You might also like
- Administracion de Empresas ConstructorasDocument11 pagesAdministracion de Empresas ConstructorasDancristian OliveraNo ratings yet
- Desarrollo de Software Ágil: Extreme Programming y ScrumFrom EverandDesarrollo de Software Ágil: Extreme Programming y ScrumRating: 5 out of 5 stars5/5 (1)
- Disenos de Plackett BurmanDocument20 pagesDisenos de Plackett BurmanCronos_87No ratings yet
- Uso de Las Tablas de MuestreoDocument20 pagesUso de Las Tablas de MuestreoGuillermo RodríguezNo ratings yet
- Agentes de SocializaciónDocument8 pagesAgentes de SocializaciónCrisBlackNo ratings yet
- GuiadeConexion PDFDocument106 pagesGuiadeConexion PDFgmvchileNo ratings yet
- UF1464 - Calidad del producto gráficoFrom EverandUF1464 - Calidad del producto gráficoRating: 4 out of 5 stars4/5 (1)
- Mantras de Activación de Los Discos SolaresDocument1 pageMantras de Activación de Los Discos SolaresEvolucion del SerNo ratings yet
- Cuestionario para La Valoración Del Estilo de Aprendizaje CorregidoDocument4 pagesCuestionario para La Valoración Del Estilo de Aprendizaje CorregidoCrisBlackNo ratings yet
- DMAIC mejora indicadores medición gajesDocument21 pagesDMAIC mejora indicadores medición gajesFernanda FuentesNo ratings yet
- Resumen Del Metodo de TaguchiDocument4 pagesResumen Del Metodo de TaguchiNeto Dos Santos Aveiro100% (1)
- Manual Codigos Control Remoto Steren RM 7 RM 8 PDFDocument3 pagesManual Codigos Control Remoto Steren RM 7 RM 8 PDFMaria Martinez0% (1)
- Proyecto Six SigmaDocument21 pagesProyecto Six SigmaKano ZamoraNo ratings yet
- Exam End Is e No Experiment OsDocument34 pagesExam End Is e No Experiment OsjriacosqNo ratings yet
- Fichas Matematicas MultiplicacionesDocument24 pagesFichas Matematicas MultiplicacionesCrisBlackNo ratings yet
- Procedimiento de Control y Mantenimiento de Equipos MenoresDocument4 pagesProcedimiento de Control y Mantenimiento de Equipos Menoresroboan100% (3)
- Proyecto Seis SigmaDocument29 pagesProyecto Seis Sigmaalfrefd80% (5)
- Guia Paternidad Activa PDFDocument19 pagesGuia Paternidad Activa PDFNata HadwaNo ratings yet
- Unidad 5-Resolver EjercicioDocument21 pagesUnidad 5-Resolver EjercicioUlises Bravo DíazNo ratings yet
- Proyecto Six Sigma-PracticoDocument7 pagesProyecto Six Sigma-PracticoMiguel Reynoso MagañaNo ratings yet
- Proyecto Seis SigmaDocument14 pagesProyecto Seis SigmaDavid JesusNo ratings yet
- Exposicion Unida Metodo TaguchiDocument33 pagesExposicion Unida Metodo TaguchiHarry VirgoNo ratings yet
- Analisis de ResultadoDocument5 pagesAnalisis de Resultadojaiiro vazqz0% (1)
- Diseño ExperimentalDocument14 pagesDiseño ExperimentalYORMAN XIRAUS GARCIA TORRES100% (1)
- Unidad 4-Resolver Los Ejercicios de Las DiapositivasDocument50 pagesUnidad 4-Resolver Los Ejercicios de Las DiapositivasUlises Bravo DíazNo ratings yet
- Ensayo Critico de La Sobre El Caso de EstudioDocument5 pagesEnsayo Critico de La Sobre El Caso de EstudioDiego GutierrezNo ratings yet
- Control de CalidadDocument10 pagesControl de CalidadMyaReyesGomezNo ratings yet
