You might also like
- AWS D1.1 Guide to Essential Welding VariablesDocument10 pagesAWS D1.1 Guide to Essential Welding Variableskhadtarp100% (1)
- Overview of Welding Technology& NDT (F)Document1 pageOverview of Welding Technology& NDT (F)BHARANINo ratings yet
- Safety Requirements For Welding Job at Confined SpacesDocument6 pagesSafety Requirements For Welding Job at Confined SpacesBHARANINo ratings yet
- Optimum Weld - Metal Strength For High Strength: Ship Structure CommitteeDocument129 pagesOptimum Weld - Metal Strength For High Strength: Ship Structure CommitteeBHARANINo ratings yet
- Effects of Heat Control On The Stress Build Up During High-Strength Steel Welding Under Defined Restraint ConditionsDocument8 pagesEffects of Heat Control On The Stress Build Up During High-Strength Steel Welding Under Defined Restraint ConditionsBHARANINo ratings yet
- Paid Welding Webinar on Process ControlDocument1 pagePaid Welding Webinar on Process ControlBHARANINo ratings yet
- Welding Hand Writing Book PDFDocument61 pagesWelding Hand Writing Book PDFDark LordNo ratings yet
- Recent Advances in Artificial Cracks For NDT Development and QualificationDocument10 pagesRecent Advances in Artificial Cracks For NDT Development and QualificationBHARANINo ratings yet
- Lamellar TearingDocument8 pagesLamellar TearingBHARANINo ratings yet
- Bloxide®: An Aluminum-Base Weldable PrimerDocument1 pageBloxide®: An Aluminum-Base Weldable PrimerBHARANINo ratings yet
- Quench Hardening and Tempering Behaviour of A Low Carbon SteelDocument3 pagesQuench Hardening and Tempering Behaviour of A Low Carbon SteelBHARANINo ratings yet
- Consumables For Welding of (Very) High Strength Steels - Mechanical Properties of Weldments in As-Welded and Stress-Relieved ApplicationsDocument13 pagesConsumables For Welding of (Very) High Strength Steels - Mechanical Properties of Weldments in As-Welded and Stress-Relieved ApplicationsBHARANINo ratings yet
- Recent Advances in Artificial Cracks For NDT Development and QualificationDocument10 pagesRecent Advances in Artificial Cracks For NDT Development and QualificationBHARANINo ratings yet
- Strength of Material-Shear Force and Bending MomentsDocument25 pagesStrength of Material-Shear Force and Bending MomentszakeriyaNo ratings yet
- DOI: 10.1515/amm-2016-0198Document8 pagesDOI: 10.1515/amm-2016-0198BHARANINo ratings yet
- 8-5a How To Write A Good Professional Review Report For CEngDocument22 pages8-5a How To Write A Good Professional Review Report For CEngGabriel PanaNo ratings yet
- EFFECT OF TEMPERATURE FIELDS HETEROGENEITYDocument7 pagesEFFECT OF TEMPERATURE FIELDS HETEROGENEITYBHARANINo ratings yet
- NBS18 Heat TreatmentDocument46 pagesNBS18 Heat Treatmentshailesh_tiwari_mechNo ratings yet
- Job Description - Scaffolding SupervisorDocument1 pageJob Description - Scaffolding SupervisorBHARANINo ratings yet
- Tubes PipesDocument320 pagesTubes Pipessapta tomoNo ratings yet
- Thirst For KN Wledge: Professional Development and CompetenceDocument5 pagesThirst For KN Wledge: Professional Development and CompetenceBHARANINo ratings yet
- Classifications: For 560mpa Low Temperature Service Steel (1.5% Ni)Document1 pageClassifications: For 560mpa Low Temperature Service Steel (1.5% Ni)BHARANINo ratings yet
- Quench Hardening and Tempering Behaviour of A Low Carbon SteelDocument3 pagesQuench Hardening and Tempering Behaviour of A Low Carbon SteelBHARANINo ratings yet
- Eversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00Document4 pagesEversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00BHARANINo ratings yet
- Effect of Welding Processes and Consumables On Fatigue Crack Growth Behaviour of Armour Grade Quenched and Tempered Steel JointsDocument13 pagesEffect of Welding Processes and Consumables On Fatigue Crack Growth Behaviour of Armour Grade Quenched and Tempered Steel Jointsbharani dharanNo ratings yet
- Cooling Rates and Hardness in Welded Carbon SteelDocument9 pagesCooling Rates and Hardness in Welded Carbon SteelBHARANINo ratings yet
- Weatherford Welding EngineerDocument1 pageWeatherford Welding EngineerBHARANINo ratings yet
- Worksheet 5 AnswersDocument4 pagesWorksheet 5 AnswersBHARANINo ratings yet
