You might also like
- Icf-Pioneering in A Changing Economic EnvironmentDocument18 pagesIcf-Pioneering in A Changing Economic Environment0502raviNo ratings yet
- CANFAN Airzon BLDC Super Efficient Fans - ICF PeramburDocument13 pagesCANFAN Airzon BLDC Super Efficient Fans - ICF Perambur0502raviNo ratings yet
- WELDABILITY of SteelDocument41 pagesWELDABILITY of Steel0502ravi100% (1)
- I So AwarenessDocument32 pagesI So Awareness0502raviNo ratings yet
- E1648-01 Aluminum Fusion WeldsDocument3 pagesE1648-01 Aluminum Fusion Welds0502raviNo ratings yet
- Time StudyDocument28 pagesTime Study0502raviNo ratings yet
- 7310 - 1 - 1974Document12 pages7310 - 1 - 19740502raviNo ratings yet
- Weld DefectsDocument6 pagesWeld Defects0502raviNo ratings yet
- Is-16003-2012-Specification and Qualification of WeldingDocument23 pagesIs-16003-2012-Specification and Qualification of WeldingvijaykumarnNo ratings yet
- Welding VisualDocument25 pagesWelding Visual0502ravi100% (1)
- Fmea 1Document22 pagesFmea 10502raviNo ratings yet
- To CNC Machines & RobotsDocument29 pagesTo CNC Machines & Robots0502raviNo ratings yet
- Wps 15614 TemplateDocument2 pagesWps 15614 Template0502raviNo ratings yet
- WELDABILITY of SteelDocument41 pagesWELDABILITY of Steel0502ravi100% (1)
- SmawDocument11 pagesSmaw0502raviNo ratings yet
- GR ExercisesDocument10 pagesGR Exercises0502raviNo ratings yet
- Welding ElectrodesDocument19 pagesWelding ElectrodesVijayan MunuswamyNo ratings yet
- DIN 6700-2 Standard for Welding of Rail VehiclesDocument27 pagesDIN 6700-2 Standard for Welding of Rail Vehicles0502ravi100% (1)
- Stainless Steel DefectsDocument30 pagesStainless Steel Defects0502ravi100% (1)
- Welding Defect PhotoDocument14 pagesWelding Defect Photo0502raviNo ratings yet
- EN 1011 welding standards for stainless steelDocument25 pagesEN 1011 welding standards for stainless steel0502ravi100% (1)
- Ss WeldingDocument12 pagesSs Welding0502ravi100% (1)
- Advanced welding techniques for joining metalsDocument11 pagesAdvanced welding techniques for joining metals0502ravi100% (1)
- WELDABILITY of SteelDocument41 pagesWELDABILITY of Steel0502ravi100% (1)
- Terms in Welding Standard en 15085Document6 pagesTerms in Welding Standard en 150850502raviNo ratings yet
- Iso 3834Document11 pagesIso 38340502ravi100% (1)
- WPSPQRDocument11 pagesWPSPQR0502raviNo ratings yet
- Welding DefectsDocument47 pagesWelding Defects0502raviNo ratings yet
- Welding of Stainless SteelsDocument11 pagesWelding of Stainless Steels0502raviNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Technical Recommendations For Choke Valve Specifications: ReferenceDocument4 pagesTechnical Recommendations For Choke Valve Specifications: ReferencejowarNo ratings yet
- Government of India Ministry of Railways: DraftDocument26 pagesGovernment of India Ministry of Railways: DraftraveenNo ratings yet
- pc200 7 Main Pump Test MethodDocument26 pagespc200 7 Main Pump Test Methodalfred100% (1)
- AS 1056.1-1991 Storage Water Heaters - General RequirementsDocument43 pagesAS 1056.1-1991 Storage Water Heaters - General RequirementsChetan ChopraNo ratings yet
- Spigot Product Spec Sheet 1614023137Document1 pageSpigot Product Spec Sheet 1614023137Cojuhari SergiuNo ratings yet
- Parts Manual Parts Manual Service Manual: Reach TrucksDocument22 pagesParts Manual Parts Manual Service Manual: Reach TrucksChristian Bedoya10% (10)
- 2016 3 1 4 ClucasDocument18 pages2016 3 1 4 ClucasAhmed S. El DenNo ratings yet
- G 1.1 Sohc-01Document1 pageG 1.1 Sohc-01Luis GarcíaNo ratings yet
- Yamaha FZS600 Fazer 1999 Parts CatalogueDocument49 pagesYamaha FZS600 Fazer 1999 Parts CatalogueAndr224No ratings yet
- Man Truck Central On-Board Computer System Description T 64 2nd Edition Electrical SystemDocument159 pagesMan Truck Central On-Board Computer System Description T 64 2nd Edition Electrical SystemServicepart Support100% (5)
- FAGOR Innovation 8kgDocument22 pagesFAGOR Innovation 8kgmenloparckNo ratings yet
- Tut3 - Bending Moment and Shear Force Diagrams - MemoDocument12 pagesTut3 - Bending Moment and Shear Force Diagrams - MemoDazzle Njabs MbungeleNo ratings yet
- Department of Aerospace Engineering: Chapter-1 Review of Basic Definitions & EquationsDocument53 pagesDepartment of Aerospace Engineering: Chapter-1 Review of Basic Definitions & EquationsJASHANPREET SINGHNo ratings yet
- Unit 4Document36 pagesUnit 4hisuresh196No ratings yet
- Technical Manual Mecanical Bumper SubDocument6 pagesTechnical Manual Mecanical Bumper SubYeisson Rubio100% (1)
- Corporate Brochure Part No. TitleDocument15 pagesCorporate Brochure Part No. TitleAnonymous V9fdC6No ratings yet
- Wind Loading CalculationDocument2 pagesWind Loading CalculationMallesh NenkatNo ratings yet
- Mechanical Engineering Design Drawings CollectionDocument41 pagesMechanical Engineering Design Drawings CollectiongundhiufsNo ratings yet
- Costs of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CDocument7 pagesCosts of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CNishithNo ratings yet
- RVX Upgrade Ps 100 7 Ea4Document8 pagesRVX Upgrade Ps 100 7 Ea4Mark HydeNo ratings yet
- ASTM A153 Guide for Galvanized Hardware & FastenersDocument5 pagesASTM A153 Guide for Galvanized Hardware & FastenersMekhmanNo ratings yet
- 57 en 12952-4 2011 PDFDocument21 pages57 en 12952-4 2011 PDFalilka404100% (1)
- Electrical Equipment Layout GuideDocument25 pagesElectrical Equipment Layout GuideAgus Dani100% (1)
- Peake and Tobak 3D SeparationDocument25 pagesPeake and Tobak 3D SeparationPablitox84No ratings yet
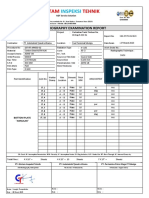
- Pt. Gintam Tehnik: InspeksiDocument5 pagesPt. Gintam Tehnik: Inspeksirizky youlandaNo ratings yet
- Esr-1990 Fis emDocument18 pagesEsr-1990 Fis emEduardo Antonio Duran SepulvedaNo ratings yet
- EASA Piston Engine Module Tutorial QuestionsDocument19 pagesEASA Piston Engine Module Tutorial QuestionsJoseph Timoney100% (5)
- Goodyear Hydraulics Adapters Catalog PDFDocument165 pagesGoodyear Hydraulics Adapters Catalog PDFpsolutions.franciscoNo ratings yet
- INSTRUMENTED PILE LOAD TEST REPORTDocument24 pagesINSTRUMENTED PILE LOAD TEST REPORTsandrock92No ratings yet