You might also like
- Startup PNL Tool - 0Document62 pagesStartup PNL Tool - 0Shahazad ShaikNo ratings yet
- Application Form StudentMember SMDocument16 pagesApplication Form StudentMember SMShahazad ShaikNo ratings yet
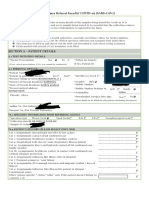
- Sample Id: Sample Id: 6284347 Icmr Specimen Referral Form Icmr Specimen Referral Form For For Covid-19 (Sars-Cov2) Covid-19 (Sars-Cov2)Document2 pagesSample Id: Sample Id: 6284347 Icmr Specimen Referral Form Icmr Specimen Referral Form For For Covid-19 (Sars-Cov2) Covid-19 (Sars-Cov2)Praveen KumarNo ratings yet
- AP Single Desk Policy 2015 20Document12 pagesAP Single Desk Policy 2015 20Shahazad ShaikNo ratings yet
- A Report On StudentDocument1 pageA Report On StudentShahazad ShaikNo ratings yet
- NCR .Document1 pageNCR .Shahazad ShaikNo ratings yet
- Barkhausen Noise Analysis PDFDocument4 pagesBarkhausen Noise Analysis PDFShahazad ShaikNo ratings yet
- Trading Summary Profit and LossDocument1 pageTrading Summary Profit and LossSHEIKHAYUBNo ratings yet
- PdfjoinerDocument57 pagesPdfjoinerShahazad ShaikNo ratings yet
- FM-10 Customer FeedbackDocument1 pageFM-10 Customer FeedbackShahazad ShaikNo ratings yet
- Design and Construction of Common Brake TypesDocument19 pagesDesign and Construction of Common Brake TypesShahazad ShaikNo ratings yet
- AP Govt Recruitment for 23 Assistant Motor Vehicle Inspector PostsDocument24 pagesAP Govt Recruitment for 23 Assistant Motor Vehicle Inspector PostsShahazad ShaikNo ratings yet
- Design of BrakesDocument18 pagesDesign of BrakesShahazad ShaikNo ratings yet
- Design and Construction of Common Brake TypesDocument19 pagesDesign and Construction of Common Brake TypesShahazad ShaikNo ratings yet
- FM-10 B Complain FORMDocument1 pageFM-10 B Complain FORMShahazad ShaikNo ratings yet
- List of Experiments on a Universal Testing MachineDocument30 pagesList of Experiments on a Universal Testing MachineShahazad ShaikNo ratings yet
- CounsellorsDocument4 pagesCounsellorsShahazad ShaikNo ratings yet
- Science Is About Knowing and Engineering Is About DoingDocument1 pageScience Is About Knowing and Engineering Is About DoingShahazad ShaikNo ratings yet
- Isometric Projections: Engineering GraphicsDocument15 pagesIsometric Projections: Engineering GraphicsShahazad ShaikNo ratings yet
- Assignment QuestionsDocument4 pagesAssignment QuestionsShahazad ShaikNo ratings yet
- Application Form StudentMember SMDocument5 pagesApplication Form StudentMember SMShahazad ShaikNo ratings yet
- Application Form StudentMember SMDocument16 pagesApplication Form StudentMember SMShahazad ShaikNo ratings yet
- Application Form StudentMember SMDocument5 pagesApplication Form StudentMember SMShahazad ShaikNo ratings yet
- Rajiv Gandhi University of Knowledge Technologies, Andhra PradeshDocument1 pageRajiv Gandhi University of Knowledge Technologies, Andhra Pradeshshehzadshk01_3996181No ratings yet
- Curves: Engineering GraphicsDocument18 pagesCurves: Engineering GraphicsShahazad ShaikNo ratings yet
- DisciplineDocument1 pageDisciplineShahazad ShaikNo ratings yet
- Rajiv Gandhi University of Knowledge Technologies, Andhra PradeshDocument1 pageRajiv Gandhi University of Knowledge Technologies, Andhra PradeshShahazad ShaikNo ratings yet
- Assignment Questions MeDocument4 pagesAssignment Questions MeShahazad ShaikNo ratings yet
- Assignment QuestionsDocument1 pageAssignment QuestionsShahazad ShaikNo ratings yet
- Assignment Questions MDocument2 pagesAssignment Questions MShahazad ShaikNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Indus ValleyDocument37 pagesIndus ValleySwati Shukla100% (1)
