You might also like
- Running Head: Harvey Industries Case StudyDocument6 pagesRunning Head: Harvey Industries Case StudyHana VũNo ratings yet
- Army Capstone Concept V 2 7.2 (DRAFT)Document55 pagesArmy Capstone Concept V 2 7.2 (DRAFT)pkryanNo ratings yet
- Intro to Prod & Ops Mgmt: Value, Goods vs Services, Ops Manager RolesDocument20 pagesIntro to Prod & Ops Mgmt: Value, Goods vs Services, Ops Manager RolesJehad MahmoodNo ratings yet
- SDRM CaseDocument3 pagesSDRM Casejawid tabeshNo ratings yet
- Chapter 2 Competitiveness Strategy and ProductivityDocument55 pagesChapter 2 Competitiveness Strategy and ProductivityTabassum BushraNo ratings yet
- OM CH6,7,8,10 QuestionsDocument17 pagesOM CH6,7,8,10 Questionsxuzhu5100% (1)
- Case: ACJ Manufacturing: Far Eastern UniversityDocument10 pagesCase: ACJ Manufacturing: Far Eastern UniversityAmro Ahmed RazigNo ratings yet
- Productivity Gains at WhirlpoolDocument2 pagesProductivity Gains at WhirlpoolVishwas SaxenaNo ratings yet
- Cost Leadership Strategy at Southwest AirlinesDocument3 pagesCost Leadership Strategy at Southwest AirlinesNishchal SinghNo ratings yet
- CHAPTER 2 Cost Terms and PurposeDocument31 pagesCHAPTER 2 Cost Terms and PurposeRose McMahonNo ratings yet
- Inventory Management: Mcgraw-Hill/IrwinDocument24 pagesInventory Management: Mcgraw-Hill/Irwinsankalp pandey0% (1)
- Stevenson Chapter 3 - ForecastingDocument50 pagesStevenson Chapter 3 - ForecastingSium Adnan Khan 1511153030No ratings yet
- Or PresentationDocument18 pagesOr Presentationtapanmehta0812No ratings yet
- Solution Manual For OM 4 4th Edition by CollierDocument15 pagesSolution Manual For OM 4 4th Edition by Colliera641705730No ratings yet
- Chapter 1Document11 pagesChapter 1Areef Mahmood IqbalNo ratings yet
- The 4Ps of InnovationDocument9 pagesThe 4Ps of Innovationpavie raja100% (1)
- Quantitative Analysis For Management: Thirteenth Edition, Global EditionDocument127 pagesQuantitative Analysis For Management: Thirteenth Edition, Global EditionMpho NkuNo ratings yet
- Optimize inventory management with EOQ and safety stockDocument17 pagesOptimize inventory management with EOQ and safety stockRyan RodriguesNo ratings yet
- OPERATION MANAGEMENT HOMEWORKDocument6 pagesOPERATION MANAGEMENT HOMEWORKDavid Emerson Tilar EscobarNo ratings yet
- Ryanair European Pioneer of Budget Airline TravelDocument9 pagesRyanair European Pioneer of Budget Airline TravelPrabal Pratim Das100% (1)
- OM: Managing Operations for EfficiencyDocument4 pagesOM: Managing Operations for EfficiencySir Stephen Maverick N CrudaNo ratings yet
- Assignment: Operation Research Topic: Inventory Control Group MembersDocument12 pagesAssignment: Operation Research Topic: Inventory Control Group Memberszohaib biagNo ratings yet
- Ch 7 Post-Test QuizDocument2 pagesCh 7 Post-Test QuizChristianAquinoNo ratings yet
- CH 9 Facility Location PDFDocument46 pagesCH 9 Facility Location PDFvamshiNo ratings yet
- Stevenson 13e Chapter 4Document28 pagesStevenson 13e Chapter 4----No ratings yet
- Calculate Reorder Level to Minimize Inventory CostsDocument7 pagesCalculate Reorder Level to Minimize Inventory Costsharpominder100% (1)
