You might also like
- CSWIP 3.1 Question and AnswerDocument31 pagesCSWIP 3.1 Question and AnswerDevendran Marappan92% (52)
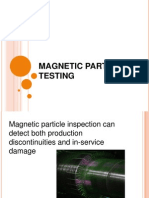
- Magnetic Particle TestingDocument34 pagesMagnetic Particle Testingmnaseemiqbal4200No ratings yet
- NDTDocument80 pagesNDTsungkang92% (12)
- Radiographic TestingDocument169 pagesRadiographic TestingMohan100% (2)
- Dye Penetrate TestDocument68 pagesDye Penetrate Testpatel ketan92% (13)
- Magnetic Particle TestingDocument28 pagesMagnetic Particle TestingVaisakVenugopal100% (9)
- PCN Ultrasonic Testing Material Level 2 MaterialDocument131 pagesPCN Ultrasonic Testing Material Level 2 Materialmohammed100% (2)
- Ultrasonic Testing Guide for Weld InspectionDocument131 pagesUltrasonic Testing Guide for Weld InspectionketasriNo ratings yet
- Real-Time Virtual Sonography (RVS)Document82 pagesReal-Time Virtual Sonography (RVS)Andrei DumitruNo ratings yet
- Master's in Radiodiagnosis Program GuideDocument149 pagesMaster's in Radiodiagnosis Program GuideAhmeid Eid0% (1)
- NDTDocument75 pagesNDTVinod Varadan SNo ratings yet
- Non Destructive TestingDocument37 pagesNon Destructive TestingDevang GandhiNo ratings yet
- Non-Destructive Testing Methods for Welding InspectorsDocument51 pagesNon-Destructive Testing Methods for Welding InspectorsmanojballaNo ratings yet
- 8 - Non Destructive TestingDocument50 pages8 - Non Destructive TestingSelva kumarNo ratings yet
- RadiographyDocument41 pagesRadiographybhavin178No ratings yet
- Inspection and Testing Welds: A Guide to Non-Destructive and Destructive Testing MethodsDocument78 pagesInspection and Testing Welds: A Guide to Non-Destructive and Destructive Testing Methodssomashutosh100% (1)
- RT TheoryDocument58 pagesRT TheoryArunNo ratings yet
- Magnetic Particle InspectionDocument10 pagesMagnetic Particle InspectionZhafri Suhaimi100% (1)
- Ultrasonic TestingDocument55 pagesUltrasonic Testingdhasdj100% (1)
- Dye Penetrant InspectionDocument5 pagesDye Penetrant InspectiontechzonesNo ratings yet
- NDT Unit 1to5Document373 pagesNDT Unit 1to5UdamanNo ratings yet
- NE 110 Liquid Penetrant Testing IntroductionDocument23 pagesNE 110 Liquid Penetrant Testing Introductionbenergy84100% (2)
- Non Destructive TestingDocument14 pagesNon Destructive Testingjbarr58No ratings yet
- Assessment Coversheet SubmissionDocument10 pagesAssessment Coversheet SubmissionAbuja sygNo ratings yet
- Intro To NDTDocument61 pagesIntro To NDTzubairsarwar912No ratings yet
- Dye Penetrating TestDocument6 pagesDye Penetrating Testabhishek chib0% (1)
- Ultrasonic Flaw Length MeasurementDocument7 pagesUltrasonic Flaw Length MeasurementAlzaki AbdullahNo ratings yet
- DefectologyDocument91 pagesDefectologySivasankaran Raju100% (6)
- NDT CourseDocument110 pagesNDT CourseAhmed Amam100% (3)
- Testing Techniques LTDocument56 pagesTesting Techniques LTMirza Safeer AhmadNo ratings yet
- 2 Visual InspectionDocument21 pages2 Visual InspectionPrashant Puri100% (2)
- Weld Testing Methods: Destructive and Non-Destructive Techniques ExplainedDocument51 pagesWeld Testing Methods: Destructive and Non-Destructive Techniques ExplainedMorg Actus100% (1)
- White Paper Phased Array Technology OlympusDocument28 pagesWhite Paper Phased Array Technology Olympusborja garcia sastreNo ratings yet
