You might also like
- Driving - Decision Driving PrinciplesDocument19 pagesDriving - Decision Driving PrinciplesHarkynollar Harkyntehye100% (1)
- Walmart, Amazon, EbayDocument2 pagesWalmart, Amazon, EbayRELAKU GMAILNo ratings yet
- Connectorsubsea 20502 0210 CSS Split Sleeve Repair ClampsDocument2 pagesConnectorsubsea 20502 0210 CSS Split Sleeve Repair ClampsTTNo ratings yet
- Ultrasonic Methods API 941 Annex E Draft 3 CleanDocument5 pagesUltrasonic Methods API 941 Annex E Draft 3 CleanRupam BaruahNo ratings yet
- CHAPTER-16 Welding Consumable....Document9 pagesCHAPTER-16 Welding Consumable....shahid khanNo ratings yet
- Methodical Pointing For Work of Students On Practical EmploymentDocument32 pagesMethodical Pointing For Work of Students On Practical EmploymentVidhu YadavNo ratings yet
- Wis5 WPS 05Document22 pagesWis5 WPS 05Gibson FisherNo ratings yet
- Mehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyDocument5 pagesMehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyErickNo ratings yet
- GE Weldstar PDFDocument4 pagesGE Weldstar PDFJamesNo ratings yet
- Cswip3.2 Introduction ONLYDocument3 pagesCswip3.2 Introduction ONLYSathishkumar. KNo ratings yet
- Welding - Joint - Symbols ISO 2553Document32 pagesWelding - Joint - Symbols ISO 2553Silvio ZappinoNo ratings yet
- Cswip3.2 Content ONLYDocument3 pagesCswip3.2 Content ONLYSathishkumar. KNo ratings yet
- Answer Key For The Inspector's Calc's ExercisesDocument4 pagesAnswer Key For The Inspector's Calc's ExercisesHeartyscorpionNo ratings yet
- WI IntroductionDocument13 pagesWI IntroductionThanhdong DoNo ratings yet
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- CSWIP Day 1Document71 pagesCSWIP Day 1rarwinthNo ratings yet
- Cswip 3.2.2 Preparatory Material Yr 2020Document12 pagesCswip 3.2.2 Preparatory Material Yr 2020UmaibalanNo ratings yet
- ButtWelding Is 11790 1986Document11 pagesButtWelding Is 11790 1986kathir1965No ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Field Practice SpecificationDocument20 pagesField Practice SpecificationRichart SembiringNo ratings yet
- Portability Modularity Color Imaging Data Storage: Ultrasound, Ut Phased Array, Eddy Current, and Ec ArrayDocument14 pagesPortability Modularity Color Imaging Data Storage: Ultrasound, Ut Phased Array, Eddy Current, and Ec ArrayvrapciudorianNo ratings yet
- Radiation Guideline: Test Protocols For Parts 2-5Document43 pagesRadiation Guideline: Test Protocols For Parts 2-5Jimmy JohnNo ratings yet
- RI Appendix 1 Part 5c Radiographic Inspector 1st Edition April 2018Document12 pagesRI Appendix 1 Part 5c Radiographic Inspector 1st Edition April 2018Watsharawee LimpiputtipongNo ratings yet
- CSWIP 3.1 Training FeedbackDocument4 pagesCSWIP 3.1 Training FeedbackGlederson Luiz CostaNo ratings yet
- Cswip BrochureDocument1 pageCswip BrochureesltirchyNo ratings yet
- Multiple Choice Question Answering by Meshael SultanDocument89 pagesMultiple Choice Question Answering by Meshael SultanMeshs100% (1)
- Afternoon Quiz Set 4Document66 pagesAfternoon Quiz Set 4pchakkrapani100% (1)
- WIS10 M.TestDocument46 pagesWIS10 M.TestUmaibalan100% (1)
- Twi Hardness TestingDocument8 pagesTwi Hardness TestingchungndtNo ratings yet
- ASME P-NumbersDocument9 pagesASME P-NumbersAamer MohammedNo ratings yet
- WPS FormatDocument7 pagesWPS FormatPradip SalunkheNo ratings yet
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingDocument60 pagesInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanNo ratings yet
- Asme Section Ix-Welding - Practice Quest PDFDocument3 pagesAsme Section Ix-Welding - Practice Quest PDFRajesh KumarNo ratings yet
- CE Equations For Weldability of SteelsDocument1 pageCE Equations For Weldability of SteelsVivek Panse100% (1)
- Scanner HydroFORM - en PDFDocument2 pagesScanner HydroFORM - en PDFaldeanucuNo ratings yet
