You might also like
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- B - Boehler FOX SPE - Se - en - 5Document1 pageB - Boehler FOX SPE - Se - en - 5panait trofinNo ratings yet
- Overcord R12: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageOvercord R12: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- Tenax 35S (E 42 5 B 32 H5)Document1 pageTenax 35S (E 42 5 B 32 H5)brunizzaNo ratings yet
- R.C.C. Slab Design: Job No.:-5444 Floor Level: - 1st FLOORDocument2 pagesR.C.C. Slab Design: Job No.:-5444 Floor Level: - 1st FLOORVikram GaikwadNo ratings yet
- Ama 23ak - enDocument1 pageAma 23ak - enmohamed AdelNo ratings yet
- Butterfly Valve DatasheetDocument2 pagesButterfly Valve DatasheetKanthan DevanNo ratings yet
- WeldingDocument1 pageWeldingNNo ratings yet
- GAER Double Disc Check Valve EngDocument2 pagesGAER Double Disc Check Valve EngCarlos Rovello GandoNo ratings yet
- Allowable StressDocument3 pagesAllowable StressYuliana SyNo ratings yet
- 2wt Arita Ci Bfly VLV Uni Flanged MalaysiaDocument2 pages2wt Arita Ci Bfly VLV Uni Flanged MalaysiaannaomarNo ratings yet
- Hardness Conversion Table - EDocument1 pageHardness Conversion Table - EsachinumaryeNo ratings yet
- CIBSE Pipe Sizing V2.2Document9 pagesCIBSE Pipe Sizing V2.2Mohamed AdelNo ratings yet
- PESMAWDocument74 pagesPESMAWsajal agarwalNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- Semi-Lugged Gearbox Operated Butterfly Valves PN16Document1 pageSemi-Lugged Gearbox Operated Butterfly Valves PN16RonaldNo ratings yet
- Acoples Lovejoy CS-LS (Jaw)Document1 pageAcoples Lovejoy CS-LS (Jaw)marcelo castilloNo ratings yet
- B Boehler FOX EV 50-A Se en 5Document1 pageB Boehler FOX EV 50-A Se en 5Sun SunNo ratings yet
- Technical Data Sheet Product CatalogueDocument16 pagesTechnical Data Sheet Product CatalogueKamalNo ratings yet
- CIBSE Pipe Sizing V2.2Document9 pagesCIBSE Pipe Sizing V2.2Sarmad ShahNo ratings yet
- Katalog Komposisi Lengkap New VersionDocument8 pagesKatalog Komposisi Lengkap New VersionSontani PurnamaNo ratings yet
- Datasheet Sandvik 2re69 enDocument9 pagesDatasheet Sandvik 2re69 enMuzammilNo ratings yet
- Böhler Fox Eti: Rutile Stick Electrode, UnalloyedDocument1 pageBöhler Fox Eti: Rutile Stick Electrode, UnalloyedMiroslav MiladinovićNo ratings yet
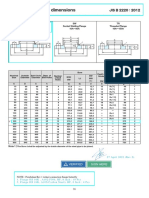
- FLANGE JIS 16K SS304 & CS Rev 2Document2 pagesFLANGE JIS 16K SS304 & CS Rev 2Hendrias ari sujarwoNo ratings yet
- Double ISA B-B Equal AngleDocument18 pagesDouble ISA B-B Equal AngleKasiNo ratings yet
- 01f Hyundai Supercored 71H Data Sheet 2022Document2 pages01f Hyundai Supercored 71H Data Sheet 2022DHANEESH VELLILAPULLINo ratings yet
- CI Wafer Check Valve IkonoDocument1 pageCI Wafer Check Valve IkonoĐdt BìnhNo ratings yet
- Applications: TYPE: BasicDocument1 pageApplications: TYPE: BasicTran van VuongNo ratings yet
- Iron Special Iron Material Spec Finecast Foundry 28.8.20Document4 pagesIron Special Iron Material Spec Finecast Foundry 28.8.20Lê ChiếnNo ratings yet
- ANSI B16.5 Slip-On, Raised Face Flanges - Class 150 or 300: Configuration Sheet Model Precision Tube SeriesDocument2 pagesANSI B16.5 Slip-On, Raised Face Flanges - Class 150 or 300: Configuration Sheet Model Precision Tube SeriesEdisonCorderoNo ratings yet
- Flexal 80Document1 pageFlexal 80joseNo ratings yet
- V-Cone Ficha TécnicaDocument2 pagesV-Cone Ficha TécnicaIrving Uc Fernandez100% (1)
- Pre-Load Bolt Assemblies BS EN 14399 - 4Document4 pagesPre-Load Bolt Assemblies BS EN 14399 - 4vpjagannaathNo ratings yet
- Tenacito 70Document1 pageTenacito 70Luis Angel Unocc FernandezNo ratings yet
- Product Data Sheet: Afrox 7018-1Document2 pagesProduct Data Sheet: Afrox 7018-1Gervasio AndradeNo ratings yet
