You might also like
- Xometry Sheet Metal Design Guide 2020Document22 pagesXometry Sheet Metal Design Guide 2020itsme5616No ratings yet
- MBA USA 2014 CatalogDocument80 pagesMBA USA 2014 Catalogvarm1ntNo ratings yet
- U-2 Sheet Metal OperationsDocument72 pagesU-2 Sheet Metal Operationsapi-271354682No ratings yet
- CQE Practice ExamDocument35 pagesCQE Practice ExamgogasinghNo ratings yet
- Supplier APQP Process Training (In-Depth)Document142 pagesSupplier APQP Process Training (In-Depth)A MNo ratings yet
- Root Cause Analysis - ShaininapproachDocument6 pagesRoot Cause Analysis - ShaininapproachRaghavendra KalyanNo ratings yet
- U 4 P 1 MetalformingprocessesDocument82 pagesU 4 P 1 MetalformingprocessesAbhinandan ChatterjeeNo ratings yet
- Case Interview Guide PDFDocument13 pagesCase Interview Guide PDFGrand OverallNo ratings yet
- Die Maintenance Handbook (2001) PDFDocument426 pagesDie Maintenance Handbook (2001) PDFFachri Bachtiar0% (1)
- Machining of MetalsDocument23 pagesMachining of MetalsFiq IskandarNo ratings yet
- Technology Ii: Industrial EngineeringDocument23 pagesTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosNo ratings yet
- Cqe Sampl ExamDocument11 pagesCqe Sampl ExamRaghavendra Kalyan100% (1)
- 13 - Tool and Die Design For Deeping Drawing AHSSDocument39 pages13 - Tool and Die Design For Deeping Drawing AHSSEdward Elric2No ratings yet
- Sheet MetalDocument6 pagesSheet MetalDeepak RainaNo ratings yet
- Design and fabrication of groove press toolDocument47 pagesDesign and fabrication of groove press toolBharathi ChegueweraNo ratings yet
- Manufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal ProcessDocument51 pagesManufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal Processabhinav_bitspilani8991No ratings yet
- AMNC Feasibility Report Feature GuideDocument8 pagesAMNC Feasibility Report Feature GuidexuantienhtNo ratings yet
- Chapter 21-Theory of Metal MachiningDocument50 pagesChapter 21-Theory of Metal MachiningFaizanNo ratings yet
- ASTM A792-10 Specification GalvalumeDocument6 pagesASTM A792-10 Specification GalvalumeSaurabh Gupta0% (1)
- 3rd Edition Anthony J. Wheeler Ahmad R.Document58 pages3rd Edition Anthony J. Wheeler Ahmad R.Ahmad IkhwanNo ratings yet
- DryijftjvDocument35 pagesDryijftjv047 Karunakaran MNo ratings yet
- M3_Mfg Science and Tooling_Theory of Metal Cutting-4Document172 pagesM3_Mfg Science and Tooling_Theory of Metal Cutting-4Grishma BalgiNo ratings yet
- ForgingDocument37 pagesForgingchris mushunjeNo ratings yet
- 171226-An Overview of Forging Processes With Their DefectsDocument8 pages171226-An Overview of Forging Processes With Their DefectsNguyen Hoang DungNo ratings yet
- Machining Lecture 1Document25 pagesMachining Lecture 1ShambhavamNo ratings yet
- 09 Economic & Product Design Considerations in MachiningDocument38 pages09 Economic & Product Design Considerations in Machiningsakali aliNo ratings yet
- Fundamentals of Material Removal ProcessesDocument48 pagesFundamentals of Material Removal ProcessesJeff HardyNo ratings yet
- Chapter 24-Economic and Product Design ConsiderationsDocument39 pagesChapter 24-Economic and Product Design Considerationsdrbasit93No ratings yet
- Lecture 8 Slides and Notes (554 KB)Document46 pagesLecture 8 Slides and Notes (554 KB)Nativity MabasaNo ratings yet
- Material Removal - Processes - Theory - of Metal MachiningDocument25 pagesMaterial Removal - Processes - Theory - of Metal Machiningkurniashk13No ratings yet
- Fundamentals of Metal Cutting and Theory of MachiningDocument20 pagesFundamentals of Metal Cutting and Theory of MachiningSalman AhmedNo ratings yet
- Machining Operations GuideDocument51 pagesMachining Operations GuideRajesh ShahNo ratings yet
- Report3 MjsDocument23 pagesReport3 Mjss sNo ratings yet
- Cold Forging Process TutorialDocument28 pagesCold Forging Process TutorialpanyamnrNo ratings yet
- CH-1 MachiningDocument29 pagesCH-1 MachiningAbreham DerejeNo ratings yet
- Advance Manufacturing System: Instructor: Abuzar JamilDocument29 pagesAdvance Manufacturing System: Instructor: Abuzar JamilMech ENo ratings yet
