You might also like
- White Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsDocument7 pagesWhite Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsdanemsalNo ratings yet
- Space Product Assurance: Manual Soldering of High-Reliability Electrical ConnectionsDocument106 pagesSpace Product Assurance: Manual Soldering of High-Reliability Electrical ConnectionsEloy Bauer EspitiaNo ratings yet
- Iso 6508 3 2015 en PDFDocument8 pagesIso 6508 3 2015 en PDFMohan.v100% (1)
- E155 15 PDFDocument4 pagesE155 15 PDFOscar Gomez GonzalezNo ratings yet
- Sae 1010Document3 pagesSae 1010ALEX MURPHY50% (2)
- En 287 - 1 - 2004Document8 pagesEn 287 - 1 - 2004vimal_mech123No ratings yet
- Astm17 0303Document5 pagesAstm17 0303Edgardo Emilio CantillanoNo ratings yet
- Din 6930 Octobre 2011Document18 pagesDin 6930 Octobre 2011Franck Savignard100% (1)
- Electrodeposited Engineering Chromium Coatings On Ferrous SubstratesDocument5 pagesElectrodeposited Engineering Chromium Coatings On Ferrous Substratesraulpalma93No ratings yet
- E155-14 Standard Reference Radiographs For Inspection of Aluminum and Magnesium Castings PDFDocument4 pagesE155-14 Standard Reference Radiographs For Inspection of Aluminum and Magnesium Castings PDFVuong Tran VanNo ratings yet
- Sfa-5 8 PDFDocument24 pagesSfa-5 8 PDFgst ajahNo ratings yet
- Iso 8015 - 1985-12-15Document7 pagesIso 8015 - 1985-12-15Ionut FarcasNo ratings yet
- The World's Choice For Corrosion Protection The World's Choice For Corrosion ProtectionDocument2 pagesThe World's Choice For Corrosion Protection The World's Choice For Corrosion ProtectionSquidwardNo ratings yet
- Tol Geom Ansi y 14.5Document33 pagesTol Geom Ansi y 14.5Rebecca TurnerNo ratings yet
- Astm e 1251-2011Document10 pagesAstm e 1251-2011ERDA TPI REPORTNo ratings yet
- Causes of Casting Defects With RemediesDocument6 pagesCauses of Casting Defects With RemediesKavita KaleNo ratings yet
- GB-T 232-2010 Metallic Materials-Bend TestDocument14 pagesGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.No ratings yet
- Problem Solving Techniques Case StudyDocument33 pagesProblem Solving Techniques Case Studyshradha_DAIMSRNo ratings yet
- Why Intensity Isn't Dependent On Exposure Time: Lessons in Intensity and CoverageDocument1 pageWhy Intensity Isn't Dependent On Exposure Time: Lessons in Intensity and CoverageUmit AytarNo ratings yet
- JIS B0419-1991 (Dung Sai Kich Thuoc)Document1 pageJIS B0419-1991 (Dung Sai Kich Thuoc)Giang Nguyễn BáNo ratings yet
- Quality Tools and Techniques-Cause - and - Effect - Diagram - Fall20Document12 pagesQuality Tools and Techniques-Cause - and - Effect - Diagram - Fall20Ashik ShariarNo ratings yet
- Astm A 623 - 08 Tin Mill Products-General RequirementsDocument38 pagesAstm A 623 - 08 Tin Mill Products-General Requirementsjose_ruben_64No ratings yet
- Iso 898 2 2012 en PDFDocument11 pagesIso 898 2 2012 en PDFPablo BritoNo ratings yet
- ISO-1302-1992 - Surface FinishDocument11 pagesISO-1302-1992 - Surface FinishAnil Krishna JangitiNo ratings yet
- Determining The Mechanical Properties of Externally and Internally Threaded Fasteners, Washers, Direct Tension Indicators, and RivetsDocument19 pagesDetermining The Mechanical Properties of Externally and Internally Threaded Fasteners, Washers, Direct Tension Indicators, and RivetsJ. Fabián MenaNo ratings yet
