You might also like
- Le Petit Chef - Case - Report1Document9 pagesLe Petit Chef - Case - Report1vipinsuresh100% (1)
- OM ToyotaMotorManufacturingDocument7 pagesOM ToyotaMotorManufacturingmuddanapNo ratings yet
- American Connector Company: Case Analysis ReportDocument5 pagesAmerican Connector Company: Case Analysis ReportKalyan MukkamulaNo ratings yet
- Production and Operations Management - TOYOTA MANUFACTURING CASEDocument10 pagesProduction and Operations Management - TOYOTA MANUFACTURING CASEAakanksha PanwarNo ratings yet
- Case Analysis: Business StrategyDocument30 pagesCase Analysis: Business Strategyudaya1111100% (1)
- Kodak's Failure to Adapt to Digital RevolutionDocument7 pagesKodak's Failure to Adapt to Digital RevolutionkritikandhariNo ratings yet
- Toyota Motor Manufacturing U.S.A. Inc. Case StudyDocument17 pagesToyota Motor Manufacturing U.S.A. Inc. Case StudyAngshuman Sarkar50% (2)
- Barilla Spa Case Analysis of JITD ImplementationDocument11 pagesBarilla Spa Case Analysis of JITD ImplementationRameen KhanNo ratings yet
- Toyota Motor Manufacturing USA., inDocument5 pagesToyota Motor Manufacturing USA., inmudasserNo ratings yet
- Unit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Document5 pagesUnit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Justin MagnanaoNo ratings yet
- Corning Inc.: Submitted By: Nishant Singh (E058)Document2 pagesCorning Inc.: Submitted By: Nishant Singh (E058)PratikJainNo ratings yet
- As Doug Friesen, What Would You Do To Address The Seat Problem? Where Would You Focus Your Attention and Solution Efforts?Document3 pagesAs Doug Friesen, What Would You Do To Address The Seat Problem? Where Would You Focus Your Attention and Solution Efforts?sandeep saraswatNo ratings yet
- Toyota Case Study AnswerDocument3 pagesToyota Case Study Answeryashnegi.84726882% (11)
- Case-American Connector CompanyDocument9 pagesCase-American Connector CompanyDIVYAM BHADORIANo ratings yet
- Electricity BillDocument1 pageElectricity BillSushila SinghNo ratings yet
- American Connector CompanyDocument16 pagesAmerican Connector CompanyChandanKumarNo ratings yet
- Evoked PotentialsDocument49 pagesEvoked PotentialsparuNo ratings yet
- Toyota Case StudyDocument19 pagesToyota Case StudyDat BoiNo ratings yet
- Tool Catalog Ei18e-11020Document370 pagesTool Catalog Ei18e-11020Marcelo Diesel85% (13)
- Life Insurance Exam Questions and Answers PDFDocument13 pagesLife Insurance Exam Questions and Answers PDFDairo GaniyatNo ratings yet
- Toyota Motor Manufacturing v2Document5 pagesToyota Motor Manufacturing v2Kumar Gaurav100% (1)
- American Connector CompanyDocument5 pagesAmerican Connector CompanyAnand Prakash JhaNo ratings yet
- Toyota Motor ManufacturingDocument2 pagesToyota Motor ManufacturingDaezz Natalya0% (2)
- American Connector Company - CaseDocument11 pagesAmerican Connector Company - CasevipinsureshNo ratings yet
- American Connector Company - CaseDocument11 pagesAmerican Connector Company - CasevipinsureshNo ratings yet
- Health Care, Management & Entrepreneurship: A Report Submitted To Prof. Ratan JalanDocument4 pagesHealth Care, Management & Entrepreneurship: A Report Submitted To Prof. Ratan JalanDEEPANSHU SINGHNo ratings yet
- Baguette Galore International Ppts FinalDocument23 pagesBaguette Galore International Ppts FinalSadaf KazmiNo ratings yet
- ToyotaDocument7 pagesToyotaSteven MarescaNo ratings yet
- Toyota Motor Manufacturing IncDocument40 pagesToyota Motor Manufacturing IncBrian SembiringNo ratings yet
- Delwarca Software Support - Group 5Document10 pagesDelwarca Software Support - Group 5PRATIK RUNGTANo ratings yet
- Data Collection ProcedureDocument58 pagesData Collection ProcedureNorjenn BarquezNo ratings yet
- Module 1 (Social Innovation)Document7 pagesModule 1 (Social Innovation)Marinette Medrano50% (2)
- Group 1 Donner Company CaseDocument7 pagesGroup 1 Donner Company CaseAjay Kumar100% (1)