- Standardization of The Metal Forming Process.: 1.1 TerminologyDocument9 pagesStandardization of The Metal Forming Process.: 1.1 TerminologyTharanga Devinda JayathungaNo ratings yet
- Experimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyDocument6 pagesExperimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyEditor IJTSRDNo ratings yet
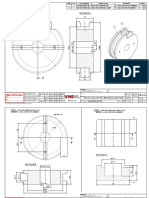
- D&F of Ball Turning Tool PostDocument8 pagesD&F of Ball Turning Tool PostThomas koilrajNo ratings yet
- Spring2022_PRE5322_Topic5_FramesDocument19 pagesSpring2022_PRE5322_Topic5_Framesmohammed hamdyNo ratings yet
- Machining ProcessesDocument42 pagesMachining ProcessesMr makladNo ratings yet
- EN1101 Manufacturing & Machining IntroductionDocument7 pagesEN1101 Manufacturing & Machining IntroductionIdaam Abdulla SaaidNo ratings yet
- Manufacturing Technology-IIDocument218 pagesManufacturing Technology-IISabari PtsNo ratings yet
- Economic and Product Design Considerations in Machiningchapter 24Document38 pagesEconomic and Product Design Considerations in Machiningchapter 24احمد عمر حديدNo ratings yet
- Effect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8Document5 pagesEffect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8PranowoNo ratings yet
- PDM Chap5 MachiningDocument67 pagesPDM Chap5 MachiningNABIL HUSSAINNo ratings yet
- Production TechnologyDocument22 pagesProduction TechnologyOmar AlyNo ratings yet
- Optimum Spray Cooling in Continuous Slab CastingDocument5 pagesOptimum Spray Cooling in Continuous Slab CastingKiatkajohn WorapradyaNo ratings yet
- Manufacturing Engineering Fundamentals of MachiningDocument55 pagesManufacturing Engineering Fundamentals of MachiningLoo Tong ShianNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- The Structure and Design of Press DiesDocument35 pagesThe Structure and Design of Press DiesAjmal MohammedNo ratings yet
- Case StudyDocument8 pagesCase StudyAmit SinghNo ratings yet
- Project Chế tạo máyDocument23 pagesProject Chế tạo máyHoàng NguyễnNo ratings yet
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Optimization of Machiining Parameters in Turning Operation of Aluminium Alloy For Surface TemperatureDocument6 pagesOptimization of Machiining Parameters in Turning Operation of Aluminium Alloy For Surface TemperatureEditor IJTSRDNo ratings yet
- Lecture 2-2021Document21 pagesLecture 2-2021zwananisamkeloNo ratings yet
- Scribd: BrowseDocument41 pagesScribd: Browsemudassar aliNo ratings yet
- Machining of MetalsDocument22 pagesMachining of MetalsFiq IskandarNo ratings yet
- Theory of Metal Cutting ProcessesDocument46 pagesTheory of Metal Cutting ProcessesRaju MathewNo ratings yet
- Major Project PPT 8th SemDocument22 pagesMajor Project PPT 8th SemNingSeng SingphoNo ratings yet
- Vatsalkumar Explanatory Note123Document17 pagesVatsalkumar Explanatory Note123vikram sethupathiNo ratings yet
- 1 PDFDocument11 pages1 PDFmahendraNo ratings yet
- Theory of Metal CuttingDocument162 pagesTheory of Metal CuttingShrikrushna MaliNo ratings yet
- 02-Klasifikasi Mesin PerkakasDocument39 pages02-Klasifikasi Mesin PerkakasfebriNo ratings yet
- MET 203 Manufacturing Processes IDocument27 pagesMET 203 Manufacturing Processes IAnilNo ratings yet
- Hard Machining GuideDocument51 pagesHard Machining GuideMuthu KumarNo ratings yet
- Irjet V6i835Document6 pagesIrjet V6i835Rahul KumarNo ratings yet
- Cmti 1228918957257618 1Document32 pagesCmti 1228918957257618 1Nhan LeNo ratings yet
- Problem Identification: 4.1 ObjectiveDocument1 pageProblem Identification: 4.1 ObjectivesurjitNo ratings yet
- Numerical Analysis On Centrifugal Casting ProcessDocument18 pagesNumerical Analysis On Centrifugal Casting ProcessnisargNo ratings yet
- Metal Removal ProcessesDocument45 pagesMetal Removal ProcessesWilliam Salazar100% (1)
- ME Test 2 ConvDocument7 pagesME Test 2 ConvrajivkumarbalagaNo ratings yet
- Agile Software DevelopmentDocument15 pagesAgile Software DevelopmentrhvenkatNo ratings yet
- Quality Systems Engineer: DescriptionDocument3 pagesQuality Systems Engineer: DescriptionRaghavendra KalyanNo ratings yet
