You might also like
- Quality Control of Lee JeansDocument17 pagesQuality Control of Lee JeansLalit ChaudharyNo ratings yet
- Corporate Standard CPS0098: 1 ScopeDocument11 pagesCorporate Standard CPS0098: 1 Scopempedraza-1No ratings yet
- Standards and SpecificationDocument35 pagesStandards and SpecificationBhaswati PandaNo ratings yet
- Apparel Internship VNGL: By: Kenneth Kikan Siddhant KaushikDocument26 pagesApparel Internship VNGL: By: Kenneth Kikan Siddhant KaushikApoorv MohanNo ratings yet
- Antenna Seatel Series 94 Troubleshooting GuideDocument248 pagesAntenna Seatel Series 94 Troubleshooting GuideDo0k13100% (3)
- IPCA Precast Concrete Frames GuideDocument58 pagesIPCA Precast Concrete Frames GuideMaurício Ferreira100% (1)
- Image Filtering: Low and High FrequencyDocument5 pagesImage Filtering: Low and High FrequencyvijayNo ratings yet
- Implementing Industrial Engineering As A Tool in The IndustryDocument37 pagesImplementing Industrial Engineering As A Tool in The IndustryMeenal GraceNo ratings yet
- Formula#1Document13 pagesFormula#1AuraNo ratings yet
- Improving Productivity of Garment Industry With Time Study October 2017Document6 pagesImproving Productivity of Garment Industry With Time Study October 2017rasel miahNo ratings yet
- Total Quality in Garment IndustryDocument5 pagesTotal Quality in Garment IndustryMuhammad AliNo ratings yet
- Implementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtDocument80 pagesImplementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtAdnan HameedNo ratings yet
- Naina ApparelsDocument11 pagesNaina ApparelsAman DeepNo ratings yet
- An Introduction To Apparel QualityDocument143 pagesAn Introduction To Apparel QualityAvinash SinghNo ratings yet
- Apparel Quality Management Case Study Analysis PDFDocument36 pagesApparel Quality Management Case Study Analysis PDFNadarajNo ratings yet
- Textile Raw Material Inspection: 1. FabricDocument46 pagesTextile Raw Material Inspection: 1. FabricJaswant SinghNo ratings yet
- Fabric Check ProcedureDocument7 pagesFabric Check ProcedureEleni LanaraNo ratings yet
- Apparel Quality Management: Assignment Ii Total Quality Management Practices in Opex Group, BangladeshDocument11 pagesApparel Quality Management: Assignment Ii Total Quality Management Practices in Opex Group, BangladeshShivani JayanthNo ratings yet
- Section - I Company Overview: Aquarelle India Pvt. LTDDocument79 pagesSection - I Company Overview: Aquarelle India Pvt. LTDShivasrri SethuramanNo ratings yet
- TLS PDFDocument36 pagesTLS PDFAmrita KhatriNo ratings yet
- IE SOP - Standard Operating Procedure of Industrial Engineering Department - Garments-InfoDocument3 pagesIE SOP - Standard Operating Procedure of Industrial Engineering Department - Garments-InfoSayed Aasim JawaidNo ratings yet
- Cost Control Apparel IndustryDocument20 pagesCost Control Apparel IndustryjitinsharmanewNo ratings yet
- Plant Layout Assignment 1Document12 pagesPlant Layout Assignment 1Debdeep GhoshNo ratings yet
- Garment Inspection Criteria CodesDocument9 pagesGarment Inspection Criteria CodesKarthick Jayaram Karthick JayaramNo ratings yet
- Plant Layout - IDocument16 pagesPlant Layout - ITanya rajNo ratings yet
- Fabric Defects: - Causes - Types - 4 Point System For MeasuringDocument8 pagesFabric Defects: - Causes - Types - 4 Point System For MeasuringTarang MathurNo ratings yet
- Erp For Fashion Business: AssignmentDocument38 pagesErp For Fashion Business: AssignmentKhushbuNo ratings yet
- Standardization of Apparel Manufacturing Industry Focusing On "Cutting Section"Document8 pagesStandardization of Apparel Manufacturing Industry Focusing On "Cutting Section"Anish RajNo ratings yet
- Internship at ARVIND APPARELSDocument84 pagesInternship at ARVIND APPARELSNeetek SahayNo ratings yet
- Quality Control in Garment IndustryDocument4 pagesQuality Control in Garment IndustryOnlineClothing Study100% (1)
- Methods of Improving Productivity in AppDocument12 pagesMethods of Improving Productivity in AppThịnh Nguyễn HữuNo ratings yet
- Production Planning 18 StepsDocument19 pagesProduction Planning 18 StepsFaraz AliNo ratings yet
