You might also like
- 554 PDFDocument10 pages554 PDFyogiforyouNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Astm A193 PDFDocument12 pagesAstm A193 PDFjoserodriguezherazoNo ratings yet
- Knife Gate Valve - AVKCMSDocument2 pagesKnife Gate Valve - AVKCMSjuantamad02No ratings yet
- Knife Gate Valve Testing ProceduresDocument2 pagesKnife Gate Valve Testing ProceduresmehtahemalNo ratings yet
- Redflex BrochureDocument24 pagesRedflex BrochuremecarrascogNo ratings yet
- Properties of Ss410Document5 pagesProperties of Ss410gregkilatonNo ratings yet
- Is-4696-1 2004Document7 pagesIs-4696-1 2004ofajNo ratings yet
- Iso Metric 32Document2 pagesIso Metric 32rahul caddNo ratings yet
- 09 GasketCharacteristicValues PDFDocument3 pages09 GasketCharacteristicValues PDFdraj1875977No ratings yet
- Kirloskar Valves Technical Specification CatalogueDocument24 pagesKirloskar Valves Technical Specification CatalogueAbhinay SuratkarNo ratings yet
- Grades of Steel ChartDocument3 pagesGrades of Steel ChartKimNo ratings yet
- En 13121-3:2008+a1:2010 (E)Document1 pageEn 13121-3:2008+a1:2010 (E)TIME STAR COMPOSITENo ratings yet
- FastenersDocument56 pagesFastenersAnonymous Dp4DdscGSNo ratings yet
- Hydratight Morgrip Swivel Ring Flyer PDFDocument2 pagesHydratight Morgrip Swivel Ring Flyer PDFSenthil KumarNo ratings yet
- Hydrogen Compressor Flange Bolts FailureDocument8 pagesHydrogen Compressor Flange Bolts FailurePablo ScottNo ratings yet
- NPT 2Document3 pagesNPT 2Mario Barbarić100% (1)
- ASTM F1545 Plastic Lined Pipe 0803Document6 pagesASTM F1545 Plastic Lined Pipe 0803JabranYounasNo ratings yet
- Thread Data ChartsDocument4 pagesThread Data Chartsrasinv100% (1)
- ST 35.8 (Germany / DIN) : Material PropertiesDocument3 pagesST 35.8 (Germany / DIN) : Material Propertiesmohammad zareiNo ratings yet
- MeasurIT Red Valve Expansion Joints J1 0802Document3 pagesMeasurIT Red Valve Expansion Joints J1 0802cwiejkowskaNo ratings yet
- Brochure For SAE J518 O-Ring Assortment KitsDocument1 pageBrochure For SAE J518 O-Ring Assortment KitsChristopher RuizNo ratings yet
- LE B-255 H4R: ClassificationDocument2 pagesLE B-255 H4R: ClassificationVivien EmeraldoNo ratings yet
- 15.2 Thread StandardsDocument3 pages15.2 Thread Standardssathish69No ratings yet
- Manufacturing Head Types for Pressure Vessels and TanksDocument6 pagesManufacturing Head Types for Pressure Vessels and TanksJohn MaldonadoNo ratings yet
- Nabakem Metal Surface Coating AgentDocument6 pagesNabakem Metal Surface Coating Agentsutrisno00No ratings yet
- ErmetoDocument14 pagesErmetoJavier VespaNo ratings yet
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDocument1 pageTable 6 1 AWS D1 1 D1 1M 2010 PDFFu AdNo ratings yet
- Muff Coupling & Split Muff CouplingDocument19 pagesMuff Coupling & Split Muff CouplingRamanathan DuraiNo ratings yet
- Material Data Sheet en Aw 6082 Almgsi1Document1 pageMaterial Data Sheet en Aw 6082 Almgsi1pankajrs.mechengineer4502No ratings yet
- OCS Prel WPS 007Document2 pagesOCS Prel WPS 007vinothNo ratings yet
- TECH-ISH-0020A - Pen-O-Trator PDFDocument2 pagesTECH-ISH-0020A - Pen-O-Trator PDFEdwin VelascoNo ratings yet
