You might also like
- Hempadur Mastic 45880 (4588989910)Document10 pagesHempadur Mastic 45880 (4588989910)mukeshayoorNo ratings yet
- Flange Management Presentation: Safety Moment: Maersk Tyra West Disaster-Nitrogen Leak Test at AmecDocument21 pagesFlange Management Presentation: Safety Moment: Maersk Tyra West Disaster-Nitrogen Leak Test at AmecmukeshayoorNo ratings yet
- Hempadur Mastic 45880: Product CharacteristicsDocument4 pagesHempadur Mastic 45880: Product CharacteristicsLuis David Beltran BilbaoNo ratings yet
- Hempadur Mastic 45880 (9588000000)Document10 pagesHempadur Mastic 45880 (9588000000)mukeshayoorNo ratings yet
- Dimension ControlDocument45 pagesDimension ControlmukeshayoorNo ratings yet
- T-K-Y Presentation 16-12-13Document31 pagesT-K-Y Presentation 16-12-13mukeshayoor100% (1)
- Ferrite Number TestingDocument8 pagesFerrite Number Testingmckhooleetz11No ratings yet
- KNPC 10B14Document24 pagesKNPC 10B14mukeshayoorNo ratings yet
- KNPC 14a1Document31 pagesKNPC 14a1mukeshayoorNo ratings yet
- Inspection Check List PWHT-Post Weld Heat-Treatment: Inspection Process Yes No N/A CommentsDocument1 pageInspection Check List PWHT-Post Weld Heat-Treatment: Inspection Process Yes No N/A CommentsmukeshayoorNo ratings yet
- 2 PDFDocument51 pages2 PDFSalah JallaliNo ratings yet
- American Society For Nondestructive Testing, Inc. All Rights ReservedDocument6 pagesAmerican Society For Nondestructive Testing, Inc. All Rights ReservedmobtalaNo ratings yet
- Industrial Radiography Image Forming TechniquesDocument99 pagesIndustrial Radiography Image Forming TechniquesAnonymous gFcnQ4goNo ratings yet
- Training - Air Arc GougingDocument21 pagesTraining - Air Arc GougingmukeshayoorNo ratings yet
- HT QC Training Module 2Document15 pagesHT QC Training Module 2mukeshayoorNo ratings yet
- HSE Safety - ManualDocument8 pagesHSE Safety - ManualmukeshayoorNo ratings yet
- A105 02 PDFDocument5 pagesA105 02 PDFmukeshayoorNo ratings yet
- How To Make WPSDocument113 pagesHow To Make WPSSrimanta Kumar DasNo ratings yet
- Piping Training CourseDocument446 pagesPiping Training CourseAnthony Bonafide Dakush75% (4)
- Fabricators' and Erectors' Guide To Welded Steel Construction - 1999 (Structural Welding)Document58 pagesFabricators' and Erectors' Guide To Welded Steel Construction - 1999 (Structural Welding)johnknight000No ratings yet
- Physical Properties of MaterialsDocument4 pagesPhysical Properties of MaterialsmukeshayoorNo ratings yet
- A20 02 PDFDocument33 pagesA20 02 PDFmukeshayoorNo ratings yet
- Welding Inspection CSWIP GudDocument637 pagesWelding Inspection CSWIP GudAbdul Muneer A75% (4)
- 09-TIG Welding 2006Document34 pages09-TIG Welding 2006mukeshayoorNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Haidarali-MR-2011-PhD-Thesis 01 PDFDocument378 pagesHaidarali-MR-2011-PhD-Thesis 01 PDFIbrahim KhanNo ratings yet
- Camshaft Test SheetDocument4 pagesCamshaft Test SheetsughieantoNo ratings yet
- Excel 2007 Lesson 7 QuizDocument5 pagesExcel 2007 Lesson 7 Quizdeep72No ratings yet
- Lecture 2 Principle of EMRDocument33 pagesLecture 2 Principle of EMRizhar engkuNo ratings yet