- Session 2 - Apparel Production SystemsDocument25 pagesSession 2 - Apparel Production SystemsPuja PrasadNo ratings yet
- Essential Fabric Quality Reports For Bulk Cutting Approval of FabricsDocument7 pagesEssential Fabric Quality Reports For Bulk Cutting Approval of FabricsHarmendar S KothariNo ratings yet
- Cutting Room TechnologiesDocument52 pagesCutting Room TechnologiesMuhammad Iqbal ShaikhNo ratings yet
- Garment Industry DepartmentsDocument61 pagesGarment Industry DepartmentsDeepthi SonuNo ratings yet
- QC Tools in Apparel Industry Submitted by Priyanka KumariDocument22 pagesQC Tools in Apparel Industry Submitted by Priyanka Kumaripriyanka royNo ratings yet
- Sewing Defects in Apparel IndustryDocument3 pagesSewing Defects in Apparel IndustryMadhavi Ajay NagarNo ratings yet
- Spreading and Cutting HandoutDocument7 pagesSpreading and Cutting HandoutAlemu HaileNo ratings yet
- Strategies To Reduce Wastage in A Garment Export HouseDocument8 pagesStrategies To Reduce Wastage in A Garment Export Houseanshushah_144850168No ratings yet
- Knit Asia Operation ProcessDocument12 pagesKnit Asia Operation ProcessParvezMridhaNo ratings yet
- 1 Implementation of Six Sigma To MinimizeDocument8 pages1 Implementation of Six Sigma To MinimizeSHASHANK ROHITNo ratings yet
- PGCL Quality ManualDocument85 pagesPGCL Quality Manualsahadat0% (2)
- Vaisistha Aqm Ii Assignment IDocument7 pagesVaisistha Aqm Ii Assignment IVaisistha BalNo ratings yet
- SGS DXLG Testing ManualDocument47 pagesSGS DXLG Testing ManualTahir Nizam100% (1)
- SCAP End Term Jury Assignment by Ashutosh Shukla and Karma NegiDocument7 pagesSCAP End Term Jury Assignment by Ashutosh Shukla and Karma Negikarma negiNo ratings yet
- GMM - Fabric Cutting AssignmentDocument10 pagesGMM - Fabric Cutting AssignmentsatexNo ratings yet
- Apparel Industrial EngineeringDocument4 pagesApparel Industrial EngineeringkbalabalaNo ratings yet
- 5S Implementation in Apparel IndustryDocument9 pages5S Implementation in Apparel IndustryAlpha Excellence consultingNo ratings yet
- Dyeing and Printing DefectsDocument35 pagesDyeing and Printing DefectsGemeda GebinoNo ratings yet
- Project IeDocument90 pagesProject IeZubayer AhmmedNo ratings yet
- Plant Layout Final 1Document50 pagesPlant Layout Final 1Sanjit Pandey100% (3)
- Apparel Production SystemDocument8 pagesApparel Production Systemghosh7171No ratings yet
- Investigation of Final Inspection Report Reasons of Quality Fail and Their RemediesDocument91 pagesInvestigation of Final Inspection Report Reasons of Quality Fail and Their RemediesRanjeetKamatNo ratings yet
- Internship @naharDocument26 pagesInternship @naharGourab Mondal100% (1)
- Apparel Quality ManagementDocument24 pagesApparel Quality ManagementManish GuptaNo ratings yet
- Quality Controls in Cutting RoomDocument34 pagesQuality Controls in Cutting RoomSehrish NaveedNo ratings yet
- Knitwear Technology (Cutting & Sewing) - APM 7402 - Note Book-1Document25 pagesKnitwear Technology (Cutting & Sewing) - APM 7402 - Note Book-1shahinrezaNo ratings yet
- L-5 (Marker Making)Document17 pagesL-5 (Marker Making)Kashfmm100% (1)
- General Steucture of Denim Garment UnitDocument17 pagesGeneral Steucture of Denim Garment UnitumairvmdNo ratings yet
- Factory Report 2Document6 pagesFactory Report 2Chen Wei Sassei-KetsuNo ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Mpaps S B 4.101 Gs PLDocument6 pagesMpaps S B 4.101 Gs PLmpedraza-1No ratings yet
- CEMS G-5 Part 1ADocument7 pagesCEMS G-5 Part 1Ampedraza-1No ratings yet
- Mpaps D 7130Document4 pagesMpaps D 7130mpedraza-1No ratings yet
- Qs865atez Data GR&RDocument2 pagesQs865atez Data GR&Rmpedraza-1No ratings yet
- RequirementsDocument18 pagesRequirementsmpedraza-1No ratings yet
- Auditoria Por CapasDocument23 pagesAuditoria Por Capasmpedraza-1No ratings yet
- Bernoulli PDFDocument19 pagesBernoulli PDFmpedraza-1No ratings yet
- CD6 Prototype Control PlanDocument3 pagesCD6 Prototype Control Planmpedraza-1No ratings yet
- DOE Paint Pops On Seam: CMT Columbus, OHDocument13 pagesDOE Paint Pops On Seam: CMT Columbus, OHmpedraza-1No ratings yet
- CD6 Prototype PFMEADocument4 pagesCD6 Prototype PFMEAmpedraza-1No ratings yet
