You might also like
- Staple Cotton Spinning SystemsDocument24 pagesStaple Cotton Spinning Systemsagga1111No ratings yet
- Unit - IiDocument27 pagesUnit - IiJoseph KuruvilaNo ratings yet
- Yarn WindingDocument22 pagesYarn WindingPRAKASH B. MALAKANE0% (1)
- Patterning in Weft Knitting: Waqas AshrafDocument33 pagesPatterning in Weft Knitting: Waqas AshrafHifza khalidNo ratings yet
- Spinpact Fine Tuning HandbookDocument10 pagesSpinpact Fine Tuning Handbookselvakumar100% (1)
- Improving Productivity of Ring FramesDocument8 pagesImproving Productivity of Ring FramesAmrit virkNo ratings yet
- Shed Geometry ElementsDocument21 pagesShed Geometry ElementsMuhammad Ahsan Mir100% (3)
- Weft Knitting PDFDocument64 pagesWeft Knitting PDFBala SaravananNo ratings yet
- This Study Resource Was: Speed FrameDocument9 pagesThis Study Resource Was: Speed FrameRatul HasanNo ratings yet
- Textile Technology:: "Spinning": Rings and TravellersDocument10 pagesTextile Technology:: "Spinning": Rings and TravellersKuldeep SinghNo ratings yet
- Analysis of The Imperfection Index (Ipi) Value of Carded Yarn Produced by Using Different Diameter Spacers On The Ring Frame Spinning MachineDocument7 pagesAnalysis of The Imperfection Index (Ipi) Value of Carded Yarn Produced by Using Different Diameter Spacers On The Ring Frame Spinning MachineUtsho ParvezNo ratings yet
- Fabric IV PPT MahasinDocument12 pagesFabric IV PPT MahasinS.m. MahasinNo ratings yet
- Practical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningDocument5 pagesPractical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningTalha saeedNo ratings yet
- Modern Developmens in WarpingDocument30 pagesModern Developmens in Warpingsandippatil03100% (1)
- Mélange YarnDocument11 pagesMélange YarnshahinNo ratings yet
- Auto ConerDocument47 pagesAuto Conerkaniappan sakthivelNo ratings yet
- Primary MotionsDocument59 pagesPrimary Motionsafroja hossainNo ratings yet
- Study On CCI Warping Machine.Document5 pagesStudy On CCI Warping Machine.Naimul HasanNo ratings yet
- Yarn AssignmentDocument10 pagesYarn AssignmentHIMASHA SAMARANAYAKANo ratings yet
- Blowroom: Manish Bhargava TDD - IiiDocument5 pagesBlowroom: Manish Bhargava TDD - IiiShantnu MittalNo ratings yet
- Chapter - Three: Yarn Count, Yarn Twist and Tensile TestingDocument57 pagesChapter - Three: Yarn Count, Yarn Twist and Tensile TestingGadisa AbrahimNo ratings yet
- Study On Multiphase Weaving Machine.Document11 pagesStudy On Multiphase Weaving Machine.Naimul Hasan100% (1)
- 2.1 Quailty Control in SpinningDocument31 pages2.1 Quailty Control in SpinningRounoque ShishirNo ratings yet
- WarpingDocument10 pagesWarpingKalyan Ray GuptaNo ratings yet
- Dobby SheddingDocument12 pagesDobby SheddingShanto MaloNo ratings yet
- Friction SpinningDocument39 pagesFriction SpinningPåñdît ẞhyãmãñtãk MãñîNo ratings yet
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texNo ratings yet
- What Is AutolevellerDocument3 pagesWhat Is AutolevellersafiaNo ratings yet
- Yarn Manufacturing 3Document12 pagesYarn Manufacturing 3Muhammad Farooq Kokab0% (1)
- USTERDocument5 pagesUSTERchiragNo ratings yet
- Ring Spinning SectionsDocument24 pagesRing Spinning SectionsFajar Pitarsi DharmaNo ratings yet
- 2.5 Pirn WindersDocument5 pages2.5 Pirn WindersCraig MartinNo ratings yet
- Bobtex Spinning ProcessDocument8 pagesBobtex Spinning Processvermadeen0% (1)
- (1.2c) Auxiliary Mechanism-Weft Fork (Side)Document10 pages(1.2c) Auxiliary Mechanism-Weft Fork (Side)sukanya prasadNo ratings yet
- Effect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualityDocument21 pagesEffect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualitySantoshNo ratings yet
- Analysis of Weft Knitted Jersey FabricDocument6 pagesAnalysis of Weft Knitted Jersey FabricNaimul HasanNo ratings yet