- MO DUL: Basic Education Grade 9Document5 pagesMO DUL: Basic Education Grade 9Josua AndesNo ratings yet
- The Next World - Harry & Ginny 4eva - Fan FictionDocument521 pagesThe Next World - Harry & Ginny 4eva - Fan FictionrfatimajaferiNo ratings yet
- Zwerger K Wood and Wood Joints Building Traditions of EuropeDocument320 pagesZwerger K Wood and Wood Joints Building Traditions of EuropeOmer tuzaque100% (1)
- Woodwork JointsHow They Are Set Out, How Made and Where Used. by Fairham, WilliamDocument156 pagesWoodwork JointsHow They Are Set Out, How Made and Where Used. by Fairham, WilliamGutenberg.org100% (6)
- Irregular Verbs TestDocument1 pageIrregular Verbs TestJonathan Noriega100% (1)
- Lesson 1: Task1: Find 10 Idioms With The Verb "To Look" + Task2: Write Their ExplanationsDocument2 pagesLesson 1: Task1: Find 10 Idioms With The Verb "To Look" + Task2: Write Their ExplanationsAndreea DorofteiNo ratings yet
- 10 Daniel 9 CommentaryDocument12 pages10 Daniel 9 CommentaryJonathan PhotiusNo ratings yet
- MACEDONIAN FOLKLORE TALESDocument396 pagesMACEDONIAN FOLKLORE TALESΚώστας ΚόκκοραςNo ratings yet
- D - Unit - Shift-1Document22 pagesD - Unit - Shift-1JKKNIUNo ratings yet
- PCB Work FacultyDocument55 pagesPCB Work Facultydhamo1No ratings yet
- A Christmas Carol - Charles DickensDocument93 pagesA Christmas Carol - Charles DickensiisPublishNo ratings yet
- Olives Ocean Discussion GuideDocument1 pageOlives Ocean Discussion Guideapi-271982029No ratings yet
- Y14 6 2001 PDFDocument27 pagesY14 6 2001 PDFlakshmichandranath889No ratings yet
- List of Corporate Customers: Slno Customer Name Address Phoneno Fax No Contact Person RemarksDocument239 pagesList of Corporate Customers: Slno Customer Name Address Phoneno Fax No Contact Person Remarksramansharma1769100% (1)
- Case Studies NL37Document1 pageCase Studies NL37laura alonsoNo ratings yet
- Steedman 11Document24 pagesSteedman 11RolandoNo ratings yet
- Industry Company Name: FMCG Hindustan Unilever Limited Sanjiv MehtaDocument41 pagesIndustry Company Name: FMCG Hindustan Unilever Limited Sanjiv MehtaUtkarsh GuptaNo ratings yet
- Zhu Xiao Mei - The Secret Piano, From Mao's Labor Camps To Bach's Goldberg VariationsDocument166 pagesZhu Xiao Mei - The Secret Piano, From Mao's Labor Camps To Bach's Goldberg Variationsay2004jan50% (2)
- A Christmas Carol Charles DickensDocument1 pageA Christmas Carol Charles DickensGriselda RodriguezNo ratings yet
- Underground: by Ika NatassaDocument5 pagesUnderground: by Ika NatassaKhalida Zia SiregarNo ratings yet
- The Un Private HouseDocument2 pagesThe Un Private HouseAleksandraNo ratings yet
- ENGINEERING GRAPHICS TITLEDocument39 pagesENGINEERING GRAPHICS TITLEsugunay123No ratings yet
- Dear YouDocument6 pagesDear YouSue SandraNo ratings yet
- Demostrative Pronouns: Verb To Be (Positive, Negative, Interrogative, Short Answer (2)Document7 pagesDemostrative Pronouns: Verb To Be (Positive, Negative, Interrogative, Short Answer (2)Diego Mejia Diego MejiaNo ratings yet
- FCE: Use of English: Open Cloze ExercisesDocument4 pagesFCE: Use of English: Open Cloze Exercisesteacher fernando70% (10)
- Disputers of The Tao-Kwong-Loi ShunDocument4 pagesDisputers of The Tao-Kwong-Loi Shunlining quNo ratings yet
- NayeonieejeongyeonsanajihyooooominadahyuuuuuunyyyDocument5 pagesNayeonieejeongyeonsanajihyooooominadahyuuuuuunyyyNayeon LimNo ratings yet
- Pizza OvenDocument8 pagesPizza OvenNebojsa GolubovicNo ratings yet
- MoviesDocument5 pagesMoviesfilekeepsNo ratings yet