You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Bill Introducing Agenda 21 - 2130 Into CongressDocument254 pagesBill Introducing Agenda 21 - 2130 Into Congressknownperson100% (2)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Watercolor Landscape PDFDocument132 pagesWatercolor Landscape PDFsabina popovici84% (32)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Complete Aquarium Guide Fish, Plants, & Accessories For Your Aquarium (English)Document288 pagesThe Complete Aquarium Guide Fish, Plants, & Accessories For Your Aquarium (English)Nigel Tuke100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Hand Lay Up Process Guide for Composite ManufacturingDocument29 pagesHand Lay Up Process Guide for Composite ManufacturingRavendran Krishnan100% (2)
- Hand Lay Up Process Guide for Composite ManufacturingDocument29 pagesHand Lay Up Process Guide for Composite ManufacturingRavendran Krishnan100% (2)
- Pandangan Tambahan Tingkatan 4Document16 pagesPandangan Tambahan Tingkatan 4Abdul Muktie80% (5)
- Cambridge Checkpoint Maths P1 Specimen 2012Document12 pagesCambridge Checkpoint Maths P1 Specimen 2012Maryam Rai80% (10)
- Filament WindingDocument21 pagesFilament WindingRavendran KrishnanNo ratings yet
- Form 4 Chapter 3Document11 pagesForm 4 Chapter 3Ravendran KrishnanNo ratings yet
- 2009 KS3 Maths Level 4-6 Paper 2 Calculator AllowedDocument28 pages2009 KS3 Maths Level 4-6 Paper 2 Calculator AllowedRavendran KrishnanNo ratings yet
- Chapter 2 - Orthographic DrawingDocument33 pagesChapter 2 - Orthographic DrawingRavendran KrishnanNo ratings yet
- Figure Shows A Template ABCD. Draw The Template in Full SizeDocument9 pagesFigure Shows A Template ABCD. Draw The Template in Full SizeRavendran KrishnanNo ratings yet
- QuestionsDocument1 pageQuestionsRavendran KrishnanNo ratings yet
- Figure Shows A Template ABCD. Draw The Template in Full SizeDocument9 pagesFigure Shows A Template ABCD. Draw The Template in Full SizeRavendran KrishnanNo ratings yet
- QuestionsDocument1 pageQuestionsRavendran KrishnanNo ratings yet
- India Trip QuoteDocument3 pagesIndia Trip QuoteRavendran KrishnanNo ratings yet
- QuotationDocument1 pageQuotationRavendran KrishnanNo ratings yet
- Assignment 2Document1 pageAssignment 2Ravendran KrishnanNo ratings yet
- ApplicationDocument33 pagesApplicationRavendran KrishnanNo ratings yet
- Experiments in Chapter Two Form FourDocument1 pageExperiments in Chapter Two Form FourRavendran KrishnanNo ratings yet
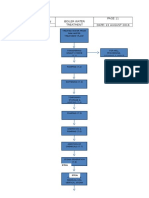
- Boiler Water Treatment ChartDocument2 pagesBoiler Water Treatment ChartRavendran KrishnanNo ratings yet
- Experiments Done in Chapter Three Form FourDocument1 pageExperiments Done in Chapter Three Form FourRavendran KrishnanNo ratings yet
- Experiments in Chapter 5 Form 4 PhysicsDocument1 pageExperiments in Chapter 5 Form 4 PhysicsRavendran KrishnanNo ratings yet
- Injection MouldingDocument11 pagesInjection MouldingRavendran KrishnanNo ratings yet
- 8:00 AM 9:00 AM 10:00 AM 11:00 AM 12:00 PM 1:00 PM 2:00 PM 3:00 PM 4:00 PM Monday Tuesday Wednesday Thursday FridayDocument2 pages8:00 AM 9:00 AM 10:00 AM 11:00 AM 12:00 PM 1:00 PM 2:00 PM 3:00 PM 4:00 PM Monday Tuesday Wednesday Thursday FridayRavendran KrishnanNo ratings yet
- Experiments in Chapter 5 Form 4 PhysicsDocument1 pageExperiments in Chapter 5 Form 4 PhysicsRavendran KrishnanNo ratings yet
- Experiments in Chapter 5 Form 4 PhysicsDocument1 pageExperiments in Chapter 5 Form 4 PhysicsRavendran KrishnanNo ratings yet
- Experiments Done in Chapter Three Form FourDocument1 pageExperiments Done in Chapter Three Form FourRavendran KrishnanNo ratings yet
- Experiments Done in Chapter Three Form FourDocument1 pageExperiments Done in Chapter Three Form FourRavendran KrishnanNo ratings yet