- Non Destructive TestingDocument118 pagesNon Destructive Testingandini dini100% (1)
- Asme Sec 5 TofdDocument6 pagesAsme Sec 5 TofdarsalanhaqNo ratings yet
- Ut TwiDocument99 pagesUt TwiHao TranNo ratings yet
- SafeRad PresentationDocument280 pagesSafeRad PresentationDana GuerreroNo ratings yet
- Intro To RadiographyDocument37 pagesIntro To RadiographySaleemSahabNo ratings yet
- Intro To NDTDocument43 pagesIntro To NDTfayyazdnvNo ratings yet
- 5 Non Destructive TestingDocument47 pages5 Non Destructive TestingPraviBeetlesNo ratings yet
- NDT Methods GuideDocument43 pagesNDT Methods Guidefarshid KarpasandNo ratings yet
- 3 - NONDESTRUCTIVE TESTING - 2018 - Rev. 1Document46 pages3 - NONDESTRUCTIVE TESTING - 2018 - Rev. 1khamdanNo ratings yet
- WIS5 NoneDestructiveTestingDocument45 pagesWIS5 NoneDestructiveTestingalfa_macasaetNo ratings yet
- Introduction To Non Destructive TestingDocument41 pagesIntroduction To Non Destructive Testingkmas161289% (9)
- Overview of NDTDocument49 pagesOverview of NDTroslanali@tnbNo ratings yet
- NDE TechniquesDocument25 pagesNDE TechniquesaseNo ratings yet
- Wa0000Document29 pagesWa0000মহিবুল আলম মানিকNo ratings yet
- Non-Destructive Testing (NDT) in A Nutshell: by MNV Viswanath Scientist - F Quality Assurance Nuclear Fuel ComplexDocument40 pagesNon-Destructive Testing (NDT) in A Nutshell: by MNV Viswanath Scientist - F Quality Assurance Nuclear Fuel ComplexAdhanom G.No ratings yet
- Non - Destructive TestingDocument28 pagesNon - Destructive TestingPhilip PanaNo ratings yet
- RWGWRGDocument24 pagesRWGWRGRajNo ratings yet
- RSR NDT For Ut-II 2022Document143 pagesRSR NDT For Ut-II 2022Nikhil KashyapNo ratings yet
- Non Destructive TestingDocument24 pagesNon Destructive TestingLipika GayenNo ratings yet
- NDT R1Document24 pagesNDT R1ravi00098No ratings yet
- Non Destructive TestingDocument19 pagesNon Destructive TestingMustafa YıldızNo ratings yet
- Testing MechanicalDocument42 pagesTesting MechanicalSadique ChakoleNo ratings yet
- NAME 345 Welding Technology Lecture - 13 Non-Destructive Testing (NDT)Document22 pagesNAME 345 Welding Technology Lecture - 13 Non-Destructive Testing (NDT)Bob SteinerNo ratings yet
- Non Destructive Testing (NDT) : by Mr. H.P.VaradeDocument42 pagesNon Destructive Testing (NDT) : by Mr. H.P.Varaderaj6062No ratings yet
- 15-Wis5 NDT 2006Document56 pages15-Wis5 NDT 2006LUZ MERYNo ratings yet
- Crack Monitoring TechniquesDocument34 pagesCrack Monitoring TechniquesharishankarnadarNo ratings yet
- Introduction To Non Destructive TestingDocument49 pagesIntroduction To Non Destructive TestingOcta RioNo ratings yet
- Presented byDocument50 pagesPresented byAd Man GeTigNo ratings yet
- 9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Document32 pages9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad AliNo ratings yet
- Asme Section Ix Practice QuestionsDocument12 pagesAsme Section Ix Practice QuestionsAnonymous 2zpiaauYat50% (6)
- API 510 Sample QuestionsDocument10 pagesAPI 510 Sample Questionsbichibtech1No ratings yet
- 01 Radiographic Testing Procedure - Sept 2016Document48 pages01 Radiographic Testing Procedure - Sept 2016Jawed AkhterNo ratings yet