- Example of CEng Qualifying Report (Avionics)Document9 pagesExample of CEng Qualifying Report (Avionics)BoubakerBaazizNo ratings yet
- Welding TMCP Steels PDFDocument7 pagesWelding TMCP Steels PDFBHARANINo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Instruction Manual: Ducrobar Lining For Fine Grinding CompartmentDocument29 pagesInstruction Manual: Ducrobar Lining For Fine Grinding Compartment96652529No ratings yet
- Flanged Flued Expansion JointDocument2 pagesFlanged Flued Expansion JointlishiqianNo ratings yet
- c700 WW LL 58 02-11Document2 pagesc700 WW LL 58 02-11alexisNo ratings yet
- Material Equivalent STD PDFDocument1 pageMaterial Equivalent STD PDFANIL100% (1)
- Lubrication Fittings & Accessories - Installation ComponentsDocument56 pagesLubrication Fittings & Accessories - Installation ComponentsAlan TsaiNo ratings yet
- EutecDur N 6070Document2 pagesEutecDur N 6070shadabkhan5557No ratings yet
- Wire Rod of Boron-Bearing Low-Carbon Steel For Direct Deep DrawingDocument9 pagesWire Rod of Boron-Bearing Low-Carbon Steel For Direct Deep DrawingNicolas ValleNo ratings yet
- Ek 33 Çelik Konstrüksiyon Uygulama Planı (Steel Structure Method Statement) ÖrneğiDocument3 pagesEk 33 Çelik Konstrüksiyon Uygulama Planı (Steel Structure Method Statement) Örneğican akkaleNo ratings yet
- Hammer Development CoalDocument12 pagesHammer Development Coalppd9890No ratings yet
- Handrails and Railings Technical SpecificationsDocument3 pagesHandrails and Railings Technical SpecificationsNana DelgadoNo ratings yet
- 2016 Minerals Yearbook: Zimbabwe (Advance Release)Document10 pages2016 Minerals Yearbook: Zimbabwe (Advance Release)WashingtonChikengezhaNo ratings yet
- Stainles Steel Transformation PDFDocument22 pagesStainles Steel Transformation PDFAyush MishraNo ratings yet
- Quarter 4: Electrical Maintenance: Teacher: Jolina Mae C. Anit, LPTDocument35 pagesQuarter 4: Electrical Maintenance: Teacher: Jolina Mae C. Anit, LPTJolina AnitNo ratings yet
- Good Construction Practices With TMT Bars: Institute For Steel Development & GrowthDocument58 pagesGood Construction Practices With TMT Bars: Institute For Steel Development & GrowthNIBEDITA DEYNo ratings yet
- CH 17Document43 pagesCH 17ዝምታ ውስጤ ነውNo ratings yet
- Engineering Design Basis (Structural)Document21 pagesEngineering Design Basis (Structural)Kamaraj Bangarusamy100% (1)
- Do Micro-Organisms "Eat" Metal?: Sten B. Axelsen and Trond Rogne, SINTEF Materials TechnologyDocument8 pagesDo Micro-Organisms "Eat" Metal?: Sten B. Axelsen and Trond Rogne, SINTEF Materials TechnologyaseNo ratings yet
- Vessel Technical PointsDocument3 pagesVessel Technical Pointsamol shindeNo ratings yet
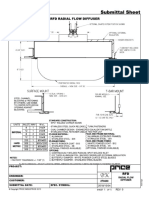
- RFD Radial Flow Diffuser SubmittalDocument2 pagesRFD Radial Flow Diffuser SubmittalJ.P. PazaNo ratings yet
- Victaulic Pl2015 MainDocument241 pagesVictaulic Pl2015 MainTevton JackNo ratings yet
- Osawa Catalogue 2021Document708 pagesOsawa Catalogue 2021lorenzo.lima1706No ratings yet
- TMI Imperial Catalogue 2013Document364 pagesTMI Imperial Catalogue 2013AZLAN ABDULLAINo ratings yet
- Silicon Metal: Standard Specification ForDocument2 pagesSilicon Metal: Standard Specification ForProduction DepartmentNo ratings yet
- DIN WS 1.4003UNS S41003 Ferritic Stainless SteelDocument2 pagesDIN WS 1.4003UNS S41003 Ferritic Stainless SteelIvanildo SilvaNo ratings yet
- "Striking Iron: The Art of African Blacksmiths," at The National Museum of Art at The Smithsonian Institute in WashingtonDocument3 pages"Striking Iron: The Art of African Blacksmiths," at The National Museum of Art at The Smithsonian Institute in WashingtonJames D. BalestrieriNo ratings yet
- List of Construction MaterialsDocument2 pagesList of Construction MaterialsISKCON, JaipurNo ratings yet
- Astm A 829 - SAE 4140 / SAE 4142: CR Mo-Alloyed Vacuum Degassed SteelsDocument3 pagesAstm A 829 - SAE 4140 / SAE 4142: CR Mo-Alloyed Vacuum Degassed Steelsssip officeNo ratings yet
- CH 5 WeldingDocument71 pagesCH 5 WeldingnunuNo ratings yet
- Silica RefractoriesDocument11 pagesSilica RefractoriesTasnuva HumayraNo ratings yet
- Flange Dimensions Based On Tables D and E of BS 10: 1962Document6 pagesFlange Dimensions Based On Tables D and E of BS 10: 1962윤규섭No ratings yet