- Experiments in Chapter Two Form FourDocument1 pageExperiments in Chapter Two Form FourRavendran KrishnanNo ratings yet
- ### 9:00:00 AM ### ### ### ### Monday Tuesday Wednesday Thursday FridayDocument2 pages### 9:00:00 AM ### ### ### ### Monday Tuesday Wednesday Thursday FridayRavendran KrishnanNo ratings yet
- ### 9:00:00 AM ### ### ### ### Monday Tuesday Wednesday Thursday FridayDocument2 pages### 9:00:00 AM ### ### ### ### Monday Tuesday Wednesday Thursday FridayRavendran KrishnanNo ratings yet
- Semi - Detailed Lesson Plan EnglishDocument5 pagesSemi - Detailed Lesson Plan EnglishJhullian Frederick Val VergaraNo ratings yet
- Yojana June 2013Document64 pagesYojana June 2013vivekbhuchemNo ratings yet
- Principles of LandscapingDocument96 pagesPrinciples of Landscapingshivpal singh100% (1)
- Cambridge International General Certificate of Secondary EducationDocument4 pagesCambridge International General Certificate of Secondary EducationVenyNo ratings yet
- Anr 0790Document398 pagesAnr 0790nitishNo ratings yet
- Green by Dhruv Futnani - International Profile Jan 2015Document4 pagesGreen by Dhruv Futnani - International Profile Jan 2015sarikaNo ratings yet
- Resource Conserving Architecture Biofuel Energy AssignmentDocument19 pagesResource Conserving Architecture Biofuel Energy AssignmentAr Varun Verma100% (1)
- Some Aspects of Coastal Zone Management PDFDocument18 pagesSome Aspects of Coastal Zone Management PDFErick RCNo ratings yet
- Tourism Industry Profile IndiaDocument23 pagesTourism Industry Profile IndiaPrince Satish Reddy50% (2)
- Prakash Chandra Misra - Approved SynopsisDocument22 pagesPrakash Chandra Misra - Approved SynopsisAnujNo ratings yet
- The Issue of Climate Change - Final Draft - Lauren Bosteder 4Document14 pagesThe Issue of Climate Change - Final Draft - Lauren Bosteder 4api-582614192No ratings yet
- OMB Decision On PL110080Document22 pagesOMB Decision On PL110080mikeboosNo ratings yet
- 10.2305 IUCN - UK.2022-1.RLTS.T10269A135087846.enDocument15 pages10.2305 IUCN - UK.2022-1.RLTS.T10269A135087846.enLaurentiu BurlacuNo ratings yet
- Convergence MoaDocument3 pagesConvergence MoaAkosiabandoned JorjeNo ratings yet
- RajvanshDocument7 pagesRajvanshrajvansh katiyarNo ratings yet
- Faunal Diversity of Nicobar Biosphere Bhupender Yadav IntroDocument13 pagesFaunal Diversity of Nicobar Biosphere Bhupender Yadav IntroDebiGoenkaCATNo ratings yet
- MBGPress2013 1Document68 pagesMBGPress2013 1Pablo Najarro CerónNo ratings yet
- Constructed wetlands design, construction and maintenance guideDocument28 pagesConstructed wetlands design, construction and maintenance guideDiego López GonzálesNo ratings yet
- Green FMCG Products Study Examines Consumer PerceptionsDocument9 pagesGreen FMCG Products Study Examines Consumer PerceptionsSandeep BhatiaNo ratings yet
- Botany Deleted and Added Portion - 231009 - 144101Document2 pagesBotany Deleted and Added Portion - 231009 - 144101ABCD Play schoolNo ratings yet
- Man-Environmental Interactions in The SunderbanDocument18 pagesMan-Environmental Interactions in The SunderbangeofetcherNo ratings yet
- Ecological Succession ExplainedDocument24 pagesEcological Succession ExplainedchetanNo ratings yet
- A Study On The Modernisation of Rural Tanks and Sustainable Rural Livelihoods in Villupuram District, TamilnaduDocument8 pagesA Study On The Modernisation of Rural Tanks and Sustainable Rural Livelihoods in Villupuram District, TamilnaduarcherselevatorsNo ratings yet
- Public House Walks: The Empress of BlandingsDocument2 pagesPublic House Walks: The Empress of BlandingsmensapertaNo ratings yet
- Godavarman CaseDocument9 pagesGodavarman CaseTushar SaxenaNo ratings yet
- EVS Module 5Document3 pagesEVS Module 5darshan achuNo ratings yet
- Third Party Political PlatformDocument6 pagesThird Party Political PlatformMatthew GreenNo ratings yet