You might also like
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Extrusion FundamentalsDocument5 pagesExtrusion FundamentalsJoNo ratings yet
- TALAT Lecture 3207: Solidification Defects in CastingsDocument29 pagesTALAT Lecture 3207: Solidification Defects in CastingsCORE Materials100% (1)
- SKD61-Forged Hot Work Tool SteelDocument1 pageSKD61-Forged Hot Work Tool SteelAgustine SetiawanNo ratings yet
- Ladle and TandishDocument3 pagesLadle and TandishNorman MoralesNo ratings yet
- Steel Designation0Document13 pagesSteel Designation0Palak NaikNo ratings yet
- Study of Metal Flow in CastingDocument8 pagesStudy of Metal Flow in CastingKhushi ShahNo ratings yet
- Oil Tempered WireDocument20 pagesOil Tempered WirePrakash ChandrasekaranNo ratings yet
- Welding of Tool SteelDocument15 pagesWelding of Tool SteelRonaldo JuniorNo ratings yet
- Aisi 305Document3 pagesAisi 305Aditya PratapNo ratings yet
- Gating & RiserDocument8 pagesGating & Riserhegdemahesh1No ratings yet
- Casting Fundamentals and Basics ConceptsDocument68 pagesCasting Fundamentals and Basics Conceptsquiron2010No ratings yet
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- (3143512) Diffusion WeldingDocument29 pages(3143512) Diffusion Weldingsushil sandhu100% (1)
- Synthetic Slag For Secondary SteelmakingDocument6 pagesSynthetic Slag For Secondary SteelmakingWaqas Ahmed100% (2)
- Inclusion in Cast SteelDocument42 pagesInclusion in Cast SteelAnonymous w6v7JWfr5100% (1)
- Gating Design V3Document31 pagesGating Design V3Chinh Thong TranNo ratings yet
- Effects of Alloying Elements in SteelDocument12 pagesEffects of Alloying Elements in SteelyatheendravarmaNo ratings yet
- Tempcore ProcessDocument23 pagesTempcore ProcessKumaran 1987No ratings yet
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocument27 pagesCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNo ratings yet
- 1006 Casting ProblemsDocument113 pages1006 Casting ProblemsParam SaxenaNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocument35 pagesA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- Basic Information About Metals and AlloysDocument7 pagesBasic Information About Metals and AlloysMahesh JingarwarNo ratings yet
- Introduction To Forging.Document10 pagesIntroduction To Forging.Kirpal SinghNo ratings yet
- Pickling (Metal)Document2 pagesPickling (Metal)alphadingNo ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- Heat TreatmentDocument21 pagesHeat TreatmentChernet MerknehNo ratings yet
- Secondary Steel Making DraftDocument25 pagesSecondary Steel Making DraftSanjeev SahuNo ratings yet
- The TEMPCORE ProcessDocument15 pagesThe TEMPCORE ProcessShanna Lee100% (1)
- Flux Cored Wires (Elga) PDFDocument15 pagesFlux Cored Wires (Elga) PDFVladan TimotijevicNo ratings yet
- AWS Welding Standard PreviewDocument5 pagesAWS Welding Standard PreviewRavi YadavNo ratings yet
- Ingot StructureDocument5 pagesIngot StructureklawsisNo ratings yet
- Steel CleanlinessDocument22 pagesSteel Cleanlinessdrbeyer100% (1)
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNo ratings yet
- Etching Specialty AlloysDocument6 pagesEtching Specialty AlloysNitin100% (1)
- Casting ProcessDocument53 pagesCasting ProcesssatyajitlNo ratings yet
- Steel and Its AlloyDocument23 pagesSteel and Its AlloyHemang ChopraNo ratings yet
- Alloys and Types of SteelDocument16 pagesAlloys and Types of SteelRajatNo ratings yet
- Steel Heat Treatment Handbook Chapter 12Document46 pagesSteel Heat Treatment Handbook Chapter 12Syed Shoaib Raza100% (1)
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- 01 Introduction To Aluminum and Aluminum AlloysDocument12 pages01 Introduction To Aluminum and Aluminum AlloysAlex KozayaNo ratings yet
- Steel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTDocument23 pagesSteel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTMahadi HasanNo ratings yet
- Effect of Elements in SteelDocument3 pagesEffect of Elements in SteelJayakrishnan Radhakrishnan100% (1)
- Tool Steels E28093 Molybdenum High Speed SteelsDocument5 pagesTool Steels E28093 Molybdenum High Speed Steelswulfgang66No ratings yet