- Imds Recommendation 001 Annex IDocument33 pagesImds Recommendation 001 Annex IAnjali DeshpandeNo ratings yet
- IS-2285 - 2003 - Cast Iron Surface Plates PDFDocument17 pagesIS-2285 - 2003 - Cast Iron Surface Plates PDFkgkganesh8116No ratings yet
- Nondestructive Testing: Macro Etch Testing - This Method of Testing Typically Involves TheDocument3 pagesNondestructive Testing: Macro Etch Testing - This Method of Testing Typically Involves TheJohn JoseNo ratings yet
- IS 8783 (Part-4-Sec.1) - 1995 - HR PVC Insulated - Winding Wires For Submersible MotorsDocument10 pagesIS 8783 (Part-4-Sec.1) - 1995 - HR PVC Insulated - Winding Wires For Submersible Motorsshivam dwivediNo ratings yet
- SMS Casting BreakoutsDocument20 pagesSMS Casting BreakoutsShubham KaushikNo ratings yet
- BS en 1090-2:2008+a1:2011Document1 pageBS en 1090-2:2008+a1:2011234ahmed50% (2)
- Flexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureDocument5 pagesFlexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureNurul Lailatul MuzayadahNo ratings yet
- AC7102.8 Rev NADocument8 pagesAC7102.8 Rev NASatyendra PandeyNo ratings yet
- Determining Hardenability of Steel: Standard Test Methods ForDocument26 pagesDetermining Hardenability of Steel: Standard Test Methods ForJuan Diego Palacio VelasquezNo ratings yet
- DIN - 17022-5-2000 Heat Treatment of Ferrous MaterialDocument13 pagesDIN - 17022-5-2000 Heat Treatment of Ferrous MaterialHitesh SuvarnaNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure VesselsxaviereduardoNo ratings yet
- Is Iso 16160 2005Document11 pagesIs Iso 16160 2005Amber HudsonNo ratings yet
- Microindentation Hardness of Materials: Standard Test Method ForDocument28 pagesMicroindentation Hardness of Materials: Standard Test Method ForSarvesh MishraNo ratings yet
- New StandardsWELDING STANDARDS - VOLVODocument22 pagesNew StandardsWELDING STANDARDS - VOLVORadivojJovanovNo ratings yet
- En 10140-2006Document14 pagesEn 10140-2006KaanMertNo ratings yet
- 15 MetallographyDocument42 pages15 Metallographysuhas110No ratings yet
- Sfa-5.7Document10 pagesSfa-5.7vannie_yundaNo ratings yet
- TM23 - Heat Treatment of Metals PDFDocument32 pagesTM23 - Heat Treatment of Metals PDFAlessio NotariNo ratings yet
- 1.4313 en PDFDocument2 pages1.4313 en PDFZeljko68No ratings yet
- Part 1 (Final 2022-11-21)Document28 pagesPart 1 (Final 2022-11-21)saraNo ratings yet
- Carbon Steels: Hot-Rolled Steel StripDocument7 pagesCarbon Steels: Hot-Rolled Steel Stripwulfgang66No ratings yet
- FastenerDocument46 pagesFastenerTechproNo ratings yet
- Astm A700 05 PDFDocument41 pagesAstm A700 05 PDFirfanlarikhotmailcomNo ratings yet
- Finish Method P90 1. Scope: Finishing Methods 7.0 FM100 7/9/2019Document5 pagesFinish Method P90 1. Scope: Finishing Methods 7.0 FM100 7/9/2019JoshNo ratings yet
- ASTM A333 GR.6 Seamless Low Temperature Pipes PDFDocument7 pagesASTM A333 GR.6 Seamless Low Temperature Pipes PDFraditya putraNo ratings yet
- MIL-I-24768 (Insulation, Plastics, Laminated, Thermosetting General Specification For)Document35 pagesMIL-I-24768 (Insulation, Plastics, Laminated, Thermosetting General Specification For)ccorp0089No ratings yet
