You might also like
- Input-Output Structure and Material Balances for Toluene Hydroalkylation ProcessDocument43 pagesInput-Output Structure and Material Balances for Toluene Hydroalkylation ProcesshammadNo ratings yet
- Chapter 5Document23 pagesChapter 5Ghaya Bani RushaidNo ratings yet
- Chapter 2Document38 pagesChapter 2Thanhthung DinhNo ratings yet
- Hierarchy of Decisions in Process Design and SynthesisDocument35 pagesHierarchy of Decisions in Process Design and SynthesisThanhthung DinhNo ratings yet
- Chapter 2 - enDocument38 pagesChapter 2 - enhuynhphuong699No ratings yet
- BITS Pilani: Module 2: Flowsheet Synthesis Lecture-5Document49 pagesBITS Pilani: Module 2: Flowsheet Synthesis Lecture-5sukhmaniNo ratings yet
- Input-Output Structure and Design Variables for Chemical Process FlowsheetsDocument20 pagesInput-Output Structure and Design Variables for Chemical Process FlowsheetsAdheep DasNo ratings yet
- BITS Pilani: Module 2: Flowsheet Synthesis Lecture-6Document63 pagesBITS Pilani: Module 2: Flowsheet Synthesis Lecture-6sukhmaniNo ratings yet
- Material BalancesDocument24 pagesMaterial Balancesnael94No ratings yet
- Recycle Structure of the FlowsheetDocument53 pagesRecycle Structure of the FlowsheetInnekeNo ratings yet
- Case Study of Toluene HDA - DouglasDocument42 pagesCase Study of Toluene HDA - DouglasSurenthran Sundar50% (2)
- PFD Diagram of Benzoic Acid FormationDocument5 pagesPFD Diagram of Benzoic Acid FormationShailesh LahotiNo ratings yet
- Chapter 9 and 10Document22 pagesChapter 9 and 10Paolo GochingcoNo ratings yet
- Styrene Production Plant Dwsim FlowsheetDocument11 pagesStyrene Production Plant Dwsim FlowsheetmurtadaNo ratings yet
- Chapter 3 - enDocument21 pagesChapter 3 - enhuynhphuong699No ratings yet
- 2012 Katalisis OganologamDocument64 pages2012 Katalisis OganologamJodhi Hartono PutraNo ratings yet
- Phase Transfer Catalyzed Selective Reduction of Bifunctional MoietiesDocument6 pagesPhase Transfer Catalyzed Selective Reduction of Bifunctional MoietieschemistryjournalNo ratings yet
- Fourth Chapter - Part 3Document25 pagesFourth Chapter - Part 3toslim jahidNo ratings yet
- Organic Synthesis Bysir FaheemDocument57 pagesOrganic Synthesis Bysir FaheemSalim ChohanNo ratings yet
- Acetone CompileDocument15 pagesAcetone CompileAddison JuttieNo ratings yet
- General Chemistry: M. R. Naimi-JamalDocument69 pagesGeneral Chemistry: M. R. Naimi-JamalJohn Labilles Jr.No ratings yet
- Chemical Process Calculations - Anna UnivDocument10 pagesChemical Process Calculations - Anna UnivGoutham R100% (1)
- 07 Chemical ReactionDocument16 pages07 Chemical ReactionChrissa GuicoNo ratings yet
- Stoichiometry For Systems Involving Recycles PDFDocument7 pagesStoichiometry For Systems Involving Recycles PDFGlory Usoro100% (1)
- 07 ChemicalReactions 2bDocument15 pages07 ChemicalReactions 2bchewazableNo ratings yet
- Material Balance Reaction - Compound FormingDocument15 pagesMaterial Balance Reaction - Compound FormingIlham Muhamad YusufNo ratings yet
- Combustion Reactions: OxygenDocument12 pagesCombustion Reactions: OxygenHemish A VaidyaNo ratings yet
- Pereaksi GrignardDocument8 pagesPereaksi Grignardisya_nurhidaNo ratings yet
- Design of Chemical Reactors: Required Reading: Chapter 22 (Reactors) of Turton Et Al. (2018)Document61 pagesDesign of Chemical Reactors: Required Reading: Chapter 22 (Reactors) of Turton Et Al. (2018)toofan shamssNo ratings yet
- Interversions of Carbon Compounds (1415)Document9 pagesInterversions of Carbon Compounds (1415)holdonpainendsNo ratings yet
- Stoichiometry Calculations for Chemical ReactionsDocument28 pagesStoichiometry Calculations for Chemical ReactionsJatskinesisNo ratings yet
- Recycle, Purge and BypassDocument31 pagesRecycle, Purge and BypassKunal AgarwalNo ratings yet
- Lecture3 Unit Operation and Unit ProcessDocument18 pagesLecture3 Unit Operation and Unit ProcessAkhilsnair154No ratings yet
- 1 - Stream ReformingDocument26 pages1 - Stream ReformingToichico MotkhatkhaoNo ratings yet
