You might also like
- Toc Seminar FinalDocument23 pagesToc Seminar FinalSagar Babar100% (1)
- Theory of Constraints: Drum Buffer RopeDocument29 pagesTheory of Constraints: Drum Buffer RopeMohit SrivastavaNo ratings yet
- General Project Management: Lecture NotesDocument98 pagesGeneral Project Management: Lecture NotesEsubalew Ginbar50% (2)
- 10 Pitfalls in Process Improvement ProjectsDocument5 pages10 Pitfalls in Process Improvement ProjectstanmoybaidyaNo ratings yet
- 4.2 Process CapacityDocument11 pages4.2 Process Capacitysaheb167No ratings yet
- Lean Implementation: Lean Implementation For Business Outcomes-Cost, Quality, and Process ImprovementDocument2 pagesLean Implementation: Lean Implementation For Business Outcomes-Cost, Quality, and Process ImprovementRaunaq SinghNo ratings yet
- Six Sigma and Lean OperationsDocument66 pagesSix Sigma and Lean Operationsjitendrasutar1975No ratings yet
- Project Management Professional (PMP) Certification TrainingDocument10 pagesProject Management Professional (PMP) Certification Trainingunichrone trainingNo ratings yet
- Jan 09 Six Sigma Lean OverviewDocument21 pagesJan 09 Six Sigma Lean OverviewAndi Indahwaty SidinNo ratings yet
- ANDONDocument8 pagesANDONBftech MumbaiNo ratings yet
- Facilitating Lean Management SystemsDocument26 pagesFacilitating Lean Management SystemsAnand DharunNo ratings yet
- Lean Construction Implementation: Case Study: Devin J MerkerDocument10 pagesLean Construction Implementation: Case Study: Devin J MerkerRahmat AnharNo ratings yet
- 9 Key Strategies To Minimize The Cost of Poor Quality - Insights PDFDocument6 pages9 Key Strategies To Minimize The Cost of Poor Quality - Insights PDFAlsayed DiabNo ratings yet
- Lean Management CourseDocument110 pagesLean Management Courseabdel fattah ben ajibaNo ratings yet
- Problem Solving - PdcaDocument61 pagesProblem Solving - PdcaamrNo ratings yet
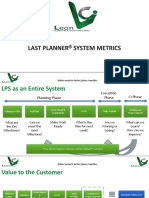
- The Persuasive Power of The Last Planner® System MetricsDocument27 pagesThe Persuasive Power of The Last Planner® System MetricsViviane EspositoNo ratings yet
- Theory of ConstraintsDocument51 pagesTheory of ConstraintsEka Darmadi100% (2)
- What Is Lean Construction?Document54 pagesWhat Is Lean Construction?Citizen Kwadwo AnsongNo ratings yet
- JIT Kaizen 1666650411Document300 pagesJIT Kaizen 1666650411You ElNo ratings yet
- Chapter 1 - Introduction To Production and Operations ManagementDocument22 pagesChapter 1 - Introduction To Production and Operations ManagementHello WorldNo ratings yet
- Six Sigma For Managers 185 1Document55 pagesSix Sigma For Managers 185 1Mitul PatelNo ratings yet
- Managing A Lean-Agile Leadership Transformation in A Traditional OrganizationDocument128 pagesManaging A Lean-Agile Leadership Transformation in A Traditional OrganizationAiouaz OthmenNo ratings yet
- Advanced Lean Training Manual Band 4Document101 pagesAdvanced Lean Training Manual Band 4Abel TorresNo ratings yet
- Fundamental Principles of Project ManagementDocument5 pagesFundamental Principles of Project ManagementRohit SharmaNo ratings yet
- Topic 5 - Product and Process DesignDocument49 pagesTopic 5 - Product and Process DesignCNo ratings yet
- Six SigmaDocument18 pagesSix Sigmachethan626No ratings yet
- FEIGENBAUM + Ishikawa + TaguchiDocument7 pagesFEIGENBAUM + Ishikawa + Taguchiaulia rakhmawatiNo ratings yet
- Network Analysis - FinalDocument43 pagesNetwork Analysis - FinalRaheel SultanNo ratings yet
- Agile Models PresentationDocument47 pagesAgile Models PresentationRaúlNo ratings yet
