You might also like
- Metal Casting Guide: Risers, Solidification Times & MoreDocument8 pagesMetal Casting Guide: Risers, Solidification Times & MoreYash DesaaiNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- CH 3 PDFDocument20 pagesCH 3 PDFHassaan SajidNo ratings yet
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDocument6 pagesRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNo ratings yet
- Everything You Need to Know About Rolling of MetalsDocument28 pagesEverything You Need to Know About Rolling of MetalsSaiful Islam100% (1)
- Case StudyDocument4 pagesCase StudyDibon John SeronNo ratings yet
- Chapter 9 (Cleaning and Fettling of Castings), 2003Document32 pagesChapter 9 (Cleaning and Fettling of Castings), 2003Desalegn DgaNo ratings yet
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDocument4 pagesInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarNo ratings yet
- IE252 Manufacturing Processes Lab ManualDocument39 pagesIE252 Manufacturing Processes Lab ManualGosaye DesalegnNo ratings yet
- Explosion Welding SeminarDocument22 pagesExplosion Welding Seminarvaibhavsawal100% (1)
- Rolling Extrusion & DrawingDocument52 pagesRolling Extrusion & DrawingSpidyNo ratings yet
- Investment Casting For Turbine BladesDocument4 pagesInvestment Casting For Turbine Bladeswiley_01No ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Tolerances As Per en 12493Document5 pagesTolerances As Per en 12493prasad raikarNo ratings yet
- The effect of annealing on aluminum clad steel sheet propertiesDocument6 pagesThe effect of annealing on aluminum clad steel sheet propertiesRina OktapianiNo ratings yet
- Heat SinkDocument21 pagesHeat SinkMuhammad Taufik Ali RahmanNo ratings yet
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDocument9 pagesRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNo ratings yet
- Aircraft Materials and ProcessesDocument15 pagesAircraft Materials and ProcessesRajesh KumarNo ratings yet
- Temperature & Density For CastingsDocument46 pagesTemperature & Density For CastingsRobinson GnanaduraiNo ratings yet
- Mechanical Working of MetalsDocument76 pagesMechanical Working of MetalsPradip GuptaNo ratings yet
- Powder MetallurgyDocument44 pagesPowder MetallurgyjrvinodNo ratings yet
- Hot Deformation of Microalloyed SteelDocument56 pagesHot Deformation of Microalloyed Steeljunee100% (1)
- METAL CASTING GUIDEDocument18 pagesMETAL CASTING GUIDEvelavansuNo ratings yet
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyNo ratings yet
- Manufacturing Process - Module2.0Document33 pagesManufacturing Process - Module2.0Fiza KamaNo ratings yet
- Calculating Critical Temperatures in Steels Using Empirical FormulasDocument6 pagesCalculating Critical Temperatures in Steels Using Empirical FormulasAndress SsalomonnNo ratings yet
- Metal FormingDocument49 pagesMetal FormingtejasNo ratings yet
- Forming Curve SignificanceDocument14 pagesForming Curve SignificanceNishant PatilNo ratings yet
- CNC & Casting Simulation LabDocument13 pagesCNC & Casting Simulation LabJayadev ENo ratings yet
- Friction Stir Welding GuideDocument20 pagesFriction Stir Welding GuideCebrac ItatibaNo ratings yet
- Bulk Deformation Processes - ManufacturingDocument107 pagesBulk Deformation Processes - ManufacturingsengcanNo ratings yet
- Solidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalDocument62 pagesSolidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalIndranil Bhattacharyya100% (1)
- Die Casting ReportDocument11 pagesDie Casting ReportFaria KhanNo ratings yet
- HHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Document14 pagesHHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Bipin BabuNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- 1492Document15 pages1492_Anggyaa_No ratings yet
- Metal Injection Molding Material PropertiesDocument12 pagesMetal Injection Molding Material Propertiesdbfreelancer1195No ratings yet
- Boiling and CondensationDocument5 pagesBoiling and CondensationChaubey AjayNo ratings yet
- Chapter 9d FractureDocument70 pagesChapter 9d FracturenaveenaNo ratings yet
- Projeect PPT-1Document28 pagesProjeect PPT-1Shubham PawarNo ratings yet
- Sheet MetalDocument6 pagesSheet MetalDeepak RainaNo ratings yet