- Weaving Technology 3rd Sem Unit - II DHTTDocument59 pagesWeaving Technology 3rd Sem Unit - II DHTTSANJIT JANANo ratings yet
- Manufacturing of Needle Punched NonwovenDocument14 pagesManufacturing of Needle Punched NonwovenKareena Kalla100% (1)
- HVIDocument13 pagesHVIDIPAK VINAYAK SHIRBHATE100% (3)
- Air Jet Spinning of Cotton YarnsDocument9 pagesAir Jet Spinning of Cotton YarnsUsman GillNo ratings yet
- Raymond UCO DenimDocument25 pagesRaymond UCO DenimChaitanya Gajbhiye100% (1)
- Blowroom: Basic Operations in The BlowroomDocument3 pagesBlowroom: Basic Operations in The BlowroomIndu VikasiniNo ratings yet
- Picking in Projectile LoomDocument2 pagesPicking in Projectile LoomAniket Khot100% (2)
- Draft CalculationDocument17 pagesDraft CalculationDyeing Dyeing100% (1)
- Bobtex Spinning TechnologyDocument13 pagesBobtex Spinning Technologychinmay566679950% (1)
- Airjet PracDocument12 pagesAirjet PracJunaid SuhailNo ratings yet
- Weft KnitDocument47 pagesWeft KnitAjaz BannaNo ratings yet
- Air Jet SpinningDocument7 pagesAir Jet SpinningAbi NikilNo ratings yet
- Blending at BlowroomDocument3 pagesBlending at Blowroommoosking100% (1)
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Modern Cotton Spinning Machinery, Its Principles and ConstructionFrom EverandModern Cotton Spinning Machinery, Its Principles and ConstructionNo ratings yet
- Yarn FaultsDocument69 pagesYarn Faultssitu_tex8594100% (2)
- Classification of Yarn FaultsDocument8 pagesClassification of Yarn Faultssouadyasmina bouananiNo ratings yet
- Session 8Document7 pagesSession 8ARYAN RATHORENo ratings yet
- 5SDocument67 pages5SAnonymous Ln4luWFd100% (3)
- Materials CostingDocument37 pagesMaterials Costingparash rajNo ratings yet
- Labour CostingDocument38 pagesLabour Costingparash rajNo ratings yet
- Scope Of: Managem Ent SystemDocument1 pageScope Of: Managem Ent Systemparash rajNo ratings yet
- Sampling Cutting Floor Finishing Work Instruction Sewing Work Instruction House Keeping Department Trims Accessories Audit Process Lab ActivityDocument1 pageSampling Cutting Floor Finishing Work Instruction Sewing Work Instruction House Keeping Department Trims Accessories Audit Process Lab Activityparash rajNo ratings yet
- New Doc 2018-01-24 - 5Document1 pageNew Doc 2018-01-24 - 5parash rajNo ratings yet
- Subject: Application For The "Graduation Project"Document1 pageSubject: Application For The "Graduation Project"parash rajNo ratings yet
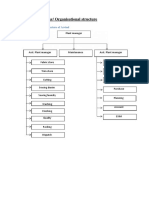
- About The Company/ Organisational Structure: Plant ManagerDocument4 pagesAbout The Company/ Organisational Structure: Plant Managerparash rajNo ratings yet
- Garment Sample Costing SheetDocument8 pagesGarment Sample Costing Sheetparash rajNo ratings yet
- AtifDocument11 pagesAtifparash rajNo ratings yet
- MR Gangadhar Malik: Indigo Passenger (S)Document3 pagesMR Gangadhar Malik: Indigo Passenger (S)parash rajNo ratings yet
- MR Gangadhar Malik: Indigo Passenger (S)Document3 pagesMR Gangadhar Malik: Indigo Passenger (S)parash rajNo ratings yet
- Assgnment Calender For BFT-VDocument2 pagesAssgnment Calender For BFT-Vparash rajNo ratings yet
- Water PurifierDocument11 pagesWater Purifierparash rajNo ratings yet
- GRDocument2 pagesGRparash rajNo ratings yet
- A Study of The Indian Apparel MarketDocument13 pagesA Study of The Indian Apparel MarketYogesh KadianNo ratings yet
- E-Commerce: G2C ExchangesDocument11 pagesE-Commerce: G2C Exchangesparash rajNo ratings yet
- 5 Human Res ManagementDocument34 pages5 Human Res Managementparash rajNo ratings yet
- A Study of The Indian Apparel MarketDocument13 pagesA Study of The Indian Apparel MarketYogesh KadianNo ratings yet
- Plant LayoutDocument7 pagesPlant LayoutDrBollapu SudarshanNo ratings yet