- Assignment Week 1Document6 pagesAssignment Week 1Naveen TahilaniNo ratings yet
- Job Description - Direct Entry PilotDocument2 pagesJob Description - Direct Entry PilotLucas NobreNo ratings yet
- Segmentation, Targeting, and Positioning: Global MarketingDocument66 pagesSegmentation, Targeting, and Positioning: Global MarketingbgmmrlNo ratings yet
- FEUture's Path to Efficient ProductionDocument11 pagesFEUture's Path to Efficient ProductionAmro Ahmed RazigNo ratings yet
- Chapter 8Document10 pagesChapter 8marketingbufordrd50% (2)
- Capacity PlanningDocument47 pagesCapacity Planningcharles makasabiNo ratings yet
- Operations Management - Chapter 11Document10 pagesOperations Management - Chapter 11David Van De FliertNo ratings yet
- Case Study of Capital BudgetingDocument38 pagesCase Study of Capital BudgetingZara Urooj100% (1)
- Process Selection LecDocument35 pagesProcess Selection LecMekaiel Amil MekaielNo ratings yet
- HRM Group5 Case Study 1Document3 pagesHRM Group5 Case Study 1DyenNo ratings yet
- Competitive Analysis and Strategic Planning for Be Grand ResortDocument14 pagesCompetitive Analysis and Strategic Planning for Be Grand ResortChristian CagasNo ratings yet
- Nature of Ihrm & Strategic Ihrm: Jyoti Rekha Divya Ragendran Annie Thomas Nimmy Jose Priyanka G Shruthi S.PDocument82 pagesNature of Ihrm & Strategic Ihrm: Jyoti Rekha Divya Ragendran Annie Thomas Nimmy Jose Priyanka G Shruthi S.PPreethi KrishnanNo ratings yet
- SCM 0Document49 pagesSCM 0Jonathan EscamillanNo ratings yet
- 425 Inventory Control at Wheeled Coach AmbulanceDocument6 pages425 Inventory Control at Wheeled Coach AmbulanceRustico Cruz0% (1)
- Brooks 3e PPT 09Document73 pagesBrooks 3e PPT 09Israa RamadanNo ratings yet
- Unit III - Theories of FDIDocument37 pagesUnit III - Theories of FDIjeganrajraj0% (1)
- Chap001 - Introduction To Operations ManagementDocument32 pagesChap001 - Introduction To Operations Managementshivram200% (1)
- Aggregate Planning Strategies and Cost AnalysisDocument17 pagesAggregate Planning Strategies and Cost AnalysisTina HumphreyNo ratings yet
- Improve ACJ Manufacturing Operations Through Formal ForecastingDocument1 pageImprove ACJ Manufacturing Operations Through Formal ForecastingAaron Ashley DiazNo ratings yet
- Inventory Management Chapter OverviewDocument11 pagesInventory Management Chapter OverviewAnirudh Prabhu100% (1)
- 6 Process Selection and Facility LayoutDocument42 pages6 Process Selection and Facility LayoutRubaet HossainNo ratings yet
- This Study Resource Was: Malik SimmonsDocument8 pagesThis Study Resource Was: Malik SimmonsAli Asad BaigNo ratings yet
- 4 Process Layout-Ch 6 (Stevenson)Document51 pages4 Process Layout-Ch 6 (Stevenson)tahmid quayumNo ratings yet
- Lecture - Plant Location and Layout PDFDocument25 pagesLecture - Plant Location and Layout PDFrafesh100% (1)
- Capacity Planning for Products and ServicesDocument49 pagesCapacity Planning for Products and ServicesOdumoduChigozieUzoma0% (1)
- Capacity Planning: Optimize Production Through Demand & Capacity AnalysisDocument11 pagesCapacity Planning: Optimize Production Through Demand & Capacity AnalysisTrisha Sargento EncinaresNo ratings yet
