You might also like
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- Lamellar tearing in welded steel platesDocument6 pagesLamellar tearing in welded steel platesguru_terexNo ratings yet
- Welding Webinar - 27th JuneDocument106 pagesWelding Webinar - 27th JuneVishnu Vardhan100% (1)
- Rail WeldingDocument4 pagesRail WeldingOlga Sandoval RomeroNo ratings yet
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 pagesTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNo ratings yet
- Carbon Steel Pipes - Comparing AmericanDocument2 pagesCarbon Steel Pipes - Comparing AmericanKazi Anwarul Azim SohelNo ratings yet
- Alloy 6moDocument2 pagesAlloy 6moqshaath100% (1)
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- Astm A514 GR SDocument9 pagesAstm A514 GR SMario GaytanNo ratings yet
- Weld ImperfectionsDocument11 pagesWeld Imperfections0502raviNo ratings yet
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienNo ratings yet
- Convexity Aws PDFDocument4 pagesConvexity Aws PDFHJ SJNo ratings yet
- BPQ REV. 0 Interactive FormDocument2 pagesBPQ REV. 0 Interactive FormcosmicbunnyNo ratings yet
- Calculate Weld VolumeDocument4 pagesCalculate Weld VolumeTAUFIKNo ratings yet
- The ASME Impact Test RequirementDocument7 pagesThe ASME Impact Test Requirementrosli2503No ratings yet
- PDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-TemplateDocument1 pagePDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-Templateيوسف عادل حسانينNo ratings yet
- QC Welding Inspector Interview Questions - Wisdom Jobs India7Document1 pageQC Welding Inspector Interview Questions - Wisdom Jobs India7kokaanilkumarNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- The Heat Affected ZoneDocument24 pagesThe Heat Affected ZoneRatan PanditNo ratings yet
- Welding MCQDocument116 pagesWelding MCQRohan YaduvanshiNo ratings yet
- Defects AND DiscontinuitiesDocument39 pagesDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
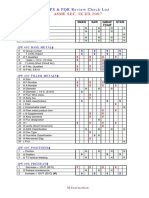
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueNo ratings yet
- SST (GMAW) Welding Process PDFDocument4 pagesSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Weld RepairsDocument40 pagesWeld Repairsவிஷ்ணு ராஜசெல்வன்No ratings yet
- Welding - Group G - Welding-02Document27 pagesWelding - Group G - Welding-02christofer kevinNo ratings yet
- WeldingDocument23 pagesWeldingBilal TayyabNo ratings yet
- Effect of Elemental Sulfur On Pitting Corrosion of SteelsDocument8 pagesEffect of Elemental Sulfur On Pitting Corrosion of SteelsGovindan KrishnamoorthybashyamNo ratings yet
- Electrodes EnglishDocument139 pagesElectrodes Englishcostelino72No ratings yet
- Contact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Document4 pagesContact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Maulik PatelNo ratings yet
- CSM-QR-02-2, Medical Gas BPS TablesDocument8 pagesCSM-QR-02-2, Medical Gas BPS TablesaadmaadmNo ratings yet
- Sample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesSample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Luis Carlos Clericci LimonNo ratings yet
- Difference Between Weld Layer Versus Bead Versus PassDocument6 pagesDifference Between Weld Layer Versus Bead Versus Passlram70No ratings yet
- Material Imperfections: CSWIP 3.1 Welding InspectionDocument12 pagesMaterial Imperfections: CSWIP 3.1 Welding InspectionLâm ThanhNo ratings yet
- CE Equations For Weldability of SteelsDocument1 pageCE Equations For Weldability of SteelsVivek Panse100% (1)
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Design of Welded Connections - AWSDocument43 pagesDesign of Welded Connections - AWSnunosobral100% (1)
- Preguntas Practicas ASME B31.3Document25 pagesPreguntas Practicas ASME B31.3Andres BermudezNo ratings yet
- ERW pipe defects and issues explainedDocument2 pagesERW pipe defects and issues explainedkaveh-bahiraee100% (1)
- Weld Joint Detail PDFDocument9 pagesWeld Joint Detail PDFKosit WongpinkaewNo ratings yet
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- Cast Carbon Steels in AWS D1.1 PDFDocument3 pagesCast Carbon Steels in AWS D1.1 PDFIndra NainggolanNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- 6 Residual Stresses and DistortionDocument15 pages6 Residual Stresses and DistortionGovindasamy CrgNo ratings yet
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014No ratings yet
- 16 0 en Wet Welding ExplainedDocument4 pages16 0 en Wet Welding ExplainedcuxuanchieuNo ratings yet
- Usability Designators FCAWDocument5 pagesUsability Designators FCAWAnonymous dh6DITNo ratings yet
- Vessels LDocument34 pagesVessels LMohammed.abudi1996No ratings yet
- ASME P NumbersDocument1 pageASME P NumbersFahri Risfa ZulfiNo ratings yet
- ITP For Drum Screen InspectionDocument1 pageITP For Drum Screen InspectionkapsarcNo ratings yet
- Creating High Quality Stick WeldsDocument2 pagesCreating High Quality Stick WeldsMaria MantillaNo ratings yet