- Guideline APQP Workbook Rev DDocument19 pagesGuideline APQP Workbook Rev Dmpedraza-1100% (1)
- E-Coating Process FinalDocument1 pageE-Coating Process Finalmpedraza-1No ratings yet
- English Grammar: Prepositions of TimeDocument3 pagesEnglish Grammar: Prepositions of Timempedraza-1No ratings yet
- Adverbs That Tell Us For How LongDocument2 pagesAdverbs That Tell Us For How Longmpedraza-1No ratings yet
- AtlasDocument44 pagesAtlasmpedraza-1No ratings yet
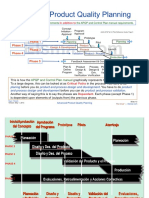
- 5 Fases Del Apqp (Core)Document5 pages5 Fases Del Apqp (Core)mpedraza-1No ratings yet
- Prepositions of Place: At, In, On: at For A POINT in For An Enclosed Space On For A SURFACEDocument4 pagesPrepositions of Place: At, In, On: at For A POINT in For An Enclosed Space On For A SURFACEmpedraza-1No ratings yet
- Doe Imc 1 - October 2007Document9 pagesDoe Imc 1 - October 2007mpedraza-1No ratings yet
- Expressing The Date: For Single Days and Dates We Use OnDocument2 pagesExpressing The Date: For Single Days and Dates We Use Onmpedraza-1No ratings yet
- MCE Cambridge Primary Maths 2E Stage6 PPT C05Document25 pagesMCE Cambridge Primary Maths 2E Stage6 PPT C05Novi YufitriNo ratings yet
- Etha FoamDocument4 pagesEtha Foaml561926No ratings yet
- User's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadDocument11 pagesUser's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadGaurav GangwarNo ratings yet
- 7.proceeding Snib-Eng Dept, Pnp-IndonesiaDocument11 pages7.proceeding Snib-Eng Dept, Pnp-IndonesiamissfifitNo ratings yet
- About The ProjectDocument5 pagesAbout The Projectanand kumarNo ratings yet
- Resume of P Sateesh Kumar PDFDocument6 pagesResume of P Sateesh Kumar PDFsateesh kumarNo ratings yet
- Pump NPSHDocument3 pagesPump NPSHDurjoy ChakrabortyNo ratings yet
- Sample Ravens SPM Online ReportDocument5 pagesSample Ravens SPM Online ReportAyaw Jud Ko LabdaNo ratings yet
- A & A Food NutritionDocument2 pagesA & A Food NutritionAnil SodhaNo ratings yet
- Finding The Right Materials ESPDocument8 pagesFinding The Right Materials ESPEdison Dela Cruz Jr.100% (1)
- Using Fonts Installed in Local Texlive - TeX - LaTeX Stack ExchangeDocument8 pagesUsing Fonts Installed in Local Texlive - TeX - LaTeX Stack ExchangeFuncionario CepaaNo ratings yet
- Lesson 15 Validity of Measurement and Reliability PDFDocument3 pagesLesson 15 Validity of Measurement and Reliability PDFMarkChristianRobleAlmazanNo ratings yet
- Smart Car Parking and It's TechnologyDocument4 pagesSmart Car Parking and It's TechnologyRahulSarkerNo ratings yet
- Distributed Caching Algorithms For Content Distribution NetworksDocument22 pagesDistributed Caching Algorithms For Content Distribution NetworksgodgivenhomesNo ratings yet
- Attitude Summary MFDocument8 pagesAttitude Summary MFAraz YagubluNo ratings yet
- TKL Pump - Data - SheetDocument1 pageTKL Pump - Data - Sheetธนาชัย เต็งจิรธนาภาNo ratings yet
- FolioDocument3 pagesFolioNOORSUHAININo ratings yet
- Easyworship Documentation ManualDocument34 pagesEasyworship Documentation ManualAragorn100% (2)
- Building DesignDocument68 pagesBuilding DesignRafael Lemos100% (1)
- Final Year Project ProposalDocument6 pagesFinal Year Project ProposalHarisSafiNo ratings yet
- ABB - Fuses Vs FuselessDocument18 pagesABB - Fuses Vs Fuselesskhalid100% (1)
- Revisión Sistemática Toxina BotulínicaDocument8 pagesRevisión Sistemática Toxina BotulínicaJean Pierre Romero FebresNo ratings yet
- Sr. No. Reference - Id Name NQT - Reference - Id Email - Id Highest Institute Name Qualification SpecializationDocument6 pagesSr. No. Reference - Id Name NQT - Reference - Id Email - Id Highest Institute Name Qualification SpecializationKinzang NamgayNo ratings yet
- Demographics Data Table: Lesson 1: Step 1Document3 pagesDemographics Data Table: Lesson 1: Step 1Julia AbreuNo ratings yet
- Aster 30 Sampt PDFDocument2 pagesAster 30 Sampt PDFmig29No ratings yet
- Growth Mindset Intermediate Lesson Plans The Ned ShowDocument16 pagesGrowth Mindset Intermediate Lesson Plans The Ned ShowGôis Madson100% (2)
- Ice305 Lab5Document13 pagesIce305 Lab5Arnab SarkerNo ratings yet