- Hot Isostatic Pressing of Steel, Stainless Steel, and Related Alloy CastingsDocument3 pagesHot Isostatic Pressing of Steel, Stainless Steel, and Related Alloy Castingsmohammed karasnehNo ratings yet
- The Complete Guide to Telephone Interview Questions and AnswersFrom EverandThe Complete Guide to Telephone Interview Questions and AnswersNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- What Is Underwater Welding and How It Works?: 6. CraterDocument2 pagesWhat Is Underwater Welding and How It Works?: 6. CraterWeld Bro SandeepNo ratings yet
- Pir 101870817 BDocument42 pagesPir 101870817 BWeld Bro SandeepNo ratings yet
- Xternal Welding DefectsDocument1 pageXternal Welding DefectsWeld Bro SandeepNo ratings yet
- When The Weld Face Extends Beyond The Weld Toe PDFDocument1 pageWhen The Weld Face Extends Beyond The Weld Toe PDFWeld Bro SandeepNo ratings yet
- Pir 102035744 BDocument50 pagesPir 102035744 BWeld Bro SandeepNo ratings yet
- Welding DefectsDocument1 pageWelding DefectsWeld Bro SandeepNo ratings yet
- UndercutDocument1 pageUndercutWeld Bro SandeepNo ratings yet
- Pir 101870816 CDocument51 pagesPir 101870816 CWeld Bro SandeepNo ratings yet
- Lasposities Final Rev3 A3 Formaat PDFDocument1 pageLasposities Final Rev3 A3 Formaat PDFWeld Bro SandeepNo ratings yet
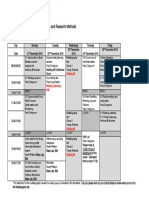
- Welding Systems and Research Methods 2016-17 v2Document1 pageWelding Systems and Research Methods 2016-17 v2Weld Bro SandeepNo ratings yet
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 pageRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepNo ratings yet
- Pir 101870814 DDocument51 pagesPir 101870814 DWeld Bro SandeepNo ratings yet
- Aws d1.1 WPS, PQR & WQTDocument4 pagesAws d1.1 WPS, PQR & WQTWeld Bro SandeepNo ratings yet
- DNV B A M S C: Esab GroupDocument4 pagesDNV B A M S C: Esab GroupJuan RubioNo ratings yet
- PT Level 1 AnswersDocument4 pagesPT Level 1 AnswersWeld Bro SandeepNo ratings yet
- Hinge DrawingDocument1 pageHinge DrawingWeld Bro SandeepNo ratings yet
- Kid ActivitiesDocument10 pagesKid ActivitiesWeld Bro SandeepNo ratings yet
- Rohit Bio DataDocument2 pagesRohit Bio DataWeld Bro SandeepNo ratings yet
- CV FabricatorDocument2 pagesCV FabricatorWeld Bro SandeepNo ratings yet
- QMDocument1 pageQMWeld Bro SandeepNo ratings yet
- Stroy of IndiaDocument2 pagesStroy of IndiaWeld Bro SandeepNo ratings yet
- Stroy of IndiaDocument2 pagesStroy of IndiaWeld Bro SandeepNo ratings yet
- German WordsDocument1 pageGerman WordsWeld Bro SandeepNo ratings yet
- Lined Portrait A4 College PDFDocument1 pageLined Portrait A4 College PDFWeld Bro SandeepNo ratings yet
- NDT Methods NotesDocument1 pageNDT Methods NotesWeld Bro SandeepNo ratings yet
- Weld Inspection Check List: ChecklistDocument3 pagesWeld Inspection Check List: ChecklistMaheshkumar ManeNo ratings yet
- Regulamentul UE 305.2011 ENGLEZADocument39 pagesRegulamentul UE 305.2011 ENGLEZAhalexing5957No ratings yet
- General Familiarity With Other NDT Methods Module 5Document4 pagesGeneral Familiarity With Other NDT Methods Module 5Weld Bro SandeepNo ratings yet
- General Familiarity With Other NDT Methods Module 7Document3 pagesGeneral Familiarity With Other NDT Methods Module 7Weld Bro SandeepNo ratings yet
- Cim New Lesson PlanDocument6 pagesCim New Lesson Planjamunaa83No ratings yet