- What Is The Difference Between A Weldolet and A SockoletDocument3 pagesWhat Is The Difference Between A Weldolet and A SockoletWaqas Waqas100% (3)
- Class 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced FlangesDocument1 pageClass 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced Flanges║║ Joe Beca ║║No ratings yet
- Modul Tambahan Kualifikasi Las (KL)Document27 pagesModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- Cswip 31 Practical PDFDocument4 pagesCswip 31 Practical PDFJigar PrajapatiNo ratings yet
- Aws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFDocument1 pageAws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFrajNo ratings yet
- WI 01 - Introduction To WI ModuleDocument14 pagesWI 01 - Introduction To WI ModuledayalramNo ratings yet
- API Acceptance CriteriaDocument1 pageAPI Acceptance CriteriaravigurajapuNo ratings yet
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocument62 pagesCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23No ratings yet
- Twi Impact TestingDocument17 pagesTwi Impact TestingchungndtNo ratings yet
- CSWIP 3.1 Training Questions For Pipe Butt Weld 3Document5 pagesCSWIP 3.1 Training Questions For Pipe Butt Weld 3ahmad fikrieNo ratings yet
- ConsumablesDocument28 pagesConsumablesadeoye_okunoyeNo ratings yet
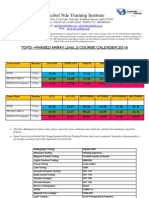
- TOFD - PA Course Schedule 2014Document1 pageTOFD - PA Course Schedule 2014Sangeeth.KpNo ratings yet
- 3.3.3-Fillet Weld Design 9th Mar 21Document40 pages3.3.3-Fillet Weld Design 9th Mar 21Vivek kmNo ratings yet
- SB410 (JIS) - Worldwide Equivalent Grades 11Document1 pageSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- Welder NIMI Q 2Document30 pagesWelder NIMI Q 2Mahesh SonarNo ratings yet
- Macro Inspection Part IIDocument16 pagesMacro Inspection Part IImohammed dallyNo ratings yet
- 003 - PTS - Pipeline Welding - Rev 0Document38 pages003 - PTS - Pipeline Welding - Rev 0Praveen KumarNo ratings yet
- Drawing B BS 499 Part. 2Document10 pagesDrawing B BS 499 Part. 2محمد اظهرNo ratings yet
- API 653 Above Ground Storage Tank InspectorDocument2 pagesAPI 653 Above Ground Storage Tank InspectorMohamed Hichem Guesmi0% (1)
- Twi Training & Certification (S.E. Asia) SDN - BHDDocument1 pageTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeNo ratings yet
- Technology: Answers Drawing CDocument6 pagesTechnology: Answers Drawing Culsan busanNo ratings yet
- Catalog Fabricante TechnipDocument9 pagesCatalog Fabricante Technipjimy GutiérrezNo ratings yet
- Module3 - Welding ProcessesDocument155 pagesModule3 - Welding ProcessesPurvesh NanavatiNo ratings yet
- The Complete Guide to Telephone Interview Questions and AnswersFrom EverandThe Complete Guide to Telephone Interview Questions and AnswersNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Petrolex Piping DetailsDocument65 pagesPetrolex Piping DetailsHarkynollar HarkyntehyeNo ratings yet
- PH - in - Ago Line BDocument61 pagesPH - in - Ago Line BHarkynollar HarkyntehyeNo ratings yet
- Loading Gantry Metering Skid Weld LogDocument92 pagesLoading Gantry Metering Skid Weld LogHarkynollar HarkyntehyeNo ratings yet
- Ph-In-Pms Line BDocument61 pagesPh-In-Pms Line BHarkynollar HarkyntehyeNo ratings yet
- Dpi Carried Out For The Month of August at Petrolex Tank FarmDocument4 pagesDpi Carried Out For The Month of August at Petrolex Tank FarmHarkynollar HarkyntehyeNo ratings yet
- Status of Ibefun Farm WeekDocument16 pagesStatus of Ibefun Farm WeekHarkynollar HarkyntehyeNo ratings yet
- Month: 16-Nov SunDocument1 pageMonth: 16-Nov SunHarkynollar HarkyntehyeNo ratings yet
- Scan 0007Document1 pageScan 0007Harkynollar HarkyntehyeNo ratings yet
- Depots Guidelines 2009Document50 pagesDepots Guidelines 2009Harkynollar HarkyntehyeNo ratings yet
- Answers Drawing B: BS 499 Part 2. Course Reference WIS 10Document10 pagesAnswers Drawing B: BS 499 Part 2. Course Reference WIS 10Harkynollar Harkyntehye100% (1)