- SAT Subject Chemistry SummaryDocument25 pagesSAT Subject Chemistry SummaryYoonho LeeNo ratings yet
- Material Balance With Chemical ReactionDocument36 pagesMaterial Balance With Chemical ReactionKuldeep Bhatt100% (1)
- Dasteo N ButylDocument9 pagesDasteo N ButylImtikhana KhofifahNo ratings yet
- 8.3 Fed Batch Reactors 8.3.1 Variable Volume Fermentation (VARVOL and Varvold)Document34 pages8.3 Fed Batch Reactors 8.3.1 Variable Volume Fermentation (VARVOL and Varvold)Hana HamidNo ratings yet
- CHE112P Lecture Recycle - BypassDocument22 pagesCHE112P Lecture Recycle - BypassYzeNo ratings yet
- Material Balances With Chemical ReactionDocument19 pagesMaterial Balances With Chemical Reactionjeas grejoyNo ratings yet
- Process Flow Diagram (3) : Case StudyDocument36 pagesProcess Flow Diagram (3) : Case StudyNadiaNo ratings yet
- Lectut CHN-102 PDF ReactiveDocument4 pagesLectut CHN-102 PDF ReactiveTanmaysainiNo ratings yet
- Design Catalyst for Methane Partial OxidationDocument16 pagesDesign Catalyst for Methane Partial OxidationErika de la RosaNo ratings yet
- ICBPT cht4MBalDocument10 pagesICBPT cht4MBalDont MeNo ratings yet
- Course Lecturer: Engr. (MRS.) O.G Abatan: and Engr. P. A. AlabaDocument37 pagesCourse Lecturer: Engr. (MRS.) O.G Abatan: and Engr. P. A. Alabajohn obikaonu0% (1)
- DMFDocument7 pagesDMFJeff HowardNo ratings yet
- CHE111P Material BalanceDocument36 pagesCHE111P Material BalancePaolo GochingcoNo ratings yet
- Chap 55 Green ChemistryDocument4 pagesChap 55 Green Chemistrybreakfast noNo ratings yet
- Homework 1 EVF401G Material and Energy Balance: Due Date: 23:59 PM, Monday 17.01.2022Document17 pagesHomework 1 EVF401G Material and Energy Balance: Due Date: 23:59 PM, Monday 17.01.2022Sabrina RosazzaNo ratings yet
- 1-Classification of Monomers and PolyreactionsDocument19 pages1-Classification of Monomers and PolyreactionsMohanraj ShanmugamNo ratings yet
- Heuristics For Process SynthesisDocument26 pagesHeuristics For Process SynthesisThien LeNo ratings yet
- Unit 9 Chemical Equations and StoichiometryDocument15 pagesUnit 9 Chemical Equations and StoichiometrymegmayorNo ratings yet
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- Efficiency in Natural Product Total SynthesisFrom EverandEfficiency in Natural Product Total SynthesisPei-Qiang HuangNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Critical Evaluation of Some Equilibrium Constants Involving Organophosphorus ExtractantsFrom EverandCritical Evaluation of Some Equilibrium Constants Involving Organophosphorus ExtractantsNo ratings yet
- Transition Metal-Catalyzed Pyridine Synthesis: Transition Metal-Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal-Catalyzed Pyridine Synthesis: Transition Metal-Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- Practice Makes Perfect in Chemistry: Organic ChemistryFrom EverandPractice Makes Perfect in Chemistry: Organic ChemistryRating: 3 out of 5 stars3/5 (1)
- Bag Filter CalculationDocument2 pagesBag Filter Calculationjenifferrayen71% (7)
- Load Dev Silo DesignDocument0 pagesLoad Dev Silo Designuser 54No ratings yet
- Ball Mill DesignDocument3 pagesBall Mill DesignDoaa BadarnehNo ratings yet
- L20 - Silos and TanksDocument22 pagesL20 - Silos and TanksVasil Georgiev GeorgievNo ratings yet
- Bag FiltersDocument4 pagesBag FiltersDoaa Badarneh100% (1)
- Dehydration of Iso-Butane To Iso-Butene: Planet DesignDocument8 pagesDehydration of Iso-Butane To Iso-Butene: Planet DesignDoaa BadarnehNo ratings yet
- Plant 3 ExcelDocument1 pagePlant 3 ExcelDoaa BadarnehNo ratings yet
- HW 1 Math Modern Eng ToolsDocument1 pageHW 1 Math Modern Eng ToolsDoaa BadarnehNo ratings yet
- PackingDocument7 pagesPackingDoaa BadarnehNo ratings yet
- Cement Hisrory in JordanDocument1 pageCement Hisrory in JordanDoaa BadarnehNo ratings yet
- Bag Filter CalculationDocument2 pagesBag Filter Calculationjenifferrayen71% (7)
- EarthquakeDocument6 pagesEarthquakeDoaa BadarnehNo ratings yet
- ShellDocument11 pagesShellDoaa BadarnehNo ratings yet
- 1 EvaporationDocument36 pages1 EvaporationDoaa Badarneh100% (1)