- Diseño de ToleranciasDocument28 pagesDiseño de ToleranciasCEZAR IVAN BMNo ratings yet
- Christian AcostaDocument17 pagesChristian AcostaChristian AcostaNo ratings yet
- Unidad 6 Mejora ContinuaDocument12 pagesUnidad 6 Mejora ContinuaAle GiménezNo ratings yet
- Disenos de Plackett-BurmanDocument20 pagesDisenos de Plackett-BurmanMarco Antonio100% (2)
- Tag IchiDocument7 pagesTag IchiJULISA BEJARANONo ratings yet
- Evaluación 4Document12 pagesEvaluación 4David JesusNo ratings yet
- Método Taguchi para mejorar calidad café solubleDocument26 pagesMétodo Taguchi para mejorar calidad café solubleDarck LinkNo ratings yet
- Estudio R&R - Parte 2Document15 pagesEstudio R&R - Parte 2Mauricio100% (1)
- Normas de muestreo variablesDocument26 pagesNormas de muestreo variablesB6D4N0No ratings yet
- Analisis Señal RuidoDocument31 pagesAnalisis Señal RuidoMartin MarroquinNo ratings yet
- TAREAU4 Muestreode AceptaciónDocument15 pagesTAREAU4 Muestreode AceptaciónVICTOR ALEXIS MIRAMONTES MENDOZANo ratings yet
- La Filosofía de La Calidad de TaguchiDocument8 pagesLa Filosofía de La Calidad de TaguchiAyax De La Rosa SandovalNo ratings yet
- 03 Aplicaciones Chi Cuadrado Indep Homo MTBDocument34 pages03 Aplicaciones Chi Cuadrado Indep Homo MTBHendrixkzNo ratings yet
- Diseño de Parametros y ToleranciasDocument21 pagesDiseño de Parametros y ToleranciaslaloNo ratings yet
- Planeacion de Un ExperimentoDocument8 pagesPlaneacion de Un Experimentoisaac oceu lozano arriaga0% (1)
- Método TAGUCHI (Criticas)Document17 pagesMétodo TAGUCHI (Criticas)provider01No ratings yet
- Unidad IvDocument14 pagesUnidad IvLuis Alberto Azpeitia FranciscoNo ratings yet
- Trabajo DayanaDocument5 pagesTrabajo DayanaSergio Gonzalez PortaNo ratings yet
- Diseño de ExperimentosDocument7 pagesDiseño de ExperimentosSaul SuarezNo ratings yet
- Metodologia TaguchiDocument7 pagesMetodologia TaguchiOmar Tre BelNo ratings yet
- Estudiar CEDocument3 pagesEstudiar CEAnthonella UllaguaryNo ratings yet
- Matrices de PriorizaciónDocument38 pagesMatrices de PriorizaciónCarolina BastidaNo ratings yet
- Tema 7Document6 pagesTema 7liopt123No ratings yet
- Diseño experimental para determinar parámetros estadísticos de una máquina impresoraDocument11 pagesDiseño experimental para determinar parámetros estadísticos de una máquina impresoraferNo ratings yet
- Tareas de Bocos Unidad 3Document10 pagesTareas de Bocos Unidad 3Pablo GarduzaNo ratings yet
- Análisis de Señal Ruido InvestigacionDocument14 pagesAnálisis de Señal Ruido InvestigacionRamiro Miranda EspinosaNo ratings yet
- Inspeccion Por Variables PDFDocument7 pagesInspeccion Por Variables PDFJoseph Mike100% (1)
- Examen 4 - Normalización y Control de CalidadDocument2 pagesExamen 4 - Normalización y Control de CalidadSantiago Arroyave PanessoNo ratings yet
- Informe de TaguchiDocument14 pagesInforme de TaguchiEmily DiazNo ratings yet
- Inform Diseño Experimental. Sem13Document6 pagesInform Diseño Experimental. Sem13C GNo ratings yet