- Aws 1208Document80 pagesAws 1208ndrarlyNo ratings yet
- Introduction To GMAWDocument63 pagesIntroduction To GMAWRumman Ul AhsanNo ratings yet
- DRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Document18 pagesDRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Osu AmpawanonNo ratings yet
- VT Test - Welding Inspection WorkbookDocument7 pagesVT Test - Welding Inspection WorkbookRoman Roa MachucaNo ratings yet
- AWS D1.1 Welding Procedure and QualificationDocument26 pagesAWS D1.1 Welding Procedure and Qualificationhggdh ndbbdNo ratings yet
- AWS D1.1 Generalized Guidelines For Structural Steel Welding InspectionDocument19 pagesAWS D1.1 Generalized Guidelines For Structural Steel Welding InspectionBoy PrayogaNo ratings yet
- AWS D1.1 Structural Steel Welding Guide Visual Inspection RequirementsDocument19 pagesAWS D1.1 Structural Steel Welding Guide Visual Inspection RequirementsBilel BechiriNo ratings yet
- Generalized Guidelines For Structural Steel Welding InspectionDocument19 pagesGeneralized Guidelines For Structural Steel Welding InspectionHariPrasath100% (1)
- Lab Requisition 1Document1 pageLab Requisition 1HariPrasathNo ratings yet
- A Handbook On MEDocument12 pagesA Handbook On MEaleyhaider100% (1)
- Select 439tiDocument1 pageSelect 439tiHariPrasathNo ratings yet
- Design Report of The Ecokart Vehicle - by Hammer Heads TeamDocument12 pagesDesign Report of The Ecokart Vehicle - by Hammer Heads TeamHariPrasath100% (3)
- Generalized Guidelines For Structural Steel Welding InspectionDocument19 pagesGeneralized Guidelines For Structural Steel Welding InspectionHariPrasath100% (1)
- Honel A SeriesDocument6 pagesHonel A SeriesAustin WilsonNo ratings yet
- 3M - VHB - Structural Glazing Tapes Technical GuideDocument32 pages3M - VHB - Structural Glazing Tapes Technical GuideMahadeva PrasadNo ratings yet
- 1.5 Reservoir Drilling FluidsDocument39 pages1.5 Reservoir Drilling FluidsThắng NguyễnNo ratings yet
- Laboratory 9 - Soil Classification Accdg To AASHTO and USCSDocument3 pagesLaboratory 9 - Soil Classification Accdg To AASHTO and USCSVincent GuiaNo ratings yet
- Industrylist KolhapurDocument154 pagesIndustrylist KolhapurYogarajaan DevarajNo ratings yet
- Defects / Imperfections in Crystalline MaterialsDocument41 pagesDefects / Imperfections in Crystalline Materialsjayant thakareNo ratings yet
- Expanded Silicone Rubber Sponge - Grades SIL10, SIL16, SIL24 & SIL33Document3 pagesExpanded Silicone Rubber Sponge - Grades SIL10, SIL16, SIL24 & SIL33ari wiliamNo ratings yet
- Astm D1287Document4 pagesAstm D1287Eduardo CarlovichNo ratings yet
- Literature Study Castings: TC-10: Sub-Study 'Non-Standard Connections'Document115 pagesLiterature Study Castings: TC-10: Sub-Study 'Non-Standard Connections'Patricia BrandNo ratings yet
- Road Project Steps and Interview QuestionsDocument54 pagesRoad Project Steps and Interview QuestionsaamirNo ratings yet
- Evalene LF20185Document2 pagesEvalene LF20185Oscar Tan IIINo ratings yet
- Vertical Drains May Not Work Alone Due To Thick Uniform Soft ClayDocument77 pagesVertical Drains May Not Work Alone Due To Thick Uniform Soft ClayChitharanjan VishnukripalNo ratings yet
- Stabilo Ink Compliance StatementDocument2 pagesStabilo Ink Compliance StatementNurul HaziqahNo ratings yet
- The Optical Properties of Magnesium Oxide ContainiDocument6 pagesThe Optical Properties of Magnesium Oxide ContainiAbdulbar kelilNo ratings yet
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Document5 pagesPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghNo ratings yet
- Asset Preservation MethodsDocument10 pagesAsset Preservation MethodsLuck Luqe67% (3)
- CombustionDocument35 pagesCombustionm_mukbel8752No ratings yet
- Physico-chemical characteristics of corrosion scales in old iron pipesDocument9 pagesPhysico-chemical characteristics of corrosion scales in old iron pipesGustavo Alejandro GonzalezNo ratings yet
- 1 CH 3Document29 pages1 CH 3mohammed yasharNo ratings yet
- Tut 9 - PH 102 - 30052023Document1 pageTut 9 - PH 102 - 30052023PS SuryaNo ratings yet
- Hapter: Occurrence of Noble GasesDocument10 pagesHapter: Occurrence of Noble GasesSandipan SahaNo ratings yet
- Pds Tial m80Document2 pagesPds Tial m80Yan FerizalNo ratings yet
- CH 13Document30 pagesCH 13Laurertan TavaresNo ratings yet
- AOCS Recommended Practice Ca 12-55 Phosphorus PDFDocument2 pagesAOCS Recommended Practice Ca 12-55 Phosphorus PDFMaximino Alvarez100% (1)
- Compact C Pump Flyer v2Document2 pagesCompact C Pump Flyer v2GonzalezElizaNo ratings yet
- Aashto M288Document29 pagesAashto M288jong_hao_su5167% (3)
- BECHEM Special Lubricants For Open Gear Drives 2015 01Document11 pagesBECHEM Special Lubricants For Open Gear Drives 2015 01satfas100% (1)
- Testing For Biological MoleculesDocument3 pagesTesting For Biological MoleculessariniNo ratings yet
- 374382Document32 pages374382RertobiNo ratings yet
- 3rd Summative TestDocument8 pages3rd Summative TestAngelica ValdezNo ratings yet