- Us SBS2V PS 001 - 0914Document4 pagesUs SBS2V PS 001 - 0914Matko ŽajaNo ratings yet
- Resistors PDFDocument1 pageResistors PDFwillian GaldinoNo ratings yet
- Butterfly Valve B7GDocument3 pagesButterfly Valve B7GJorgeCabreraCoronelNo ratings yet
- V: 3.3 - 200 Volts P: 1.5 Watts: Silicon Zener DiodesDocument4 pagesV: 3.3 - 200 Volts P: 1.5 Watts: Silicon Zener DiodesFazar AhmadNo ratings yet
- 20 - Technical Data & FormulationsDocument11 pages20 - Technical Data & FormulationsSnzy DelNo ratings yet
- Vulcan Industrial Engineering Co. Pvt. LTDDocument3 pagesVulcan Industrial Engineering Co. Pvt. LTDk koradiaNo ratings yet
- Flexible Connection Stainless Steel Series - 401 - 402Document1 pageFlexible Connection Stainless Steel Series - 401 - 402cmpuckNo ratings yet
- SAMPAG ANCHOR CHANELS CatalogueNo.8 PDFDocument40 pagesSAMPAG ANCHOR CHANELS CatalogueNo.8 PDFKemo TufoNo ratings yet
- DokumentacjaDocument6 pagesDokumentacjaPiotr SzaryNo ratings yet
- L1 34454 en B Boehler Aws E6013 Se en v1Document1 pageL1 34454 en B Boehler Aws E6013 Se en v1brayanNo ratings yet
- Böhler Fox Ohv: Rutile-Cellulosic Stick Electrode, UnalloyedDocument1 pageBöhler Fox Ohv: Rutile-Cellulosic Stick Electrode, UnalloyedMiroslav MiladinovićNo ratings yet
- En 10241 FittingsDocument6 pagesEn 10241 FittingsDhavalNo ratings yet
- Carbon Hollow Bar ST 52Document2 pagesCarbon Hollow Bar ST 52JeganeswaranNo ratings yet
- CIBSE Pipe Sizing V2.2Document9 pagesCIBSE Pipe Sizing V2.2mohamed adelNo ratings yet
- KS Jis (Ok)Document26 pagesKS Jis (Ok)Tran Anh TuanNo ratings yet
- Installation Instructions Input/Output Chokes (FSD To FSF)Document2 pagesInstallation Instructions Input/Output Chokes (FSD To FSF)Uno MariconNo ratings yet
- PDF NT75 ForwardRelaysDocument2 pagesPDF NT75 ForwardRelaysАлексей КращенкоNo ratings yet
- 02112015000000B - Boehler FOX EV 70 - CeDocument1 page02112015000000B - Boehler FOX EV 70 - CeOPAZOSCNo ratings yet
- FT Sifer 950iDocument2 pagesFT Sifer 950iAshik M RasheedNo ratings yet
- Gate Cast Iron Astm A126 Class 125 Rs Os&Y: Pressure Temperature RatingsDocument2 pagesGate Cast Iron Astm A126 Class 125 Rs Os&Y: Pressure Temperature Ratingsalexis velarde suarezNo ratings yet
- Sus904l 158Document1 pageSus904l 158rinthusNo ratings yet
- CIBSE Pipe Sizing V2Document13 pagesCIBSE Pipe Sizing V2Sameer UddinNo ratings yet
- Supercito (E 42 5 B 32 h5)Document1 pageSupercito (E 42 5 B 32 h5)brunizzaNo ratings yet
- 055 PDFDocument1 page055 PDFantonio111aNo ratings yet
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Document5 pagesPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghNo ratings yet
- Aws Book, Q & ADocument377 pagesAws Book, Q & AHarshitkumarNo ratings yet
- AWS RP D10.10 Recommended Practices For Local Heating of WelDocument107 pagesAWS RP D10.10 Recommended Practices For Local Heating of WelHarshitkumar80% (5)
- Assignment No 3Document4 pagesAssignment No 3HarshitkumarNo ratings yet
- Q & A During L&T VisitDocument4 pagesQ & A During L&T VisitHarshitkumarNo ratings yet
- Assignment No 2Document1 pageAssignment No 2HarshitkumarNo ratings yet
- Assignment No 1Document2 pagesAssignment No 1HarshitkumarNo ratings yet
- Assignment No 2Document1 pageAssignment No 2HarshitkumarNo ratings yet
- 1) Explain All Following Symbols and Their Meaning. (For More Information See Drawing Attached To Assignment.)Document5 pages1) Explain All Following Symbols and Their Meaning. (For More Information See Drawing Attached To Assignment.)HarshitkumarNo ratings yet
- NWS 2016 PaperDocument7 pagesNWS 2016 PaperHarshitkumarNo ratings yet