- National Pipe Thread Chart PDFDocument1 pageNational Pipe Thread Chart PDFLiu YangtzeNo ratings yet
- Bossard Taptite Self Tapping Screw CatalogueDocument10 pagesBossard Taptite Self Tapping Screw CataloguepmlmkpNo ratings yet
- Flowjet Valves Product BrochureDocument18 pagesFlowjet Valves Product BrochureUday GokhaleNo ratings yet
- Deaerators BrochureDocument4 pagesDeaerators BrochurefahimshkNo ratings yet
- ISO Metric Screw Thread StandardsDocument4 pagesISO Metric Screw Thread StandardsskluxNo ratings yet
- Cast Alloy Steel Spec Ensures WeldabilityDocument6 pagesCast Alloy Steel Spec Ensures WeldabilityarunrathikaNo ratings yet
- Machine Tool Shanks (Tapers)Document22 pagesMachine Tool Shanks (Tapers)michaelguzziNo ratings yet
- Screw Thread Calculations - Roy MechDocument6 pagesScrew Thread Calculations - Roy Mechangelo collaNo ratings yet
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Document6 pagesKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranNo ratings yet
- F 1137 - 00 - RjexmzcDocument2 pagesF 1137 - 00 - RjexmzckrutikNo ratings yet
- Importing Nozzle Loads From Autopipe Into Autopipe NozzleDocument3 pagesImporting Nozzle Loads From Autopipe Into Autopipe NozzlegchammaNo ratings yet
- PB101266 0Document10 pagesPB101266 0emilio mendez olveraNo ratings yet
- Almona PP R Catalog Full PDFDocument29 pagesAlmona PP R Catalog Full PDFFirst LastNo ratings yet
- Torque para PrisionerosDocument3 pagesTorque para PrisionerosJulian Chia100% (1)
- Low-Pressure Hoselines SN 544: Double Nipple Welding NippleDocument2 pagesLow-Pressure Hoselines SN 544: Double Nipple Welding NippleNaveen Kumar Chauhan100% (1)
- Compact Valves 2016Document32 pagesCompact Valves 2016Tuan BuivietNo ratings yet
- Corrosion Resistance TablesDocument9 pagesCorrosion Resistance TablesManoj BNo ratings yet
- PE Pipes Catalogue GuideDocument15 pagesPE Pipes Catalogue GuideFirst LastNo ratings yet
- Astm E10 2001 PDFDocument9 pagesAstm E10 2001 PDFSofiaJabadanEspulgarNo ratings yet
- New materials for sour gas drill pipeDocument2 pagesNew materials for sour gas drill pipeamigofirmNo ratings yet
- Post Weld Heat Treatment ProcedureDocument18 pagesPost Weld Heat Treatment Proceduremohd as shahiddin jafriNo ratings yet
- Flanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsDocument3 pagesFlanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsHakan ŞahinoğluNo ratings yet
- Korloy Grades and Chip BreakersDocument33 pagesKorloy Grades and Chip Breakersznovak77No ratings yet
- Screw, IsO 14583, PAN, Metric, TorxDocument1 pageScrew, IsO 14583, PAN, Metric, TorxDerekNo ratings yet
- Mds-Sparkler Filter F-304Document1 pageMds-Sparkler Filter F-304Vipul Gandhi50% (2)
- Tap N DieDocument29 pagesTap N DieMd Rasid SamsuriNo ratings yet
- TVET 1 (Info. Sheet 12)Document4 pagesTVET 1 (Info. Sheet 12)zaidoNo ratings yet
- Worksheet No 6Document2 pagesWorksheet No 6zaidoNo ratings yet
- Worksheet No7Document2 pagesWorksheet No7zaidoNo ratings yet