- Diseño Robusto.Document14 pagesDiseño Robusto.elizmar05No ratings yet
- Muestreo de aceptación por variablesDocument13 pagesMuestreo de aceptación por variablesAlessandra ArroyoNo ratings yet
- Diseño de Experimentos ProblemasDocument9 pagesDiseño de Experimentos ProblemasJuan CalosNo ratings yet
- Problemas de CalidadDocument10 pagesProblemas de CalidadMRshuruNo ratings yet
- Diseño de Experimentos Ii - Pregun TasDocument12 pagesDiseño de Experimentos Ii - Pregun TasmoisesglunagNo ratings yet
- Análisis de Varianza para Resistencia Del PapelDocument8 pagesAnálisis de Varianza para Resistencia Del PapelMario Alberto GHNo ratings yet
- Hacia Un Modelo de Producción RobustaDocument33 pagesHacia Un Modelo de Producción RobustaPablo Alfonso Galindo ZermeñoNo ratings yet
- Unidad 1. La Ingenieria de La Calidad y La Funcion de PerdidasDocument34 pagesUnidad 1. La Ingenieria de La Calidad y La Funcion de PerdidasLizandro Castellanos Cruz50% (4)
- Qué Es ISO 2859Document14 pagesQué Es ISO 2859Piter WellsNo ratings yet
- Diseño de Experimentos de TaguchiDocument47 pagesDiseño de Experimentos de TaguchiAlejandra MartinezNo ratings yet
- Act9 - Lorena - Gómez - MartínezDocument18 pagesAct9 - Lorena - Gómez - MartínezLore GmNo ratings yet
- Modelo PsicodinámicoDocument1 pageModelo PsicodinámicoCrisBlackNo ratings yet
- Fabula DairyDocument1 pageFabula DairyCrisBlackNo ratings yet
- Rendimiento EscolarDocument6 pagesRendimiento EscolarCrisBlackNo ratings yet
- Problema de MalasDocument3 pagesProblema de MalasCrisBlackNo ratings yet
- Guia para La Elaboracion Del Protocolo de TesisDocument8 pagesGuia para La Elaboracion Del Protocolo de TesisNemecio FernandezNo ratings yet
- Los Problemas de Conducta en La AdolescenciaDocument2 pagesLos Problemas de Conducta en La AdolescenciaCrisBlackNo ratings yet
- Violencia Intrafamiliar JudithDocument15 pagesViolencia Intrafamiliar JudithCrisBlackNo ratings yet
- Orientación y tutoría escolarDocument6 pagesOrientación y tutoría escolarMiguel AngelNo ratings yet
- Los Problemas de Conducta en La AdolescenciaDocument2 pagesLos Problemas de Conducta en La AdolescenciaCrisBlackNo ratings yet
- Imagenes de HerramientasDocument3 pagesImagenes de HerramientasCrisBlackNo ratings yet
- Modelo PsicodinámicoDocument1 pageModelo PsicodinámicoCrisBlackNo ratings yet
- Las Etapas de La VejezDocument23 pagesLas Etapas de La VejezCrisBlackNo ratings yet
- Rompecabezas Grado 4Document1 pageRompecabezas Grado 4Sandra Patricia Mendez HuergoNo ratings yet
- Trabajo de La Maestra LauraDocument31 pagesTrabajo de La Maestra LauraCrisBlackNo ratings yet
- Dislexia 2Document6 pagesDislexia 2Wendisilla BelenchisNo ratings yet
- Definiciones Palabras ClaveDocument1 pageDefiniciones Palabras ClaveCrisBlackNo ratings yet
- Contabilidad FinancieraDocument2 pagesContabilidad FinancieraCrisBlackNo ratings yet
- Elementos Del AprendizajeDocument22 pagesElementos Del AprendizajeCrisBlack100% (1)
- Exposicion TAGUCHIDocument9 pagesExposicion TAGUCHICrisBlackNo ratings yet