- Api 653 Points To Recall PDFDocument20 pagesApi 653 Points To Recall PDFJawed AkhterNo ratings yet
- 16 Welding ConsumablesDocument63 pages16 Welding ConsumablesJawed AkhterNo ratings yet
- MLN 01 PDFDocument6 pagesMLN 01 PDFadityacareNo ratings yet
- CSWIP 3.1-2010 The Welding Inspection of SteelDocument317 pagesCSWIP 3.1-2010 The Welding Inspection of Steelapply19842371100% (1)
- Apunte Muy Bueno Sobre Dislocaciones y Mecanismos para Aumentar La Resistencia de MaterialesDocument15 pagesApunte Muy Bueno Sobre Dislocaciones y Mecanismos para Aumentar La Resistencia de Materialesspc_2278942No ratings yet
- Welding Inspector: Weld SymbolsDocument53 pagesWelding Inspector: Weld SymbolsJawed AkhterNo ratings yet
- 17 Weldability of SteelsDocument40 pages17 Weldability of SteelsJawed Akhter100% (1)
- API CoursesDocument14 pagesAPI CoursesOmar Alkubaici100% (2)
- 2 Terms and Definitions SectionDocument12 pages2 Terms and Definitions SectionJawed AkhterNo ratings yet
- 16 Welding ConsumablesDocument63 pages16 Welding ConsumablesJawed AkhterNo ratings yet
- 2 Terms and Definitions SectionDocument12 pages2 Terms and Definitions SectionJawed AkhterNo ratings yet
- Study Sheets Based On API 653 Exam InformationDocument7 pagesStudy Sheets Based On API 653 Exam InformationDevin Hardy100% (1)
- Irodov. Basic Laws of ElectromagnetismDocument316 pagesIrodov. Basic Laws of ElectromagnetismDiego AntonioNo ratings yet
- ASME Pressure VesselsDocument41 pagesASME Pressure VesselsJawed Akhter100% (1)
- API CoursesDocument14 pagesAPI CoursesOmar Alkubaici100% (2)
- Calibration (Hydrotest Equipmt)Document2 pagesCalibration (Hydrotest Equipmt)Jawed AkhterNo ratings yet
- API 653 Daily Exam 1Document45 pagesAPI 653 Daily Exam 1Dinesh Subasinghe100% (1)
- Lesson 03 UG98 - New2 MAWPDocument6 pagesLesson 03 UG98 - New2 MAWPVinoth Kumar SubramaniNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- CSWIP Day 1Document71 pagesCSWIP Day 1Les D ChavezNo ratings yet
- Weld Discontinuity Evaluation GuideDocument20 pagesWeld Discontinuity Evaluation GuideJawed AkhterNo ratings yet
- Piping GuideDocument19 pagesPiping GuideJawed AkhterNo ratings yet
- TIPS FOR MECHANICAL ENGINEERS IN PIPING DESIGNDocument5 pagesTIPS FOR MECHANICAL ENGINEERS IN PIPING DESIGNJawed AkhterNo ratings yet
- 17.weldability - McqsDocument5 pages17.weldability - McqsJawed AkhterNo ratings yet
- Buerger's DiseaseDocument4 pagesBuerger's DiseaseCharles Avevrahamme M. AmlogNo ratings yet
- BmischemeDocument9 pagesBmischemekalpana mamillapalliNo ratings yet
- BMEG 4330: Uses of Sound and Light Waves in MedicineDocument86 pagesBMEG 4330: Uses of Sound and Light Waves in MedicinepurplefokNo ratings yet
- Application of Ultrasound Technology in Beef Cattle Carcass Research and Management: Frequently Asked QuestionsDocument3 pagesApplication of Ultrasound Technology in Beef Cattle Carcass Research and Management: Frequently Asked QuestionsMohammad ArhamNo ratings yet
- IntenseDocument69 pagesIntenseveselieNo ratings yet
- Synthetic Aperture Focussing Technique For Testing The Defects in Concrete Using LS DynaDocument27 pagesSynthetic Aperture Focussing Technique For Testing The Defects in Concrete Using LS DynaAnishu RahmanNo ratings yet