- Bes 60: Safety Prelim Exam Multiple Choice: Encircle The Letter That Correspond To Your AnswerDocument2 pagesBes 60: Safety Prelim Exam Multiple Choice: Encircle The Letter That Correspond To Your AnswerzaidoNo ratings yet
- Safety Action PlanDocument2 pagesSafety Action PlanzaidoNo ratings yet
- ADZBES60ADocument1 pageADZBES60AzaidoNo ratings yet
- BDRRM Plan TemplateDocument11 pagesBDRRM Plan TemplatezaidoNo ratings yet
- Safety Action Plan: Crizia Mae D. Fernandez July 6, 2018 Bsece 3 Safety ManagementDocument1 pageSafety Action Plan: Crizia Mae D. Fernandez July 6, 2018 Bsece 3 Safety ManagementzaidoNo ratings yet
- Instruction: Please Provide The ResearcheDocument4 pagesInstruction: Please Provide The ResearchezaidoNo ratings yet
- SafetyDocument64 pagesSafetyzaidoNo ratings yet
- BES 60.quiz No.2Document1 pageBES 60.quiz No.2zaidoNo ratings yet
- Bes 60: Safety Prelim Exam Multiple Choice: Encircle The Letter That Correspond To Your AnswerDocument2 pagesBes 60: Safety Prelim Exam Multiple Choice: Encircle The Letter That Correspond To Your AnswerzaidoNo ratings yet
- Introduction to Safety Management SystemDocument18 pagesIntroduction to Safety Management Systemzaido100% (1)
- In His TimeDocument2 pagesIn His TimezaidoNo ratings yet
- TVET 1 (Info. Sheet 12)Document4 pagesTVET 1 (Info. Sheet 12)zaidoNo ratings yet
- FatherDocument1 pageFatherzaidoNo ratings yet
- In Moments Like TheseDocument1 pageIn Moments Like ThesezaidoNo ratings yet
- 0 Biblical Notation and Address PDFDocument2 pages0 Biblical Notation and Address PDFzaidoNo ratings yet
- COL FormDocument7 pagesCOL FormelminvaldezNo ratings yet
- Valentine's Day TriviaDocument2 pagesValentine's Day TriviazaidoNo ratings yet
- MACHINING NC I (Superseded)Document73 pagesMACHINING NC I (Superseded)zaidoNo ratings yet
- Info No. 5 Engineering DrawingsDocument8 pagesInfo No. 5 Engineering DrawingszaidoNo ratings yet
- INLIFEDocument1 pageINLIFEzaidoNo ratings yet
- AGL Training-How To Have Good Relationship With MembersDocument1 pageAGL Training-How To Have Good Relationship With MemberszaidoNo ratings yet
- CNC Lathe Machine Operation NC IIDocument51 pagesCNC Lathe Machine Operation NC IIAnskey berthomeNo ratings yet
- Info No. 5 Engineering DrawingsDocument8 pagesInfo No. 5 Engineering DrawingszaidoNo ratings yet
- KnurlingDocument7 pagesKnurlingzaido100% (1)
- Learn Engineering Drawing FundamentalsDocument25 pagesLearn Engineering Drawing FundamentalszaidoNo ratings yet
- ENGINEERING DRAWINGS Plate 1Document13 pagesENGINEERING DRAWINGS Plate 1zaidoNo ratings yet
- 9 Days NovenaDocument3 pages9 Days NovenazaidoNo ratings yet
- Guidelines For Final DefenseDocument1 pageGuidelines For Final DefensezaidoNo ratings yet
- Sop For Fabrication of Fuel TankDocument3 pagesSop For Fabrication of Fuel TankVinod Kumar Verma75% (8)
- Assignment Report1Document20 pagesAssignment Report1Keshav GopaulNo ratings yet
- 7b Packing List-The SecondDocument3 pages7b Packing List-The Secondsagar baralNo ratings yet
- SL No Description Q T Y UnitDocument3 pagesSL No Description Q T Y UnitKHADIMHUSSAINNo ratings yet