- Dieless Wire DrawingDocument8 pagesDieless Wire DrawingRohit GothwalNo ratings yet
- Thin Slab Casting - New PossibilitiesDocument16 pagesThin Slab Casting - New PossibilitiesAnkit KumarNo ratings yet
- Stainless Steel Technical PresentationDocument23 pagesStainless Steel Technical PresentationRavi Teja100% (1)
- 09 Cast IronDocument34 pages09 Cast IronyogeshmangulkarNo ratings yet
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionFrom EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- البثقDocument2 pagesالبثقأحمد دعبسNo ratings yet
- Extrusion Complete PDFDocument22 pagesExtrusion Complete PDFSantoshNo ratings yet
- IronDocument91 pagesIronManish KumarNo ratings yet
- Hot Working: Forming Can Be Divided Into Two CategoriesDocument9 pagesHot Working: Forming Can Be Divided Into Two CategoriesNelson AlvarezNo ratings yet
- Wire DrawingDocument4 pagesWire DrawingVenkat KrishnaNo ratings yet
- Metal Forming ProcessesDocument40 pagesMetal Forming ProcessesRyat AtmadjaNo ratings yet
- Unit IV OrigionalDocument25 pagesUnit IV OrigionalPrakash SinghNo ratings yet
- Solar Car Vehicle Design PDFDocument224 pagesSolar Car Vehicle Design PDFDida KhalingNo ratings yet
- National Institute of Technology RourkelaDocument28 pagesNational Institute of Technology RourkelaDida KhalingNo ratings yet
- Power Plant Engineering and Sources of Energy: Basic Mechanical Engineering, First Edition by DR Pravin KumarDocument8 pagesPower Plant Engineering and Sources of Energy: Basic Mechanical Engineering, First Edition by DR Pravin KumarDida KhalingNo ratings yet
- Model Constitution For Halls of Residence: National Institute of Technology RourkelaDocument27 pagesModel Constitution For Halls of Residence: National Institute of Technology RourkelaDida Khaling100% (1)
- Chapter 1Document24 pagesChapter 1Dida KhalingNo ratings yet
- Chapter 5Document32 pagesChapter 5Dida KhalingNo ratings yet
- State Bank of IndiaDocument1 pageState Bank of IndiaDida KhalingNo ratings yet
- AnalysisDocument6 pagesAnalysisShubham KulshresthaNo ratings yet
- Hitachi Automotive Systems Has Developed A High-Output 48V Lithium-Ion Battery Pack For Mild Hybrid Electric VehiclesDocument4 pagesHitachi Automotive Systems Has Developed A High-Output 48V Lithium-Ion Battery Pack For Mild Hybrid Electric VehiclesDida KhalingNo ratings yet
- 100302Document15 pages100302Dida KhalingNo ratings yet
- Vaneshwar Sahu Paper PDFDocument7 pagesVaneshwar Sahu Paper PDFDida KhalingNo ratings yet
- Eng - Dairy Training Schedule PDFDocument14 pagesEng - Dairy Training Schedule PDFDida KhalingNo ratings yet
- Model Solar Car DesignDocument21 pagesModel Solar Car DesignSemih HürmeydanNo ratings yet
- Mohanty Ann PDFDocument9 pagesMohanty Ann PDFDida KhalingNo ratings yet
- B2334123213 PDFDocument7 pagesB2334123213 PDFDida KhalingNo ratings yet
- CE6303 2 Marks 2015 07 16 10 52 33 809 PDFDocument9 pagesCE6303 2 Marks 2015 07 16 10 52 33 809 PDFDida KhalingNo ratings yet
- Beta ModelDocument5 pagesBeta ModelDida KhalingNo ratings yet
- Ijsrp p3621Document16 pagesIjsrp p3621JyotsanaTrivediNo ratings yet
- Solar Car Racing Booklet 1999Document30 pagesSolar Car Racing Booklet 1999yserdarNo ratings yet
- Corrosion Science: H.F. Jackson, C. San Marchi, D.K. Balch, B.P. SomerdayDocument12 pagesCorrosion Science: H.F. Jackson, C. San Marchi, D.K. Balch, B.P. SomerdayDida KhalingNo ratings yet
- 2011 Baron GRE19th Ed New PDFDocument264 pages2011 Baron GRE19th Ed New PDFDida KhalingNo ratings yet
- Of Solar Module Manufacturers:: Solar Industry in India ListDocument3 pagesOf Solar Module Manufacturers:: Solar Industry in India ListManoj YadavNo ratings yet
- Design and Fabrication of Solar Transport Vehicle: V.Naveen Prabhu and N.ManigandanDocument6 pagesDesign and Fabrication of Solar Transport Vehicle: V.Naveen Prabhu and N.ManigandanDida KhalingNo ratings yet
- Fatigue Crack Propagation: George TottenDocument3 pagesFatigue Crack Propagation: George TottenDida KhalingNo ratings yet
- Model Solar Car DesignDocument21 pagesModel Solar Car DesignSemih HürmeydanNo ratings yet
- AviDocument15 pagesAviDida KhalingNo ratings yet
- Magoosh GRE Ebook PDFDocument84 pagesMagoosh GRE Ebook PDFJyoti NarangNo ratings yet