- TMM's increasing seat supply problems from single supplier KFSDocument4 pagesTMM's increasing seat supply problems from single supplier KFSharshkhambraNo ratings yet
- Cleopatra Case StudyDocument21 pagesCleopatra Case Studym_afzal50% (2)
- Toyota Motor Manufacturing - Draft 1Document16 pagesToyota Motor Manufacturing - Draft 1Ashutosh Mishra100% (1)
- Real Life Examples of Barriers To Communication: Managerial Communication Assignment: EPGP07Document4 pagesReal Life Examples of Barriers To Communication: Managerial Communication Assignment: EPGP07David AnandNo ratings yet
- Case 4 - Toyota Motor5Document9 pagesCase 4 - Toyota Motor5harshaimrapur100% (2)
- Financial Ratios ActivityDocument3 pagesFinancial Ratios ActivityNCF- Student Assistants' OrganizationNo ratings yet
- Toyota Motor Manufacturing - Draft 1Document16 pagesToyota Motor Manufacturing - Draft 1Ashutosh MishraNo ratings yet
- Bangladesh Textile Industry-SolutionsDocument3 pagesBangladesh Textile Industry-Solutionsvipinsuresh100% (2)
- Donner Company Group7Document21 pagesDonner Company Group7Kulraj Singh100% (1)
- Toyota Motor MFG OMDocument10 pagesToyota Motor MFG OMvipinsureshNo ratings yet
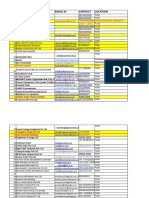
- Company Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDocument65 pagesCompany Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDhruv Parekh100% (1)
- DONNER COMPANY Case AnalysisDocument12 pagesDONNER COMPANY Case Analysisnikitajain021100% (2)
- Unit 06 Extra Grammar ExercisesDocument3 pagesUnit 06 Extra Grammar ExercisesLeo Muñoz43% (7)
- Delwarca CaseDocument5 pagesDelwarca CaseMridulaNo ratings yet
- American Connector Company (A)Document11 pagesAmerican Connector Company (A)pifactor1No ratings yet
- TMM plant facing seat supply issues due to product proliferation at KFS supplierDocument2 pagesTMM plant facing seat supply issues due to product proliferation at KFS supplierRashmi Ekka0% (1)
- DGIS SiemensDocument3 pagesDGIS SiemensJuhee PritanjaliNo ratings yet
- Group 2 Michigan Manufacturing CorporationDocument22 pagesGroup 2 Michigan Manufacturing CorporationtheplacementcircleNo ratings yet
- Iggy's Bread of the World Case AnalysisDocument8 pagesIggy's Bread of the World Case AnalysisNitish Mohan Saxena100% (1)
- Section D - OSD - Group 5Document6 pagesSection D - OSD - Group 5Chidananda PuriNo ratings yet
- Group 1 - World CoDocument31 pagesGroup 1 - World CoKumar Gaurav100% (3)
- Case 1 - Walmart Inc. TakesDocument13 pagesCase 1 - Walmart Inc. TakesChetali HedauNo ratings yet
- TayotaDocument19 pagesTayotaJeet SinghNo ratings yet
- AIC Notebooks CaseDocument3 pagesAIC Notebooks CaseNitish NairNo ratings yet
- OM - J&G Distributors SolutionDocument8 pagesOM - J&G Distributors SolutionSiddharth JoshiNo ratings yet
- Sun WindDocument18 pagesSun WindAnand Prakash Jha100% (2)
- Adobe Case Study: Launching Creative Suite 3Document11 pagesAdobe Case Study: Launching Creative Suite 3sarangpetheNo ratings yet
- Icrosoft Canada Sales AND Product Management Working TogetherDocument7 pagesIcrosoft Canada Sales AND Product Management Working TogetherManoj TyagiNo ratings yet
- BMDE Project Bigbasket FinalDocument7 pagesBMDE Project Bigbasket FinalMuskan ValbaniNo ratings yet
- Creativity at GunDocument4 pagesCreativity at GunGuntashsingh AnandNo ratings yet
- How GiveIndia OperatesDocument10 pagesHow GiveIndia OperatesalvesameerNo ratings yet
- BMW Case 100308053712 Phpapp01Document41 pagesBMW Case 100308053712 Phpapp01Sameer Singh RathoreNo ratings yet
- MC Case - Group 5Document4 pagesMC Case - Group 5Tarun AjwaniNo ratings yet
- Operations Management at Donner CompanyDocument27 pagesOperations Management at Donner CompanymuruganandammNo ratings yet
- Kristen's Cookie Company production analysisDocument1 pageKristen's Cookie Company production analysisCee RDNo ratings yet