- SAE L6, Steel Grades, Tool SteelDocument1 pageSAE L6, Steel Grades, Tool SteelMayur12345dt0% (1)
- Davco K10 Dampflex Waterproofing CompoundDocument2 pagesDavco K10 Dampflex Waterproofing CompoundVasanth KumarNo ratings yet
- Nissan NES M5083-1997 Rust Preventive Coating MaterialDocument7 pagesNissan NES M5083-1997 Rust Preventive Coating MaterialSumit SharmaNo ratings yet
- Berger: Product SpecificationsDocument2 pagesBerger: Product SpecificationsAabhas UpadhyayaNo ratings yet
- Las Smaw 9 - Q2 W3-4Document20 pagesLas Smaw 9 - Q2 W3-4Daryl TesoroNo ratings yet
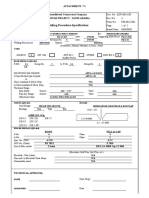
- Consolidated Contractors Welding Procedure SpecificationDocument3 pagesConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- Master Cat 09Document49 pagesMaster Cat 09avw410No ratings yet
- Etch Primer Is 5666Document3 pagesEtch Primer Is 5666Er Aftab ShaikhNo ratings yet
- WCL8 (Assembly)Document1 pageWCL8 (Assembly)Md.Bellal HossainNo ratings yet
- Alloy c22 Round BarDocument2 pagesAlloy c22 Round BarSTEEL TUBES INDIANo ratings yet
- Few Weeks After Bennie Accepted A Manufacturing Engineering Job at A Large Midwestern Machine Tool MakerDocument2 pagesFew Weeks After Bennie Accepted A Manufacturing Engineering Job at A Large Midwestern Machine Tool MakerSrikantChamarthiNo ratings yet
- Flexopad Roll: Textile IndustryDocument2 pagesFlexopad Roll: Textile IndustryDavid LopezNo ratings yet
- Primacore MW 71Document2 pagesPrimacore MW 71rjan7peNo ratings yet
- Plumbing Market SurveyDocument5 pagesPlumbing Market SurveyYashashreeNo ratings yet
- TDS 641 Pioner Topcoat Euk GBDocument4 pagesTDS 641 Pioner Topcoat Euk GBchusnadiantyNo ratings yet
- OA Cutting and WeldingDocument24 pagesOA Cutting and WeldingJames Hale0% (1)
- Wikipedia - FoundaryDocument7 pagesWikipedia - Foundaryshovit singh100% (1)
- Eclipse Magnetics Workholding BrochureDocument20 pagesEclipse Magnetics Workholding Brochurefixture DeptNo ratings yet
- Unit-4 Sheet Metal ProcessDocument39 pagesUnit-4 Sheet Metal ProcessKarthikeyan Murugananthan100% (6)
- Ecostar - Compact Aer STP Using LevaporDocument5 pagesEcostar - Compact Aer STP Using LevaporAmit ChristianNo ratings yet
- Description: The RJH-601 Series Are General Purpose HCR For Molding, Extruding and Calendering CompressionDocument1 pageDescription: The RJH-601 Series Are General Purpose HCR For Molding, Extruding and Calendering CompressionSamNo ratings yet
- AFCONA - 2501 TDS EngDocument1 pageAFCONA - 2501 TDS EngHamood AbdoNo ratings yet
- NC Block NaamsDocument46 pagesNC Block NaamseldibujanteNo ratings yet
- Wahyu Triaji Rahadianto NIM 061540411904 Dosen Pembimbing: Ahmad Zikri, S.T., M.TDocument15 pagesWahyu Triaji Rahadianto NIM 061540411904 Dosen Pembimbing: Ahmad Zikri, S.T., M.TfadilahNo ratings yet
- Essential Variables For All ProcessesDocument4 pagesEssential Variables For All ProcessesRahulNo ratings yet
- APAC - Literature - Coating - Epoxy Resin & Hardeners For Coating Selector Guide PDFDocument10 pagesAPAC - Literature - Coating - Epoxy Resin & Hardeners For Coating Selector Guide PDFraahul_nNo ratings yet