- Group 2: Patient Admission & Present Perfect TenseDocument52 pagesGroup 2: Patient Admission & Present Perfect TenseDwi Dian NitamiNo ratings yet
- 216 FTPDocument8 pages216 FTPapi-289577018No ratings yet
- Angle of Progression Measurements of Fetal Head at Term, A Systematic Comparison Between Open Magnetic Resonance Imaging and Transperineal UltrasoundDocument5 pagesAngle of Progression Measurements of Fetal Head at Term, A Systematic Comparison Between Open Magnetic Resonance Imaging and Transperineal UltrasoundNella SolanoNo ratings yet
- Medical Imaging Techniques and MethodsDocument62 pagesMedical Imaging Techniques and MethodsAli Aborges Jr.No ratings yet
- Mammograms and Other Breast Imaging Procedures: What Is A Mammogram?Document25 pagesMammograms and Other Breast Imaging Procedures: What Is A Mammogram?Marina StosicNo ratings yet
- Ge Vivid T8 BT14Document10 pagesGe Vivid T8 BT14bashir01940% (5)
- Breast Cancer - What Is It - Cancer Backup-UrduDocument20 pagesBreast Cancer - What Is It - Cancer Backup-Urduapi-26176346100% (4)
- Atlas of Abdominal Ultrasound Images PDFDocument98 pagesAtlas of Abdominal Ultrasound Images PDFBogdan Marius100% (2)
- Focus On Your Needs: Ultrasound SystemDocument6 pagesFocus On Your Needs: Ultrasound SystemjorgeNo ratings yet
- SonoBook 8-9 User Manual V1.0-20170429Document236 pagesSonoBook 8-9 User Manual V1.0-20170429Luis Macías Borges100% (1)
- List of CGHS Empanelled Private Hospitals in Bengaluru approved for Medical Treatment to Central Government Employees and PensionersDocument15 pagesList of CGHS Empanelled Private Hospitals in Bengaluru approved for Medical Treatment to Central Government Employees and PensionersShashikumarNo ratings yet
- DC-60 - CE - Operator Manual (Acoustic Power Data and Surface Temperature Data) - V6.0 - ENDocument123 pagesDC-60 - CE - Operator Manual (Acoustic Power Data and Surface Temperature Data) - V6.0 - ENTulu TvNo ratings yet
- Acuson Aspen - Service ManualDocument230 pagesAcuson Aspen - Service Manualalex090780% (10)
- Ultrasonography Machine: SR - No Topic Name Page NoDocument30 pagesUltrasonography Machine: SR - No Topic Name Page NoLakhan YogiNo ratings yet
- CIVA NDT SoftwareDocument8 pagesCIVA NDT SoftwareBala KrishnanNo ratings yet
- SONOACE9900Document2 pagesSONOACE9900Maged BedeawyNo ratings yet
- Ultrasound TechnicianDocument2 pagesUltrasound Technicianapi-76827299No ratings yet
- Scarlata 2019Document19 pagesScarlata 2019Daniel PredaNo ratings yet
- Discussion Starters: Ultrasound ScreeningsDocument3 pagesDiscussion Starters: Ultrasound Screeningssparkling9No ratings yet
- INtrafollicular Componentes Mare Ginther 2017Document18 pagesINtrafollicular Componentes Mare Ginther 2017Rosa AmigoNo ratings yet
- Ensuring Zonal Isolation Beyond The Life of The Well: Oilfield Review March 2008Document15 pagesEnsuring Zonal Isolation Beyond The Life of The Well: Oilfield Review March 2008WoW ContentNo ratings yet
- Full Download Test Bank For Essentials of Sonography and Patient Care 2nd Edition Craig PDF Full ChapterDocument36 pagesFull Download Test Bank For Essentials of Sonography and Patient Care 2nd Edition Craig PDF Full Chapteranalcitedonary46f2d100% (15)