- CM PV PLMQM G 2015-11Document9 pagesCM PV PLMQM G 2015-11Kovi LokeshNo ratings yet
- Dual Phase (DP) Steels - WorldAutoSteelDocument5 pagesDual Phase (DP) Steels - WorldAutoSteelChandrashekar HiremathNo ratings yet
- Headway Technology Sdn. Bhd. Product CatalogueDocument30 pagesHeadway Technology Sdn. Bhd. Product CatalogueHEADWAY TECHNOLOGY SDN. BHD.No ratings yet
- Audit Report On Waste Management in India PDFDocument120 pagesAudit Report On Waste Management in India PDFPtpgStucNo ratings yet
- Alumina BubblesDocument2 pagesAlumina BubblesJayant ParimalNo ratings yet
- Bibliography PDFDocument4 pagesBibliography PDFhimanshuchawla654No ratings yet
- TYKMA Laser Marking Manual REV214Document30 pagesTYKMA Laser Marking Manual REV214dorin1758100% (1)
- Chapter 11 (Foundry Modernization and Mechanization) 2003Document10 pagesChapter 11 (Foundry Modernization and Mechanization) 2003gere33% (3)
- Absorption and Variable CostingDocument8 pagesAbsorption and Variable CostingGerard Beltran ArcaNo ratings yet
- Air 5065Document11 pagesAir 5065niky186No ratings yet
- 3DQuickPress SolidWorks Case BookDocument16 pages3DQuickPress SolidWorks Case BookgfgfNo ratings yet
- Sheet Metal FormingDocument4 pagesSheet Metal FormingYared AbebeNo ratings yet
- Comparative Study of Aluminium Alloy Pistons ManufacturedDocument3 pagesComparative Study of Aluminium Alloy Pistons ManufacturedMuhamad MachrusNo ratings yet
- Chapter 12 Marketing Channels Delivering Customer Value 14ed NewDocument21 pagesChapter 12 Marketing Channels Delivering Customer Value 14ed NewMohammed KhouliNo ratings yet
- HDBK-1250A Corrosion Prevention PDFDocument47 pagesHDBK-1250A Corrosion Prevention PDFalaincharoyNo ratings yet
- 3M2216Document8 pages3M2216pat_kunal1601No ratings yet
- KE Rubber Expansion Joints: For Liquids and GasesDocument16 pagesKE Rubber Expansion Joints: For Liquids and GasesravikumarangNo ratings yet
- Structural Lightweight ConcreteDocument40 pagesStructural Lightweight ConcreteVishnu G VichuNo ratings yet
- Training Report: Rahul Gupta Ammonia PlantDocument25 pagesTraining Report: Rahul Gupta Ammonia PlantMohit MangalNo ratings yet
- Creusabro 4800Document8 pagesCreusabro 4800ravigurajapuNo ratings yet
- Conditions Leading To Quench Cracking Other Than Severity of QuenchDocument11 pagesConditions Leading To Quench Cracking Other Than Severity of QuenchalsgoodNo ratings yet
- Unit Operations and Unit ProcessesDocument3 pagesUnit Operations and Unit ProcesseslaurenNo ratings yet
- Sewing Room Defects PDFDocument6 pagesSewing Room Defects PDFAlemu HaileNo ratings yet
- B 211 - 02 - Qjixms0wmgDocument10 pagesB 211 - 02 - Qjixms0wmgmercab15No ratings yet
- CB-8488 Energy Recovery (ERI) BrochureDocument16 pagesCB-8488 Energy Recovery (ERI) BrochureHenrique de OliveiraNo ratings yet
- Annexure D - SPIR PDFDocument4 pagesAnnexure D - SPIR PDFharmlesdragonNo ratings yet
- 2017 CMP - Alex DollDocument11 pages2017 CMP - Alex DollrodrigoalcainoNo ratings yet
- Presentation On TCS Customer Service Center & Sales Force AutomationDocument18 pagesPresentation On TCS Customer Service Center & Sales Force AutomationBilal100% (1)
- Role of Packaging 3Document16 pagesRole of Packaging 3FilipNo ratings yet