- Ammonia Flooded EvaporatorDocument3 pagesAmmonia Flooded Evaporatorreclatis14100% (1)
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument5 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakinghafizNo ratings yet
- t8001 Thermostat HoneywellDocument6 pagest8001 Thermostat HoneywellnitguptaNo ratings yet
- 0354-98361800278F Dolomite Sintering in Shaft Kiln PDFDocument13 pages0354-98361800278F Dolomite Sintering in Shaft Kiln PDFtaghdirimNo ratings yet
- GOST R 52029-2003 Water. Unit of HardnessDocument4 pagesGOST R 52029-2003 Water. Unit of HardnessOMER EKERNo ratings yet
- Zinc Oxide Powder & DispersionDocument5 pagesZinc Oxide Powder & DispersionAfdilah IrawatiNo ratings yet
- 2006 - Solar-Driven Refrigeration Systems With Focus On The Ejector CycleDocument286 pages2006 - Solar-Driven Refrigeration Systems With Focus On The Ejector CycleFernandoMartínIranzoNo ratings yet
- Appleton Sellos VerticalesDocument2 pagesAppleton Sellos VerticalesArq. Giovanni LopezNo ratings yet
- Heat Gain Due To InfiltrationDocument18 pagesHeat Gain Due To InfiltrationNg Swee Loong Steven100% (2)
- PH CT 500 Product SheetDocument1 pagePH CT 500 Product SheetJose Manuel MartinezNo ratings yet
- DielectricResonatortype A4Document2 pagesDielectricResonatortype A4denivaldo2009No ratings yet
- Dazio Beyer Bachmann - 2009 PDFDocument16 pagesDazio Beyer Bachmann - 2009 PDFErick LópezNo ratings yet
- Uses of The Elements and Compounds in Our Daily LifeDocument4 pagesUses of The Elements and Compounds in Our Daily LifeTaibah Nurwahidah Mohamad89% (9)
- Product Industry Consumer Analysis - Steel: Suman Sourabh, Sudipto Sen Gupta, Goutham KrishnamurthyDocument28 pagesProduct Industry Consumer Analysis - Steel: Suman Sourabh, Sudipto Sen Gupta, Goutham KrishnamurthyGouthamKrishnamurthy100% (1)
- PDF 23370 Audi 3.0T Magnetic Supercharger Drain Plug InstallationDocument41 pagesPDF 23370 Audi 3.0T Magnetic Supercharger Drain Plug InstallationsnsergiuNo ratings yet
- Valtek VL-HC Spring Cylinder Linear Actuators: General Information UnpackingDocument8 pagesValtek VL-HC Spring Cylinder Linear Actuators: General Information UnpackingXimi Mena XiNo ratings yet
- 722 6 VacTestLocationsDocument4 pages722 6 VacTestLocationsUrszula WalczewskaNo ratings yet
- Biodegradable and Non Bio-Degradable SubstancesDocument12 pagesBiodegradable and Non Bio-Degradable SubstancessdfkjklsdfNo ratings yet
- Honeywell Sensing Px3 SeriesDocument7 pagesHoneywell Sensing Px3 SeriesNicolas SirtakysNo ratings yet
- Buna EP LanxessDocument51 pagesBuna EP LanxessANHVUDRCNo ratings yet
- C POL Resin PropertiesDocument2 pagesC POL Resin PropertiesSAURABH MODINo ratings yet
- Aplikasi Teknologi Pengolahan Air Asin Desa Tarupa Kecamatan Taka Bonerate Kabupaten SelayarDocument15 pagesAplikasi Teknologi Pengolahan Air Asin Desa Tarupa Kecamatan Taka Bonerate Kabupaten SelayarChrist ManapaNo ratings yet
- 303-W1-Rb-0632-1-Rdl-Num Det of Sup STR PDFDocument1 page303-W1-Rb-0632-1-Rdl-Num Det of Sup STR PDFJkkhyhNo ratings yet
- GinningDocument31 pagesGinningSivakumar K100% (3)
- Jaw Crusher: Group A3Document20 pagesJaw Crusher: Group A3fyza8790No ratings yet
- 6 Big Losses in Manufacturing-2Document3 pages6 Big Losses in Manufacturing-2izzudinrozNo ratings yet
- Flare SystemDocument29 pagesFlare SystemLuis EnriqueNo ratings yet
- Oil Well CementingDocument20 pagesOil Well CementingDozie Kesieme100% (7)
- Automotive Connectors: BAB Connector SISC ConnectorDocument13 pagesAutomotive Connectors: BAB Connector SISC ConnectorPrabhansh PandeyNo ratings yet
- Dream Residences - Water Supply & Fire Protection BOMDocument1 pageDream Residences - Water Supply & Fire Protection BOMPatrick LlenaresNo ratings yet