- Total Productive MaintenanceDocument35 pagesTotal Productive Maintenanceparash rajNo ratings yet
- Sujni Embroidery Extended DocumentationDocument13 pagesSujni Embroidery Extended DocumentationPradeep SharmaNo ratings yet
- RdbmsDocument3 pagesRdbmsparash rajNo ratings yet
- PethaDocument8 pagesPethaparash rajNo ratings yet
- Bft-Vi - MMDocument2 pagesBft-Vi - MMparash rajNo ratings yet
- Rahul GraphDocument1 pageRahul Graphparash rajNo ratings yet
- Kamil Foundation Secondary School 3Document3 pagesKamil Foundation Secondary School 3anzaNo ratings yet
- Structure Test 2Document3 pagesStructure Test 2Seda Aydin100% (1)
- 01 Introduction RefractoriesDocument38 pages01 Introduction RefractoriesRizwanKhan100% (1)
- Sewing ThreadsDocument27 pagesSewing ThreadsRikhil NagpalNo ratings yet
- University of Santo Tomas: Williamson Ether Synthesis: Preparation of PhenacetinDocument4 pagesUniversity of Santo Tomas: Williamson Ether Synthesis: Preparation of PhenacetinMarilou MagdalagaNo ratings yet
- Organic Chemistry For AlevelDocument15 pagesOrganic Chemistry For AlevelNahida HossainNo ratings yet
- Cenpes: Index of Revisions REV Description And/Or Revised SheetsDocument30 pagesCenpes: Index of Revisions REV Description And/Or Revised SheetsOrlando PWRNo ratings yet
- MSDS - Prominent-GlycineDocument6 pagesMSDS - Prominent-GlycineTanawat ChinchaivanichkitNo ratings yet
- Work Instruction: Jar TestingDocument4 pagesWork Instruction: Jar TestingKadesh Hanah McCarthyNo ratings yet
- Biochem Exam Practice QuestionsDocument12 pagesBiochem Exam Practice Questionsihack_101No ratings yet
- Cadweld MS UsDocument12 pagesCadweld MS UsEfrain Melgarejo PinedaNo ratings yet
- NASA Facts The Planet VenusDocument8 pagesNASA Facts The Planet VenusBob AndrepontNo ratings yet
- Ac-Pqc-Injecto: Low Viscous Epoxy Injection ResinDocument2 pagesAc-Pqc-Injecto: Low Viscous Epoxy Injection ResinDeven PatleNo ratings yet
- B694 PDFDocument8 pagesB694 PDFEslam ElsayedNo ratings yet
- Ammonia Waste WaterDocument19 pagesAmmonia Waste WaterAnonymous GfPSYi4nNo ratings yet
- D4607 1378898 1 Standard Test Method For Determination of Iodine Number of Activated Carbon PDFDocument5 pagesD4607 1378898 1 Standard Test Method For Determination of Iodine Number of Activated Carbon PDFMuthu KumarNo ratings yet
- PD 984Document38 pagesPD 984mav3riick100% (2)
- Preparation of Tin TetraiodideDocument2 pagesPreparation of Tin Tetraiodidestudent_4_evaNo ratings yet
- Äèàìåòð Ñòàëè Ïðåä. Îòêë. ÏÎ Äèàìåòðó Ñòàëè Êâàëèòåòîâ h5 h11 h10 h9 h8 h7 h6 h12Document7 pagesÄèàìåòð Ñòàëè Ïðåä. Îòêë. ÏÎ Äèàìåòðó Ñòàëè Êâàëèòåòîâ h5 h11 h10 h9 h8 h7 h6 h12TetianaNo ratings yet
- Super CatalogDocument189 pagesSuper Catalog윤종주No ratings yet
- Mark Scheme (Results) : Summer 2018Document17 pagesMark Scheme (Results) : Summer 2018Atiqur RahmanNo ratings yet
- 5meo SynthesisDocument2 pages5meo SynthesisLuis López PiñeresNo ratings yet
- BL 1649 US Chemical Injection For Oil and Gas Tcm11-7888Document12 pagesBL 1649 US Chemical Injection For Oil and Gas Tcm11-7888Veera ManiNo ratings yet
- Microwave-Induced Pyrolysis of Plastic WastesDocument8 pagesMicrowave-Induced Pyrolysis of Plastic WastesSelim RejaNo ratings yet
- Design of Concrete Buildings For Disassembly: An Explorative ReviewDocument19 pagesDesign of Concrete Buildings For Disassembly: An Explorative Reviewmonica singhNo ratings yet
- Is: 11871-1986Document24 pagesIs: 11871-1986Sumit LakhotiaNo ratings yet
- Risk Assesment Form - Ball MillingDocument6 pagesRisk Assesment Form - Ball Millingbc150No ratings yet
- B 921 - 02 - QJKYMQ - ISO 8015 Tolerancing StandardsDocument2 pagesB 921 - 02 - QJKYMQ - ISO 8015 Tolerancing Standardsjameswood20100% (1)
- 17.salt Aluminium Sulphate 3Document3 pages17.salt Aluminium Sulphate 3Sarthika GaulkarNo ratings yet