- Manzana Insurance CaseDocument5 pagesManzana Insurance CaseSethNo ratings yet
- Inventory ProblemsDocument6 pagesInventory ProblemsSubhrodeep DasNo ratings yet
- Operations Management-II: Toyota Motor Manufacturing USA, IncDocument6 pagesOperations Management-II: Toyota Motor Manufacturing USA, IncshwetaNo ratings yet
- Operations Management-II: Toyota Motor Manufacturing USA, IncDocument6 pagesOperations Management-II: Toyota Motor Manufacturing USA, IncshwetaNo ratings yet
- Operations Management-II: Toyota Motor Manufacturing USA, IncDocument6 pagesOperations Management-II: Toyota Motor Manufacturing USA, IncshwetaNo ratings yet
- Toyota Case StudyDocument18 pagesToyota Case StudyMakp112No ratings yet
- Assignment 4 Operation Management: Toyota MotorsDocument4 pagesAssignment 4 Operation Management: Toyota MotorsHamza MughalNo ratings yet
- Inputs On Draft National Education Policy 2016Document8 pagesInputs On Draft National Education Policy 2016vipinsureshNo ratings yet
- Status of Talent Management in IndiaDocument10 pagesStatus of Talent Management in IndiavipinsureshNo ratings yet
- Business Model - Elements and TypesDocument54 pagesBusiness Model - Elements and TypesvipinsureshNo ratings yet
- ThomasGreen OBminiprojectDocument3 pagesThomasGreen OBminiprojectDavid AnandNo ratings yet
- Leader in CSR 2020: A Case Study of Infosys LTDDocument19 pagesLeader in CSR 2020: A Case Study of Infosys LTDDr.Rashmi GuptaNo ratings yet
- Pabahay Bonanza: Philippine National Bank As of September 30, 2009Document80 pagesPabahay Bonanza: Philippine National Bank As of September 30, 2009ramonlucas700No ratings yet
- Web Based Tour Management for Bamboo ParadiseDocument11 pagesWeb Based Tour Management for Bamboo Paradisemohammed BiratuNo ratings yet
- TROOP - of - District 2013 Scouting's Journey To ExcellenceDocument2 pagesTROOP - of - District 2013 Scouting's Journey To ExcellenceAReliableSourceNo ratings yet
- E HANAAW 12 Sample QuestionDocument16 pagesE HANAAW 12 Sample QuestionsuryaNo ratings yet
- ADVOCACY AND LOBBYING NDocument7 pagesADVOCACY AND LOBBYING NMwanza MaliiNo ratings yet
- Stock Futures Are Flat in Overnight Trading After A Losing WeekDocument2 pagesStock Futures Are Flat in Overnight Trading After A Losing WeekVina Rahma AuliyaNo ratings yet
- Human Computer InteractionDocument12 pagesHuman Computer Interactionabhi37No ratings yet
- Foreign Direct Investment in Mongolia An Interactive Case Study (USAID, 2007)Document266 pagesForeign Direct Investment in Mongolia An Interactive Case Study (USAID, 2007)Oyuna Bat-OchirNo ratings yet
- Marking SchemeDocument8 pagesMarking Schememohamed sajithNo ratings yet
- What is a Server ClusterDocument2 pagesWhat is a Server Clusterfikru tesefayeNo ratings yet
- BVM Type B Casing Tong ManualDocument3 pagesBVM Type B Casing Tong ManualJuan Gabriel GomezNo ratings yet
- Black Bruin Hydraulic Motors On-Demand Wheel Drives EN CDocument11 pagesBlack Bruin Hydraulic Motors On-Demand Wheel Drives EN CDiego AlbarracinNo ratings yet
- Online Job Interviews For International Careers: Business MeetingDocument8 pagesOnline Job Interviews For International Careers: Business Meetingintercultural_c2593No ratings yet
- Routine E-Mail Messages and Memos-Ch 8Document43 pagesRoutine E-Mail Messages and Memos-Ch 8Faryal ArifNo ratings yet
- Section - I: Cover Page Section - II:: IndexDocument21 pagesSection - I: Cover Page Section - II:: Indexamit rajputNo ratings yet
- HTTP://WWW - Authorstream.com/presentation/kunalcmehta 1123128 Exim PolicyDocument2 pagesHTTP://WWW - Authorstream.com/presentation/kunalcmehta 1123128 Exim PolicyPranesh KumarNo ratings yet
- Nikita Project 01-06-2016Document38 pagesNikita Project 01-06-2016Shobhit GoswamiNo ratings yet
- Pg-586-591 - Annexure 13.1 - AllEmployeesDocument7 pagesPg-586-591 - Annexure 13.1 - AllEmployeesaxomprintNo ratings yet