- Monthly Timesheet FormatDocument1 pageMonthly Timesheet FormatHarkynollar HarkyntehyeNo ratings yet
- Storage Tank No.19 Foundation Settlement Data: Observation AttributesDocument3 pagesStorage Tank No.19 Foundation Settlement Data: Observation AttributesHarkynollar HarkyntehyeNo ratings yet
- Cold LapDocument19 pagesCold LapHarkynollar HarkyntehyeNo ratings yet
- ASME P Material NumbersDocument3 pagesASME P Material NumbersTeodor EzaruNo ratings yet
- Cathodic ProtectionDocument22 pagesCathodic ProtectionFakhr-e-Alam100% (1)
- Asphalt Plant Technical SpecificationsDocument5 pagesAsphalt Plant Technical SpecificationsEljoy AgsamosamNo ratings yet
- 30 Creative Activities For KidsDocument4 pages30 Creative Activities For KidsLaloGomezNo ratings yet
- Himachal Pradesh Important NumbersDocument3 pagesHimachal Pradesh Important NumbersRaghav RahinwalNo ratings yet
- General Financial RulesDocument9 pagesGeneral Financial RulesmskNo ratings yet
- Data Sheet WD Blue PC Hard DrivesDocument2 pagesData Sheet WD Blue PC Hard DrivesRodrigo TorresNo ratings yet
- MRT Mrte MRTFDocument24 pagesMRT Mrte MRTFJonathan MoraNo ratings yet
- Extent of The Use of Instructional Materials in The Effective Teaching and Learning of Home Home EconomicsDocument47 pagesExtent of The Use of Instructional Materials in The Effective Teaching and Learning of Home Home Economicschukwu solomon75% (4)
- BYJU's July PayslipDocument2 pagesBYJU's July PayslipGopi ReddyNo ratings yet
- American AccentDocument40 pagesAmerican AccentTimir Naha67% (3)
- Aircraftdesigngroup PDFDocument1 pageAircraftdesigngroup PDFsugiNo ratings yet
- Agfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Document3 pagesAgfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Youness Ben TibariNo ratings yet
- Underwater Wellhead Casing Patch: Instruction Manual 6480Document8 pagesUnderwater Wellhead Casing Patch: Instruction Manual 6480Ragui StephanosNo ratings yet
- M J 1 MergedDocument269 pagesM J 1 MergedsanyaNo ratings yet
- Resume Jameel 22Document3 pagesResume Jameel 22sandeep sandyNo ratings yet
- Lab 6 PicoblazeDocument6 pagesLab 6 PicoblazeMadalin NeaguNo ratings yet
- Dissertation On Indian Constitutional LawDocument6 pagesDissertation On Indian Constitutional LawCustomPaperWritingAnnArbor100% (1)
- Datasheet Qsfp28 PAMDocument43 pagesDatasheet Qsfp28 PAMJonny TNo ratings yet
- Assignment - 2: Fundamentals of Management Science For Built EnvironmentDocument23 pagesAssignment - 2: Fundamentals of Management Science For Built EnvironmentVarma LakkamrajuNo ratings yet
- Research Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNADocument10 pagesResearch Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNAAnonymous cgcKzFtXNo ratings yet
- Oem Functional Specifications For DVAS-2810 (810MB) 2.5-Inch Hard Disk Drive With SCSI Interface Rev. (1.0)Document43 pagesOem Functional Specifications For DVAS-2810 (810MB) 2.5-Inch Hard Disk Drive With SCSI Interface Rev. (1.0)Farhad FarajyanNo ratings yet
- Unit 2Document97 pagesUnit 2MOHAN RuttalaNo ratings yet
- Gabby Resume1Document3 pagesGabby Resume1Kidradj GeronNo ratings yet
- Electricity 10thDocument45 pagesElectricity 10thSuryank sharmaNo ratings yet
- Doas - MotorcycleDocument2 pagesDoas - MotorcycleNaojNo ratings yet
- Audit Certificate: (On Chartered Accountant Firm's Letter Head)Document3 pagesAudit Certificate: (On Chartered Accountant Firm's Letter Head)manjeet mishraNo ratings yet
- Departmental Costing and Cost Allocation: Costs-The Relationship Between Costs and The Department Being AnalyzedDocument37 pagesDepartmental Costing and Cost Allocation: Costs-The Relationship Between Costs and The Department Being AnalyzedGeorgina AlpertNo ratings yet
- DesalinationDocument4 pagesDesalinationsivasu1980aNo ratings yet
- GL 186400 Case DigestDocument2 pagesGL 186400 Case DigestRuss TuazonNo ratings yet