- CM 05 - Lean Management - Final PresentationDocument74 pagesCM 05 - Lean Management - Final PresentationOmar RefaatNo ratings yet
- Continuous Improvement Toolkit: A3 ThinkingDocument60 pagesContinuous Improvement Toolkit: A3 ThinkingAmit Kumar SinghNo ratings yet
- Chase - Shankar - JacobsDocument44 pagesChase - Shankar - JacobsAleena IdreesNo ratings yet
- Human Resource PlanningDocument97 pagesHuman Resource PlanningJulius Dennis100% (1)
- Going LeanDocument54 pagesGoing LeanShubham GuptaNo ratings yet
- D5 - Introduction To Lean ThinkingDocument50 pagesD5 - Introduction To Lean ThinkingAzer Asociados Sac100% (1)
- Project Scheduling - Probabilistic PERTDocument23 pagesProject Scheduling - Probabilistic PERTSanjana GaneshNo ratings yet
- Define Phase PDFDocument159 pagesDefine Phase PDFtata sudheerNo ratings yet
- Cusum Ewma TemplateDocument11 pagesCusum Ewma TemplateDavid ArechagaNo ratings yet
- Quality Management Tools: Cause-And-Effect DiagramDocument4 pagesQuality Management Tools: Cause-And-Effect DiagramDevi PriyaNo ratings yet
- Business Process Re EngineeringDocument29 pagesBusiness Process Re Engineeringx7w34TNo ratings yet
- 3 Ch3 Managerial Theories Part IDocument23 pages3 Ch3 Managerial Theories Part Ilolobeboy100% (1)
- Scope Management PlanDocument4 pagesScope Management Planalireza ghoreyshiNo ratings yet
- 0015 - Planning Using The Project Planning Matrix (PPM) - MethodDocument0 pages0015 - Planning Using The Project Planning Matrix (PPM) - MethodAndre SaputraNo ratings yet
- Six Sigma DMAIC Quick ReferenceDocument9 pagesSix Sigma DMAIC Quick ReferenceTrey Martin-EllisNo ratings yet
- Lean Thinking: Travis Eck / Senior Business Process Analyst 406-239-3773Document23 pagesLean Thinking: Travis Eck / Senior Business Process Analyst 406-239-3773Eko DiptyoadiNo ratings yet
- Conversion Gate01 PDFDocument48 pagesConversion Gate01 PDFVenkatesh RadhakrishnanNo ratings yet
- TQM CourseDocument145 pagesTQM CourseAhmed GadallahNo ratings yet
- Lean Six Sigma Project CharterDocument1 pageLean Six Sigma Project CharterPedro KNo ratings yet
- CATWOE - Developing A Robust Problem DefinitionDocument6 pagesCATWOE - Developing A Robust Problem DefinitionMario Ramón LópezNo ratings yet
- Theory of ConstraintsDocument11 pagesTheory of ConstraintsSoumitra KhanNo ratings yet
- Phase1 - Lean Six Sigma Green Belt - Training ProgrammeDocument235 pagesPhase1 - Lean Six Sigma Green Belt - Training ProgrammeDipayan Maji B23319100% (1)
- Initial Plan For Sonoco Improvement Basic Notes: Example of A Matrix To Prioritise The Line For Performance ImprovementDocument5 pagesInitial Plan For Sonoco Improvement Basic Notes: Example of A Matrix To Prioritise The Line For Performance ImprovementDamianNo ratings yet
- BCG-Lean Services - A Primer For Success PDFDocument13 pagesBCG-Lean Services - A Primer For Success PDFKevin MoysNo ratings yet
- Day 1 - 01. Lean 2.0 Strategic (English Ver.) PDFDocument50 pagesDay 1 - 01. Lean 2.0 Strategic (English Ver.) PDFKim HeidelynNo ratings yet
- I GLC Hans Thomas HolmDocument31 pagesI GLC Hans Thomas HolmRuddy Morales MejiaNo ratings yet
- ShARE Training PS Methodology 2 Issue TreeDocument22 pagesShARE Training PS Methodology 2 Issue Treesusheel kumarNo ratings yet
- 5 Whys Training Oct 12 2011Document23 pages5 Whys Training Oct 12 2011jayeshjpillaiNo ratings yet
- Theory of ConstraintsDocument31 pagesTheory of ConstraintsMariver LlorenteNo ratings yet
- Theory of Constraints: Goldratt in His 1984 Book Titled The Goal, That IsDocument26 pagesTheory of Constraints: Goldratt in His 1984 Book Titled The Goal, That IsHarsh ShahNo ratings yet