- Gating & RiserDocument8 pagesGating & Riserhegdemahesh1No ratings yet
- Analysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Design of Bearing LengthsDocument12 pagesAnalysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Design of Bearing LengthsPraveen ChathurangaNo ratings yet
- Magnesium Casting Technology For Structural ApplicationsDocument21 pagesMagnesium Casting Technology For Structural ApplicationsJinsoo KimNo ratings yet
- Metal FormingDocument40 pagesMetal Formingumesh vasavaNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument38 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaNo ratings yet
- 87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFDocument10 pages87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFAmir JoonNo ratings yet
- Pin On Disc DryDocument8 pagesPin On Disc DryHrushikesh KhairnarNo ratings yet
- Vinodhini B. - Mercury PorosimetryDocument35 pagesVinodhini B. - Mercury PorosimetryHarry JakeNo ratings yet
- Aluminium 2014 t6 2014 t651Document3 pagesAluminium 2014 t6 2014 t651Agung Sapto AjiNo ratings yet
- First Year BE Workshop Practice GuideDocument95 pagesFirst Year BE Workshop Practice GuidePradipta PaulNo ratings yet
- Forging & Die Design Course Optimizes ProcessesDocument5 pagesForging & Die Design Course Optimizes ProcessesSundar KaruppiahNo ratings yet
- Mechanical Behavior, Testing, and Manufacturing Properties of MaterialsDocument35 pagesMechanical Behavior, Testing, and Manufacturing Properties of MaterialsFennyFebrinaNurlitaSariNo ratings yet
- Surface EngineeringDocument27 pagesSurface Engineeringchuahuipeng100% (1)
- Fabrication Hollow Fiber MembraneDocument5 pagesFabrication Hollow Fiber MembraneDodi AfandiNo ratings yet
- Manufacturing Processes (ME361) Lecture 25 and 27Document40 pagesManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarNo ratings yet
- Active Metal BrazingDocument14 pagesActive Metal BrazingAngel Leon GeronimoNo ratings yet
- Permanent Mold Casting Module - 2BDocument107 pagesPermanent Mold Casting Module - 2BZeeshan RafiqNo ratings yet
- Advances in Engineering Plasticity and its ApplicationsFrom EverandAdvances in Engineering Plasticity and its ApplicationsW.B. LeeNo ratings yet
- MauriceDocument236 pagesMauriceNisha Singh100% (1)
- Fem Project ReportDocument21 pagesFem Project ReportNisha SinghNo ratings yet
- Experimental Analysis of Angled Injection Aerostatic Hybrid BearingsDocument8 pagesExperimental Analysis of Angled Injection Aerostatic Hybrid BearingsNisha SinghNo ratings yet
- Aim of Experiment: To Compare The Software Used: Design Expert SoftwareDocument1 pageAim of Experiment: To Compare The Software Used: Design Expert SoftwareNisha SinghNo ratings yet
- CNC Machine Feedback Devices and Positioning SystemsDocument6 pagesCNC Machine Feedback Devices and Positioning Systemsio1_ro100% (1)
- Fault Tree Analysis (FTA)Document194 pagesFault Tree Analysis (FTA)LaciNo ratings yet
- Computer Numerical Control (CNC) : Reading Materials For IC Training ModulesDocument35 pagesComputer Numerical Control (CNC) : Reading Materials For IC Training ModulesjohnNo ratings yet
- Lecture 1Document2 pagesLecture 1Nisha SinghNo ratings yet
- Weekly Pocket Eng 01 Feb 06 FebDocument9 pagesWeekly Pocket Eng 01 Feb 06 FebNisha SinghNo ratings yet
- Handbook of Mechanical Engineering TermsDocument366 pagesHandbook of Mechanical Engineering Termsjakejohns95% (44)
- Lecture 12Document12 pagesLecture 12Jenny Cecilia Ureña ZuriNo ratings yet
- Neutron RigDocument4 pagesNeutron RigNisha SinghNo ratings yet
- E D CoatingsDocument14 pagesE D CoatingsNisha SinghNo ratings yet
- Mechanics HandsDocument5 pagesMechanics HandsPraba HarNo ratings yet
- Taguchi Methods ExplainedDocument8 pagesTaguchi Methods ExplainedAntonio CharlesNo ratings yet
- Product Design, Fundamentals and Methods PDFDocument7 pagesProduct Design, Fundamentals and Methods PDFis03lcm0% (10)
- Creative Problem Solving in Engineering Design, Thesis by Roni HorowitzDocument166 pagesCreative Problem Solving in Engineering Design, Thesis by Roni HorowitzCindy Feng100% (1)
- ANSYS TUTORIAL - 2D Fracture AnalysisDocument15 pagesANSYS TUTORIAL - 2D Fracture AnalysisMahdiNo ratings yet