- SCML 200: - Supply Chain Management & OperationsDocument25 pagesSCML 200: - Supply Chain Management & OperationsHello WorldNo ratings yet
- Capacity Planning: George Gabriel J. Bordado ViiDocument32 pagesCapacity Planning: George Gabriel J. Bordado ViiGeorge Gabriel VII BordadoNo ratings yet
- C4 - Capacity ManagementDocument72 pagesC4 - Capacity ManagementMinh Thuận VõNo ratings yet
- Capacity Planning and ControlDocument14 pagesCapacity Planning and ControlLloyd MendozaNo ratings yet
- Ps Narrative ReportsDocument7 pagesPs Narrative Reportsjustine100% (1)
- Process Strategy and Capacity ManagementDocument40 pagesProcess Strategy and Capacity Managementcharles makasabiNo ratings yet
- How to Plan Capacity NeedsDocument16 pagesHow to Plan Capacity NeedsAnadi Ranjan100% (1)
- Chapter Three Operation Management PTTDocument19 pagesChapter Three Operation Management PTTKidan AmareNo ratings yet
- Startegic Management of CCAI (Coca Cola Amatil Indonesia)Document6 pagesStartegic Management of CCAI (Coca Cola Amatil Indonesia)Inanda MeitasariNo ratings yet
- GROUP 3 - Cross Cultural OB PaperDocument14 pagesGROUP 3 - Cross Cultural OB PaperInanda MeitasariNo ratings yet
- Inanda Meitasari (014201600071) - MGT-HRM 2016 - PMDocument12 pagesInanda Meitasari (014201600071) - MGT-HRM 2016 - PMInanda MeitasariNo ratings yet
- Group 3 - MGT - HRM 16 - Hazard Assessment, Prevention, and ControlDocument23 pagesGroup 3 - MGT - HRM 16 - Hazard Assessment, Prevention, and ControlInanda MeitasariNo ratings yet
- Business Law - Assignment 2 - MGT-HRM 2016 - Inanda MeitasariDocument4 pagesBusiness Law - Assignment 2 - MGT-HRM 2016 - Inanda MeitasariInanda MeitasariNo ratings yet
- Group 4 - Capacity Planning by Inanda MeitasariDocument6 pagesGroup 4 - Capacity Planning by Inanda MeitasariInanda MeitasariNo ratings yet
- Business Law - Assignment 1 - MGT-HRM 2016 - Inanda MeitasariDocument2 pagesBusiness Law - Assignment 1 - MGT-HRM 2016 - Inanda MeitasariInanda MeitasariNo ratings yet
- Joint Cost Allocation MethodsDocument29 pagesJoint Cost Allocation MethodsInanda MeitasariNo ratings yet
- Inanda Meitasari - Spiritual Path in Islam and HinduDocument8 pagesInanda Meitasari - Spiritual Path in Islam and HinduInanda MeitasariNo ratings yet
- Inanda Meitasari - Spiritual Path in Islam and HinduDocument8 pagesInanda Meitasari - Spiritual Path in Islam and HinduInanda MeitasariNo ratings yet
- Religion - Spiritual Path Between 4 Religion / Human Being in Science & Technology VS 4 ReligionDocument52 pagesReligion - Spiritual Path Between 4 Religion / Human Being in Science & Technology VS 4 ReligionInanda MeitasariNo ratings yet
- PortDocument2 pagesPortInanda MeitasariNo ratings yet
- Invasion of Western Culture - Inanda MeitasariDocument1 pageInvasion of Western Culture - Inanda MeitasariInanda MeitasariNo ratings yet
- Activity Sheet - Preparing A Business Plan (2nd)Document9 pagesActivity Sheet - Preparing A Business Plan (2nd)lionellNo ratings yet
- Final PracticeDocument2 pagesFinal PracticeHuyền TrangNo ratings yet
- T 01 PartnershipsDocument5 pagesT 01 PartnershipsCPMNo ratings yet
- Vegan Co MJ2023 TestReach QuestionDocument2 pagesVegan Co MJ2023 TestReach QuestionIqmal khushairi100% (1)