- Senior Manufacturing Engineer-RivianDocument2 pagesSenior Manufacturing Engineer-RivianRaghavendra KalyanNo ratings yet
- IME 481 - Achieving The Future State The Future StateDocument8 pagesIME 481 - Achieving The Future State The Future StateRaghavendra KalyanNo ratings yet
- Black Friday - 2020Document346 pagesBlack Friday - 2020Raghavendra KalyanNo ratings yet
- Mechanical Tolerance Stackup and Analysis - Muya PDFDocument230 pagesMechanical Tolerance Stackup and Analysis - Muya PDFcalidad_bogota100% (3)
- GD&T Reference ChartDocument1 pageGD&T Reference ChartChinna ThiruNo ratings yet
- Geometric Dimensioning and TolerancingDocument21 pagesGeometric Dimensioning and TolerancingRaghavendra KalyanNo ratings yet
- The Case InterviewDocument29 pagesThe Case InterviewRaghavendra KalyanNo ratings yet
- Iv Year Ii Sem. R07Document6 pagesIv Year Ii Sem. R07Shree KrishnaNo ratings yet
- 07a80304 TribologyDocument5 pages07a80304 TribologyRaghavendra KalyanNo ratings yet
- SoalDocument37 pagesSoalsafrina40No ratings yet
- Experimental Investigations On Turning of Inconel 718: B.SatyanarayanaDocument8 pagesExperimental Investigations On Turning of Inconel 718: B.SatyanarayanaRaghavendra KalyanNo ratings yet
- Optimization - 2nd SubmissionDocument34 pagesOptimization - 2nd SubmissionRaghavendra KalyanNo ratings yet
- IEOM096Document6 pagesIEOM096Raghavendra KalyanNo ratings yet
- 2-Dr-Kumaar Et AlDocument8 pages2-Dr-Kumaar Et AlRaghavendra KalyanNo ratings yet
- KALYANDocument2 pagesKALYANRaghavendra KalyanNo ratings yet
- Metal Stamping Dies GuideDocument7 pagesMetal Stamping Dies GuideedpsousaNo ratings yet
- Analysis of Rate For LinerDocument10 pagesAnalysis of Rate For LinerFahad ZulfiqarNo ratings yet
- Sheet Metal Processes BendingDocument11 pagesSheet Metal Processes BendingYashvir SinghNo ratings yet
- ZW3D FromEntryToMaster SheetMetalDocument69 pagesZW3D FromEntryToMaster SheetMetaldullecncNo ratings yet
- 14 MachinesDocument24 pages14 MachinesNdomaduNo ratings yet
- Shim 2016Document26 pagesShim 2016arif usmanNo ratings yet
- Sheet Metal Drawing DON'Ts - Vista Industrial Products, IncDocument2 pagesSheet Metal Drawing DON'Ts - Vista Industrial Products, IncVera WhiteheadNo ratings yet
- Jig SHS5004 001 000Document2 pagesJig SHS5004 001 000Luong LeNo ratings yet
- Steel Grades en 10028 AstmDocument24 pagesSteel Grades en 10028 AstmYahya AljarokNo ratings yet
- Calculating Bend Allowance, Bend Deduction, and K-FactorDocument15 pagesCalculating Bend Allowance, Bend Deduction, and K-FactorCosma FlorinelNo ratings yet
- Wood Research Contributions To The Curvature Radius and Bending Capacity of VeneersDocument8 pagesWood Research Contributions To The Curvature Radius and Bending Capacity of VeneersWalid HozayenNo ratings yet
- Press Brakes: For Impressive PerformancesDocument36 pagesPress Brakes: For Impressive Performancesloki ssNo ratings yet
- C2700Document6 pagesC2700Andrew TanNo ratings yet
- International Journal of Mechanical Sciences: Hamad Ul Hassan, Heinrich Traphöner, Alper Güner, A. Erman TekkayaDocument13 pagesInternational Journal of Mechanical Sciences: Hamad Ul Hassan, Heinrich Traphöner, Alper Güner, A. Erman TekkayaAnya CooperNo ratings yet
- Schroder Brochure - PowerBend - Universal - ENDocument12 pagesSchroder Brochure - PowerBend - Universal - ENIlian AvramovNo ratings yet
- Lista de Precio-COMAC 2012Document41 pagesLista de Precio-COMAC 2012innopetrol0% (1)
- Saiver ReportDocument29 pagesSaiver Reportmohamed yehiaNo ratings yet
- U-V-L Angle Bending Machine Project ReportDocument74 pagesU-V-L Angle Bending Machine Project ReportCrispNo ratings yet
- FEATools 3Document227 pagesFEATools 3Nagaraj hNo ratings yet
- Agricultural Engineering in Development - Intermediate Blacksmithing - A Training ManualDocument70 pagesAgricultural Engineering in Development - Intermediate Blacksmithing - A Training Manualbst94100% (3)
- Press Tool Questions: Section-ADocument11 pagesPress Tool Questions: Section-ARupesh KamatNo ratings yet
- Design and Fabrication of Ploughing MachineDocument6 pagesDesign and Fabrication of Ploughing MachineARUN V100% (1)