- Abrasive Jet MachinngDocument18 pagesAbrasive Jet MachinngJayesh MuleyNo ratings yet
- ONGC 2010 Mechanical Engineer Exam PaperDocument31 pagesONGC 2010 Mechanical Engineer Exam PaperNisha SinghNo ratings yet
- SFSFSFDocument6 pagesSFSFSFMachlery KunNo ratings yet
- Acids, Bases and SaltsDocument6 pagesAcids, Bases and SaltsPranav ShindeNo ratings yet
- How Is Enzyme Activity Affected by Different PHDocument13 pagesHow Is Enzyme Activity Affected by Different PHLuke Donnet100% (2)
- The Water Cycle: Word Bank: Runoff, Transpiration, Evaporation, InfiltrationDocument11 pagesThe Water Cycle: Word Bank: Runoff, Transpiration, Evaporation, InfiltrationJessica OliverNo ratings yet
- Air Pollution Lesson PlanDocument11 pagesAir Pollution Lesson PlanThe Service Dog LifeNo ratings yet
- Energy and The Environment: Sources, Technologies, and Impacts by Reza ToossiDocument12 pagesEnergy and The Environment: Sources, Technologies, and Impacts by Reza Toossivervepublishers36% (11)
- Banana Peel UsesDocument2 pagesBanana Peel UsesFrances Czarina CalimlimNo ratings yet
- Atp Titartion and Salt Anaylasis Code-0030Document4 pagesAtp Titartion and Salt Anaylasis Code-0030zafarchem_iqbalNo ratings yet
- OPP - Antioxidants - Tinogard TT - TS - DA - WS - 28-10-16 - FinalDocument1 pageOPP - Antioxidants - Tinogard TT - TS - DA - WS - 28-10-16 - FinalAnita FajrinNo ratings yet
- Air HandleDocument32 pagesAir HandleRobert Emile Santiago JimenezNo ratings yet
- Sampling and data analysis stepsDocument16 pagesSampling and data analysis stepsIndra Septian FauziNo ratings yet
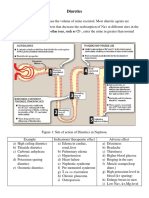
- DiureticsDocument4 pagesDiureticsNazmul Islam AbirNo ratings yet
- Potential of Siliceous Fly Ash and Silica Fume As A Substitute For Binder in Cementitious ConcretesDocument8 pagesPotential of Siliceous Fly Ash and Silica Fume As A Substitute For Binder in Cementitious ConcretesБорислав БорисовNo ratings yet
- Products Based On Polyurethane or Silane-Modified Polymer, Group 3Document13 pagesProducts Based On Polyurethane or Silane-Modified Polymer, Group 3Niculescu MariusNo ratings yet
- Granular Product Specification Sheet: Crop Nutrients, Anglo AmericanDocument1 pageGranular Product Specification Sheet: Crop Nutrients, Anglo AmericanPedro PedroNo ratings yet
- Fuel Cell - Chemistry PresentationDocument17 pagesFuel Cell - Chemistry Presentationamirahonaf99No ratings yet
- Chemical Stock UpdatedDocument21 pagesChemical Stock UpdatedPraise and worshipNo ratings yet
- Photoluminescence Spectroscopy and Its Applications 2Document11 pagesPhotoluminescence Spectroscopy and Its Applications 2RohithNo ratings yet
- M.Sc. Chemistry Syllabus for Mizoram UniversityDocument78 pagesM.Sc. Chemistry Syllabus for Mizoram UniversityAniket ChowdhuryNo ratings yet
- AHRI 700 Refrigerant PurityDocument28 pagesAHRI 700 Refrigerant Puritykavinmech1No ratings yet
- SMAW 11 ModueDocument39 pagesSMAW 11 ModueFrancis Rico Mutia Rufon100% (8)
- Determination of the Total Phenolic Contents of Essential Oil Obtained From Cymbopogon Citratus (Lemongrass) and Persea Americana Mill (Avocado Pear Seed) and Its Bioactive Component Using Gc-Ms AnalysisDocument12 pagesDetermination of the Total Phenolic Contents of Essential Oil Obtained From Cymbopogon Citratus (Lemongrass) and Persea Americana Mill (Avocado Pear Seed) and Its Bioactive Component Using Gc-Ms AnalysisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- PSM Role in Safety, Advantages & DisadvantagesDocument22 pagesPSM Role in Safety, Advantages & DisadvantagesSIMON'S TVNo ratings yet
- Diala S4 ZX-I Safety Data SheetDocument19 pagesDiala S4 ZX-I Safety Data SheetAyesta AjengNo ratings yet
- Dashen Brewery Company ProfileDocument49 pagesDashen Brewery Company Profilehabtamu80% (5)
- Dry Flower ProductionDocument9 pagesDry Flower ProductionAnand ItkarNo ratings yet
- Astm D 4066-01 NylonDocument19 pagesAstm D 4066-01 NylonAndrésDamiánVallejo100% (2)
- Eman AliDocument99 pagesEman AlijahangiriNo ratings yet
- General Organic and Biological Chemistry 2Nd Edition Frost Test Bank Full Chapter PDFDocument31 pagesGeneral Organic and Biological Chemistry 2Nd Edition Frost Test Bank Full Chapter PDFBradMartiniczn100% (8)