- Taxonomía de BloomDocument3 pagesTaxonomía de BloomCrisBlackNo ratings yet
- Los Primeros 3 Años de VidaDocument18 pagesLos Primeros 3 Años de VidaCrisBlackNo ratings yet
- Didactica GeneralDocument16 pagesDidactica GeneralCrisBlackNo ratings yet
- Modelos Basados en Viajes o Modelos de 4 PasosDocument2 pagesModelos Basados en Viajes o Modelos de 4 PasosAlexandra Oñate100% (3)
- Gerencia Taller 1 Yerson Fabian VargasDocument4 pagesGerencia Taller 1 Yerson Fabian Vargasfabian NarvaezNo ratings yet
- Herramientas para La CalidadDocument3 pagesHerramientas para La Calidademi.alvarado.djangoNo ratings yet
- CP Salud Conacyt Ventiladores, 23abr20Document12 pagesCP Salud Conacyt Ventiladores, 23abr20Roberto TrejoNo ratings yet
- Asistente Tecnico de Obra - Semana 02Document12 pagesAsistente Tecnico de Obra - Semana 02Henrry Luis Vilchez SamaniegoNo ratings yet
- Iso 22716-2007Document26 pagesIso 22716-2007Nataly RochaNo ratings yet
- VIVIENDA ALTA DENSIDAD CARTAGENADocument15 pagesVIVIENDA ALTA DENSIDAD CARTAGENAFabrizzio MilanoNo ratings yet
- Determinación de la torsión de hilosDocument9 pagesDeterminación de la torsión de hilosjonathan10040No ratings yet
- Plan de mejora matemática 2do gradoDocument2 pagesPlan de mejora matemática 2do gradodanielNo ratings yet
- 2-1 2.1 Ptpeted-Dmfa-16-06-21-20h00-TaDocument6 pages2-1 2.1 Ptpeted-Dmfa-16-06-21-20h00-TaDarwin FloresNo ratings yet
- Desmpeño Docente Semana 5Document2 pagesDesmpeño Docente Semana 5Amasifuen Espinoza Carlos RobertoNo ratings yet
- Expo GametogénesisDocument32 pagesExpo GametogénesismichulovNo ratings yet
- Reglas de Netiqueta ResumenDocument2 pagesReglas de Netiqueta ResumenJuanita Amaya BNo ratings yet
- Geometria FractalDocument5 pagesGeometria FractalMichelleRiquelmeNo ratings yet
- Recurso de CasacionDocument13 pagesRecurso de CasacionMely SayNo ratings yet
- Formato Organización Escolar 22-23Document159 pagesFormato Organización Escolar 22-23darlis perezNo ratings yet
- Plan de Mejoramiento para Niño de PrimariaDocument11 pagesPlan de Mejoramiento para Niño de PrimariaElisa Pardo100% (1)
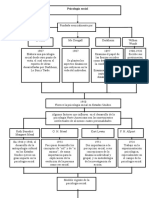
- Mapa Conceptual Psicologia SocialDocument1 pageMapa Conceptual Psicologia Socialisrael Martinez B.100% (5)
- Toma de DecisionesDocument2 pagesToma de DecisionesLeslie Tatiana0% (1)
- Pildoras Sobre Estiba. Norma en 12642 L y XL - Eva Hernández RamosDocument9 pagesPildoras Sobre Estiba. Norma en 12642 L y XL - Eva Hernández RamosEva Hernández RamosNo ratings yet
- Que Es Construcción de IdentidadDocument5 pagesQue Es Construcción de IdentidadAnonymous ATkAkgNo ratings yet
- 1 PB PDFDocument26 pages1 PB PDFJessica HeathNo ratings yet
- Cuadernillo de Evaluación 1Document10 pagesCuadernillo de Evaluación 1Juanjose RamirezNo ratings yet
- Ciencia renacentista busca verdadDocument2 pagesCiencia renacentista busca verdadLAURA KAMILA FONSECA SANABRIANo ratings yet
- 2.guia Diagnóstico Socioambiental UBVDocument15 pages2.guia Diagnóstico Socioambiental UBVAnonymous PiscisNo ratings yet