoiNo ratings yet
- 04 Gas Turbine TurbomachDocument42 pages04 Gas Turbine Turbomachlalit92112760No ratings yet
- Jtekt e Report2016Document142 pagesJtekt e Report2016Amit AryaNo ratings yet
- APM Title TableOfCOntentsDocument12 pagesAPM Title TableOfCOntentsAlfonso DimlaNo ratings yet
- Quotation ListDocument5 pagesQuotation ListjahanehsaNo ratings yet
- FM EXDust HazardPosterDocument1 pageFM EXDust HazardPosterTasawwur TahirNo ratings yet
- 18 - The Refining Industry PDFDocument19 pages18 - The Refining Industry PDFBogdanAlinNo ratings yet
- Industrial Engeeniring DictionaryDocument42 pagesIndustrial Engeeniring DictionaryFabian Gaviria Vergara100% (1)
- Project Report On Steel Pipe PlantDocument6 pagesProject Report On Steel Pipe PlantEIRI Board of Consultants and PublishersNo ratings yet
- Scribd 2 July-Low PDFDocument136 pagesScribd 2 July-Low PDFBurcu UcaNo ratings yet
- Efficient Control of Pumps and Compressors Vorecon Variable Speed Planetary GearDocument40 pagesEfficient Control of Pumps and Compressors Vorecon Variable Speed Planetary GearMuhammad Imran100% (1)
- Plant Optimization & Performance SoftwareDocument59 pagesPlant Optimization & Performance SoftwarePatrickpong PongNo ratings yet
- HRW 20090301 Mar 2009Document68 pagesHRW 20090301 Mar 2009st_calvoNo ratings yet
- Canon's CSR Profile and ConflictsDocument11 pagesCanon's CSR Profile and ConflictsJzevonimher C. EjeraNo ratings yet
- Talesun Technology and Product Roadmap SummaryDocument49 pagesTalesun Technology and Product Roadmap SummaryMohamed SomaiNo ratings yet
- Developing Strategy For Solar Panel Package Business in KupangDocument3 pagesDeveloping Strategy For Solar Panel Package Business in KupangQuicksilver 1975No ratings yet
- 302 E. Carson Marketing FlyerDocument2 pages302 E. Carson Marketing Flyercassie_cataniaNo ratings yet
- GIM Stof Sustainability MarljlkDocument11 pagesGIM Stof Sustainability MarljlkLorenzoNo ratings yet