- Reliability EngineeringDocument9 pagesReliability Engineeringnvaradharajan1971No ratings yet
- PDS OperatorStationDocument7 pagesPDS OperatorStationMisael Castillo CamachoNo ratings yet
- Windows Mbox Viewer User Manual 1.0.3.4Document33 pagesWindows Mbox Viewer User Manual 1.0.3.4Billy NoelNo ratings yet
- Seminar SPM Additional Mathematics 3472/2: Zuhaila Binti Mohd AliDocument52 pagesSeminar SPM Additional Mathematics 3472/2: Zuhaila Binti Mohd AliIt's nuhaNo ratings yet
- Biology - Physics Chemistry MCQS: Gyanm'S General Awareness - November 2014Document13 pagesBiology - Physics Chemistry MCQS: Gyanm'S General Awareness - November 2014santosh.manojNo ratings yet
- Module 1 Introduction To Highway and Railroad EngineeringDocument43 pagesModule 1 Introduction To Highway and Railroad EngineeringKenneth FajardoNo ratings yet
- ASP Flashcards - QuizletDocument36 pagesASP Flashcards - QuizletRehman MuzaffarNo ratings yet
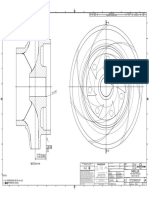
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 pageImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamNo ratings yet
- Delphi 9322a000Document5 pagesDelphi 9322a000BaytolgaNo ratings yet
- MSYS-1 0 11-ChangesDocument3 pagesMSYS-1 0 11-ChangesCyril BerthelotNo ratings yet
- Unit-I-2-Marks-With-Ans3 Hydrology1 - BY Civildatas - Blogspot.in PDFDocument4 pagesUnit-I-2-Marks-With-Ans3 Hydrology1 - BY Civildatas - Blogspot.in PDFHimanshu sharmaNo ratings yet
- Unit 10Document18 pagesUnit 10ChaithraMalluNo ratings yet
- A320 CBT Test 1 PDFDocument107 pagesA320 CBT Test 1 PDFCesarNo ratings yet
- Hot Rolled Sheet Pile SHZ Catalogue PDFDocument2 pagesHot Rolled Sheet Pile SHZ Catalogue PDFkiet eelNo ratings yet
- Geophysical Report Megnatic SurveyDocument29 pagesGeophysical Report Megnatic SurveyShahzad KhanNo ratings yet
- EET422 EMC Intro-Banana Skins 2011-2012 MSWDocument6 pagesEET422 EMC Intro-Banana Skins 2011-2012 MSWVeeradasan PerumalNo ratings yet
- F (X, Y) Sin (Xy) + X LN (Y) Find F at (0, )Document9 pagesF (X, Y) Sin (Xy) + X LN (Y) Find F at (0, )muhammad abrarNo ratings yet
- SubNetting Practice LabDocument3 pagesSubNetting Practice LabOdoch HerbertNo ratings yet
- 997-3 CIP Safety Adapter: Single Point Lesson (SPL) - Configure CIP Safety Adapter and A-B PLCDocument18 pages997-3 CIP Safety Adapter: Single Point Lesson (SPL) - Configure CIP Safety Adapter and A-B PLCTensaigaNo ratings yet
- 10th Term Exams Computer Science PaperDocument2 pages10th Term Exams Computer Science PaperMohammad Tariq JavaidNo ratings yet
- Vtol Design PDFDocument25 pagesVtol Design PDFElner CrystianNo ratings yet
- Climate Change: The Fork at The End of NowDocument28 pagesClimate Change: The Fork at The End of NowMomentum Press100% (1)
- SDH TechnologyDocument26 pagesSDH TechnologyJayesh SinghalNo ratings yet
- DS Ac0801 GBDocument20 pagesDS Ac0801 GBHossein Jalali MoghaddamNo ratings yet
- Nādatanumanisham Shankaram Namami Me Manasa ShirasaDocument12 pagesNādatanumanisham Shankaram Namami Me Manasa Shirasaveena murthyNo ratings yet
- Tutorial CorelDRAW-X8Document10 pagesTutorial CorelDRAW-X8Ajay BhargavaNo ratings yet