- Volatility Index CBOE (VIX)Document19 pagesVolatility Index CBOE (VIX)AVNo ratings yet
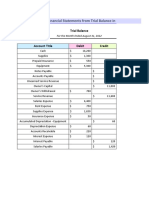
- Prepare Financial Statements From Trial Balance in ExcelDocument5 pagesPrepare Financial Statements From Trial Balance in ExcelShania FordeNo ratings yet
- Fundamentals of Accounting IiDocument39 pagesFundamentals of Accounting IiMintayto TebekaNo ratings yet
- Acct CH.7 H.W.Document8 pagesAcct CH.7 H.W.j8noelNo ratings yet
- CHAPTER 1 5 Online Marketing of LazadaDocument50 pagesCHAPTER 1 5 Online Marketing of LazadaLarry Diaz44% (9)
- Maruti Suzuki Capital Budgeting Performance 2012-2022Document8 pagesMaruti Suzuki Capital Budgeting Performance 2012-2022Vaibhavi PatelNo ratings yet
- Economic Cost of ResourcesDocument131 pagesEconomic Cost of ResourcesPoorvajaNo ratings yet
- The Marketing Mix Elements - Ben Sherman Case StudyDocument12 pagesThe Marketing Mix Elements - Ben Sherman Case StudyKimberly TafaraNo ratings yet
- Advanced Financial Accounting and Corporate Reporting - Semester-5Document9 pagesAdvanced Financial Accounting and Corporate Reporting - Semester-5furqan haider shahNo ratings yet
- Week 5 CPA QuestionsDocument63 pagesWeek 5 CPA QuestionsIzzy BNo ratings yet
- Factors of ProductionDocument31 pagesFactors of Productionpriya19990No ratings yet
- Audit and Assurance June 2009 Past Paper Answers (ACCA)Document15 pagesAudit and Assurance June 2009 Past Paper Answers (ACCA)Serena JainarainNo ratings yet
- Quick Response ManufacturingDocument2 pagesQuick Response ManufacturinganurajNo ratings yet
- Business Case - Amy Baker Nature's CureDocument19 pagesBusiness Case - Amy Baker Nature's CurerasyidazmiNo ratings yet
- Bst101-Unit-01-Lecture-Notes - Intro To New Product DevelopmentDocument15 pagesBst101-Unit-01-Lecture-Notes - Intro To New Product Developmentm_anindoNo ratings yet
- Toshiba PDFDocument2 pagesToshiba PDFAgung M.MNo ratings yet
- Media-Planning Solved MCQs (Set-5)Document9 pagesMedia-Planning Solved MCQs (Set-5)PARTH MANJREKARNo ratings yet
- Lecture 3A ConceptsDocument35 pagesLecture 3A ConceptsLala BelleNo ratings yet
- The Four Types of Market Structures: Perfect CompetitionDocument26 pagesThe Four Types of Market Structures: Perfect CompetitionAnnNo ratings yet
- Contemporary Project Management 3rd Edition Timothy Kloppenborg Solutions ManualDocument36 pagesContemporary Project Management 3rd Edition Timothy Kloppenborg Solutions Manualmiscallcallipee462q100% (37)
- Loreal Master ThesisDocument6 pagesLoreal Master ThesisMonique Anderson100% (2)
- Balaji Traders: Service Operations ManagemnetDocument14 pagesBalaji Traders: Service Operations ManagemnetMihir PatelNo ratings yet
- Intellectual Capital: October 2020Document22 pagesIntellectual Capital: October 2020Rituj ShahNo ratings yet
- CH - 03financial Statement Analysis Solution Manual CH - 03Document63 pagesCH - 03financial Statement Analysis Solution Manual CH - 03OktarinaNo ratings yet
- Grain Distribution Risk MitigationDocument27 pagesGrain Distribution Risk MitigationWendy SugandaNo ratings yet
- Week 8 Break Even PointDocument35 pagesWeek 8 Break Even Pointmeet swatchNo ratings yet