- Choosing Column InternalsDocument7 pagesChoosing Column Internalspetrolhead1No ratings yet
- Lab 2 Full Reprt HEx DoaaDocument22 pagesLab 2 Full Reprt HEx DoaaDoaa BadarnehNo ratings yet
- Lab 1 CE 2015Document60 pagesLab 1 CE 2015Doaa BadarnehNo ratings yet
- 2a - Packed ColumnsDocument55 pages2a - Packed ColumnsDoaa Badarneh100% (1)
- New عرض تقديمي من Microsoft PowerPointDocument1 pageNew عرض تقديمي من Microsoft PowerPointDoaa BadarnehNo ratings yet
- Methods of Pharmacoeconomic AnalysisDocument19 pagesMethods of Pharmacoeconomic AnalysisDoaa BadarnehNo ratings yet
- 8 Gaseous FuelDocument20 pages8 Gaseous FuelDoaa BadarnehNo ratings yet
- Rates of Aromatic SubstitutionDocument2 pagesRates of Aromatic SubstitutionMatthew ColeNo ratings yet
- Synthesis and Interfacial Tension Behavior of Heavy Alkyl Benzene SulfonatesDocument8 pagesSynthesis and Interfacial Tension Behavior of Heavy Alkyl Benzene SulfonatesDavid LópezNo ratings yet
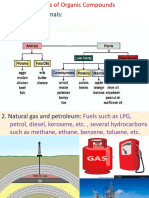
- Sources and Uses of Organic Compounds 3Document13 pagesSources and Uses of Organic Compounds 3Arjun SunarNo ratings yet
- HydrocarbonsDocument6 pagesHydrocarbons123rrjNo ratings yet
- Chemicals From Coal CokingDocument29 pagesChemicals From Coal CokingNatalia MayaNo ratings yet
- SYBSc Revised SyllabusDocument21 pagesSYBSc Revised SyllabusAffan AnsariNo ratings yet
- FL 2020-04-13 Toksikologi PelarutDocument44 pagesFL 2020-04-13 Toksikologi PelarutRandi kautNo ratings yet
- Direct Detection of Benzene, Toluene, andDocument4 pagesDirect Detection of Benzene, Toluene, andCamila171987No ratings yet
- Alkyl Benzene Sulphonic AcidDocument17 pagesAlkyl Benzene Sulphonic AcidZiauddeen Noor100% (1)
- At The Shrine of Our Lady of FatimaDocument11 pagesAt The Shrine of Our Lady of Fatimajonbb22No ratings yet
- Chem 30 Unit A PDFDocument132 pagesChem 30 Unit A PDFKashidah Chowdhury100% (1)
- 2 Year Chemistry Questions Bank: Concordia College KasurDocument9 pages2 Year Chemistry Questions Bank: Concordia College KasurNosha FatimaNo ratings yet
- Impurity Profiles in APIsDocument48 pagesImpurity Profiles in APIsSravan KumarNo ratings yet
- Composition of Crude OilDocument9 pagesComposition of Crude OilDes C. BringelNo ratings yet
- Crude Oil: Material Safety Data SheetDocument4 pagesCrude Oil: Material Safety Data SheetNakkolopNo ratings yet
- Aromatic Compounds 12thDocument15 pagesAromatic Compounds 12thRaju SinghNo ratings yet
- Topic Exploration Pack Reactions of Phenols: Instructions and Answers For TeachersDocument31 pagesTopic Exploration Pack Reactions of Phenols: Instructions and Answers For TeachersCamille deanNo ratings yet
- Aspen Case 4 RDocument137 pagesAspen Case 4 RItxaso Villanueva OraaNo ratings yet
- Tkis AromaticsDocument36 pagesTkis Aromaticsmagick azazelNo ratings yet
- Laser FumesDocument11 pagesLaser FumesprettyfatboyNo ratings yet
- Astm D4053Document3 pagesAstm D4053AndygarciaNo ratings yet
- Knowledge Valley Classes: Class 11 Exercise Solution (Hydrocarbon)Document24 pagesKnowledge Valley Classes: Class 11 Exercise Solution (Hydrocarbon)Sagar AgarwalNo ratings yet
- Determination of benzene and aromatics in gasolineDocument11 pagesDetermination of benzene and aromatics in gasolinerenatoNo ratings yet
- Cargo CompatibilityDocument3 pagesCargo CompatibilityVadim PimenovNo ratings yet
- Aromatic Chemistry - J. Hepworth, Et Al., (RSC, 2002) BBS PDFDocument180 pagesAromatic Chemistry - J. Hepworth, Et Al., (RSC, 2002) BBS PDFKevin Wang50% (2)
- Ss 2 Chemistry Week 4 - 10Document40 pagesSs 2 Chemistry Week 4 - 10palmer okiemuteNo ratings yet
- Material Safety Data SheetDocument12 pagesMaterial Safety Data SheetDEEP PATELNo ratings yet
- AS-Interface Manual: Tips and Tricks For Users Edition 2.2Document277 pagesAS-Interface Manual: Tips and Tricks For Users Edition 2.2Angel RangelNo ratings yet
- Group C Presentation - Petrochemicals (UPDATED)Document52 pagesGroup C Presentation - Petrochemicals (UPDATED)sunliasNo ratings yet
- Classification of HydrocarbonsDocument9 pagesClassification of Hydrocarbonsdave_1128No ratings yet