- Presentation On: Moral Development & Normative and Discreptive Concpet of MDDocument21 pagesPresentation On: Moral Development & Normative and Discreptive Concpet of MDMOHD.ARISHNo ratings yet
- International Business ManagementDocument52 pagesInternational Business ManagementMOHD.ARISHNo ratings yet
- Ranjan Winter ProjectDocument87 pagesRanjan Winter ProjectMOHD.ARISHNo ratings yet
- Case Study On Sales & Distribution ManagementDocument9 pagesCase Study On Sales & Distribution ManagementMOHD.ARISH100% (1)
- Case Study On Sales & Distribution ManagementDocument9 pagesCase Study On Sales & Distribution ManagementMOHD.ARISH100% (1)
- IBM PresentationDocument16 pagesIBM Presentationshouvick pramanickNo ratings yet
- Sales and Distribution Management by Tapan K PandaDocument102 pagesSales and Distribution Management by Tapan K PandaAnjaneya Kollarappa88% (8)
- Project On GodrejDocument61 pagesProject On GodrejMOHD.ARISHNo ratings yet
- Supply Chain ManagementDocument81 pagesSupply Chain ManagementMOHD.ARISH100% (1)
- Model Live Project On MacdonaladDocument36 pagesModel Live Project On MacdonaladMOHD.ARISHNo ratings yet
- A Business Research ProjectDocument65 pagesA Business Research ProjectMOHD.ARISHNo ratings yet
- Customers Complaint Pretaing To Baroda Connect & ATM - Cum Debit CardDocument15 pagesCustomers Complaint Pretaing To Baroda Connect & ATM - Cum Debit CardMOHD.ARISHNo ratings yet
- Supply Chain of DELLDocument15 pagesSupply Chain of DELLMOHD.ARISHNo ratings yet
- Industry & Sector Analysis of Media SectorDocument39 pagesIndustry & Sector Analysis of Media SectorMOHD.ARISHNo ratings yet
- A Strategy For Achieving World Class Perfor-Mance A Strategy For Achieving World Class Perfor - ManceDocument19 pagesA Strategy For Achieving World Class Perfor-Mance A Strategy For Achieving World Class Perfor - ManceMOHD.ARISHNo ratings yet
- Assignment On Communication SkillsDocument12 pagesAssignment On Communication SkillsMOHD.ARISH88% (73)
- Toyota Production System: Presented By-Mohd - ArishDocument16 pagesToyota Production System: Presented By-Mohd - ArishMOHD.ARISHNo ratings yet
- A Business Research ProjectDocument65 pagesA Business Research ProjectMOHD.ARISHNo ratings yet
- Kaizen TheoryDocument10 pagesKaizen TheoryMOHD.ARISHNo ratings yet
- Assignment On Communication SkillsDocument7 pagesAssignment On Communication SkillsMOHD.ARISHNo ratings yet
- Product Development at Dell Computer Corporation: Presented By: Mohd - Arish PresentedDocument16 pagesProduct Development at Dell Computer Corporation: Presented By: Mohd - Arish PresentedMOHD.ARISH100% (1)
- Customers Complaint Pretaing To Baroda Connect & ATM - Cum Debit CardDocument96 pagesCustomers Complaint Pretaing To Baroda Connect & ATM - Cum Debit CardMOHD.ARISHNo ratings yet
- The Key To Economic Survival - Retail: Presented byDocument11 pagesThe Key To Economic Survival - Retail: Presented byMOHD.ARISHNo ratings yet
- Project On Automatedprocesses-Fms: Flexible Manufacturing SystemDocument12 pagesProject On Automatedprocesses-Fms: Flexible Manufacturing SystemMOHD.ARISHNo ratings yet
- Supply Chain ManagementDocument17 pagesSupply Chain ManagementMukesh PandeyNo ratings yet
- Sonali SrivastaDocument26 pagesSonali SrivastaS'andy S'harmaNo ratings yet
- Hindustan UnileverDocument23 pagesHindustan UnileverMOHD.ARISHNo ratings yet
- Accman: Project ON Capacity PlanningDocument10 pagesAccman: Project ON Capacity PlanningMOHD.ARISH100% (1)
- Project of Facility LayoutDocument12 pagesProject of Facility LayoutMOHD.ARISH100% (1)
- Inventory Management ProjectDocument11 pagesInventory Management ProjectMOHD.ARISH100% (1)