- ForgingDocument38 pagesForgingapi-26546070No ratings yet
- 214 Me 1546Document13 pages214 Me 1546Dida KhalingNo ratings yet
- Lecture-14 Sheet Metal Forming ProcessesDocument34 pagesLecture-14 Sheet Metal Forming ProcessesDida KhalingNo ratings yet
- 23 Ray Optics Formula Sheets Getmarks AppDocument10 pages23 Ray Optics Formula Sheets Getmarks AppSiddhant KaushikNo ratings yet
- Spanish Greeting Card Lesson PlanDocument5 pagesSpanish Greeting Card Lesson Planrobert_gentil4528No ratings yet
- Regulasi KampenDocument81 pagesRegulasi KampenIrWaN Dompu100% (2)
- BIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Document32 pagesBIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Md TayfuzzamanNo ratings yet
- Naval TV SystemDocument24 pagesNaval TV Systemsharmasandeep0010No ratings yet
- 5.0008786 Aluminum GrapheneDocument11 pages5.0008786 Aluminum GrapheneBensinghdhasNo ratings yet
- Agma MachineDocument6 pagesAgma Machinemurali036No ratings yet
- Installing Surge Protective Devices With NEC Article 240 and Feeder Tap RuleDocument2 pagesInstalling Surge Protective Devices With NEC Article 240 and Feeder Tap RuleJonathan Valverde RojasNo ratings yet
- Does Adding Salt To Water Makes It Boil FasterDocument1 pageDoes Adding Salt To Water Makes It Boil Fasterfelixcouture2007No ratings yet
- The Pneumatics of Hero of AlexandriaDocument5 pagesThe Pneumatics of Hero of Alexandriaapi-302781094No ratings yet
- Strategic Management SlidesDocument150 pagesStrategic Management SlidesIqra BilalNo ratings yet
- Waves and Ocean Structures Journal of Marine Science and EngineeringDocument292 pagesWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billNo ratings yet
- Use of The Internet in EducationDocument23 pagesUse of The Internet in EducationAlbert BelirNo ratings yet
- ISO Position ToleranceDocument15 pagesISO Position ToleranceНиколай КалугинNo ratings yet
- Supply List & Resource Sheet: Granulation Techniques DemystifiedDocument6 pagesSupply List & Resource Sheet: Granulation Techniques DemystifiedknhartNo ratings yet
- Building Material Supplier in GurgaonDocument12 pagesBuilding Material Supplier in GurgaonRodidustNo ratings yet
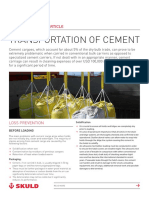
- Transportation of CementDocument13 pagesTransportation of CementKaustubh Joshi100% (1)
- 1973 Further Discussion of Fiedler's Contingency Model of Leadership EffectivenessDocument8 pages1973 Further Discussion of Fiedler's Contingency Model of Leadership EffectivenesslengocthangNo ratings yet
- 4. Nguyễn Thị Minh Khai, Sóc TrăngDocument15 pages4. Nguyễn Thị Minh Khai, Sóc TrăngK60 TRẦN MINH QUANGNo ratings yet
- Principled Instructions Are All You Need For Questioning LLaMA-1/2, GPT-3.5/4Document24 pagesPrincipled Instructions Are All You Need For Questioning LLaMA-1/2, GPT-3.5/4Jeremias GordonNo ratings yet
- 1188 2665 1 SMDocument12 pages1188 2665 1 SMRita BangunNo ratings yet
- Scrum Exam SampleDocument8 pagesScrum Exam SampleUdhayaNo ratings yet
- Static Electrification: Standard Test Method ForDocument10 pagesStatic Electrification: Standard Test Method Forastewayb_964354182No ratings yet
- Manhole Head LossesDocument11 pagesManhole Head Lossesjoseph_mscNo ratings yet
- Abilash - Subramanian CV - 003 PDFDocument4 pagesAbilash - Subramanian CV - 003 PDFAbilash SubramanianNo ratings yet
- Title: Smart Monitoring & Control of Electrical Distribution System Using IOTDocument27 pagesTitle: Smart Monitoring & Control of Electrical Distribution System Using IOTwaleed HaroonNo ratings yet
- SCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Document2 pagesSCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Nguyễn Hồng AnhNo ratings yet
- Stability Analysis of Geocell Reinforced Slopes by Considering Bending EffectDocument13 pagesStability Analysis of Geocell Reinforced Slopes by Considering Bending EffectRakesh KapoorNo ratings yet
- My BaboogDocument1 pageMy BaboogMaral Habeshian VieiraNo ratings yet
- Bring Your Gear 2010: Safely, Easily and in StyleDocument76 pagesBring Your Gear 2010: Safely, Easily and in StyleAkoumpakoula TampaoulatoumpaNo ratings yet