- Challenger 3500Document54 pagesChallenger 3500Santiago Ro DaNo ratings yet
- Brief Description About Coca Cola CompanyDocument1 pageBrief Description About Coca Cola CompanySontara Sanjaya SaktiNo ratings yet
- ColumbiaCo2022salaries CCDocument33 pagesColumbiaCo2022salaries CCaugustapressNo ratings yet
- Register Free: Syllabus Revision 20% Guaranteed Score Doubt Solving NasaDocument13 pagesRegister Free: Syllabus Revision 20% Guaranteed Score Doubt Solving NasaUjwala JainNo ratings yet
- A Role of Foreign Banks in IndiaDocument6 pagesA Role of Foreign Banks in Indiaalishasoni100% (1)
- Tovia Ogl 482 Module 6 Career PlanDocument14 pagesTovia Ogl 482 Module 6 Career Planapi-591199908No ratings yet
- Brochure (KD 3.7 and 4.7)Document8 pagesBrochure (KD 3.7 and 4.7)zahwa shezaNo ratings yet
- Ouyand, Su e Xu (2022)Document14 pagesOuyand, Su e Xu (2022)Kadu MartinsNo ratings yet
- Enterprenureship DevelopmentDocument2 pagesEnterprenureship DevelopmentGãurãv SãndhãlNo ratings yet
- Wastewater Discharge Permit Application - RestaurantsDocument9 pagesWastewater Discharge Permit Application - RestaurantsLaura ParkaNo ratings yet
- Assessment Paper and Instructions To CandidatesDocument3 pagesAssessment Paper and Instructions To CandidatesJohn DoeNo ratings yet
- SEC Opinions DividendsDocument12 pagesSEC Opinions DividendsJopet EstolasNo ratings yet
- UDYAM-GJ-32-0015335: Udyam Registration Number Name of EnterpriseDocument4 pagesUDYAM-GJ-32-0015335: Udyam Registration Number Name of EnterpriseAnand GhodasaraNo ratings yet
- CPA Tariff 2008 PDFDocument88 pagesCPA Tariff 2008 PDFashraf ahamedNo ratings yet
- Final Assignment: Mct1074 Business Intelligence and AnalyticsDocument28 pagesFinal Assignment: Mct1074 Business Intelligence and AnalyticsAhmad Shahir NohNo ratings yet
- Heidelberg Cement India LTD Vs Commissioner of Cenq140293COM838303Document9 pagesHeidelberg Cement India LTD Vs Commissioner of Cenq140293COM838303Rıtesha DasNo ratings yet
- 46 Types of Office Equipment & Supplies (Items Checklist) - Home StratosphereDocument51 pages46 Types of Office Equipment & Supplies (Items Checklist) - Home StratospheremaheshNo ratings yet
- MonzoDocument90 pagesMonzoMarian ChiriacNo ratings yet
- NPTEL Assign 5 Jan23 Behavioral and Personal FinanceDocument9 pagesNPTEL Assign 5 Jan23 Behavioral and Personal FinanceNitin Mehta - 18-BEC-030No ratings yet
- WorkDay Employee Hiring Process 02042014Document205 pagesWorkDay Employee Hiring Process 02042014dhanz_9925% (8)
- Blockchain: The Key Success of Healthcare DevelopmentDocument8 pagesBlockchain: The Key Success of Healthcare DevelopmentIJAERS JOURNALNo ratings yet
- Internship Report Chap 2Document11 pagesInternship Report Chap 2Faizan MalikNo ratings yet
- Q-ON-20-X-493-PT. Prastiwahyu (Rittal 1016600)Document1 pageQ-ON-20-X-493-PT. Prastiwahyu (Rittal 1016600)BowoNo ratings yet
- Module 4 - COOPERATIVES - An Overview and Cooperative Values - EditedDocument2 pagesModule 4 - COOPERATIVES - An Overview and Cooperative Values - Editedandrew carranzaNo ratings yet
- Seabank Statement FEB PDFDocument1 pageSeabank Statement FEB PDFMhd Aref SiregarNo ratings yet
- Idm Jury AssignmentDocument10 pagesIdm Jury AssignmentKetanDhillonNo ratings yet
- Revised Corporation CodeDocument22 pagesRevised Corporation CodeDashtin Erasmo100% (2)
- Ehs PolicyDocument3 pagesEhs PolicySurya GoyalNo ratings yet
- Unit 9 - Small BusinessDocument5 pagesUnit 9 - Small BusinessRosemary PaulNo ratings yet
- IIIE ProjectDocument33 pagesIIIE Projectindra govindrajNo ratings yet