You might also like
- Examen de Navegacion JeppesenDocument4 pagesExamen de Navegacion JeppesenCapitan HermesNo ratings yet
- Correccion Practica 3Document21 pagesCorreccion Practica 3Ð Jüä Ð HukNo ratings yet
- Empaque y EmbalajeDocument15 pagesEmpaque y EmbalajeÐ Jüä Ð HukNo ratings yet
- Manufactura I PDFDocument130 pagesManufactura I PDFInzydeth MzangelesNo ratings yet
- Guía de Estudio para Examen Extraordinario Ó EtsDocument4 pagesGuía de Estudio para Examen Extraordinario Ó EtsÐ Jüä Ð HukNo ratings yet
- Carta ComercialDocument1 pageCarta ComercialÐ Jüä Ð HukNo ratings yet
- Medición del trabajo enDocument5 pagesMedición del trabajo encandyromoNo ratings yet
- La Cuarta RepublicaDocument2 pagesLa Cuarta RepublicaÐ Jüä Ð HukNo ratings yet
- "Producto No. 3": Carrera: Ingeniería Industrial Unidad de Aprendizaje: Sistemas Neumáticos eDocument17 pages"Producto No. 3": Carrera: Ingeniería Industrial Unidad de Aprendizaje: Sistemas Neumáticos eÐ Jüä Ð HukNo ratings yet
- Circuitos neumáticosDocument13 pagesCircuitos neumáticosÐ Jüä Ð HukNo ratings yet
- Guía de Estudio Unidad IDocument1 pageGuía de Estudio Unidad IIvan MendozaNo ratings yet
- UNIDAD 1 - Contexto Occidental de La Ingenieria IndustrialDocument60 pagesUNIDAD 1 - Contexto Occidental de La Ingenieria IndustrialÐ Jüä Ð Huk100% (1)
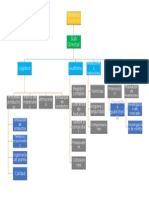
- OrganigramaDocument1 pageOrganigramaÐ Jüä Ð HukNo ratings yet
- 605 659 PB PDFDocument359 pages605 659 PB PDFMaribel Caricari Zurita100% (1)
- Sistema de tuberías de baja presiónDocument5 pagesSistema de tuberías de baja presiónSusanNo ratings yet
- Planificacion ParticipativaDocument13 pagesPlanificacion ParticipativabloginstitucionalNo ratings yet
- Extracto Escritura Publica - 123456951217Document15 pagesExtracto Escritura Publica - 123456951217marcoNo ratings yet
- Terminología Control de CalidadDocument24 pagesTerminología Control de CalidadJessica Paulina GNo ratings yet
- Normativas e instalaciones residencialesDocument5 pagesNormativas e instalaciones residencialesJeison David CamposNo ratings yet
- Sistema de EmbragueDocument89 pagesSistema de EmbragueRoberto Carlos Montoya SirlupuNo ratings yet
- Pettenati: Líder textil en Centroamérica con énfasis en sustentabilidadDocument2 pagesPettenati: Líder textil en Centroamérica con énfasis en sustentabilidadSofia PalmaNo ratings yet
- Tabla de RendimientosDocument26 pagesTabla de RendimientosJesús Valladares RosalesNo ratings yet
- Crear Controles en Tiempo de EjecucionDocument2 pagesCrear Controles en Tiempo de EjecucionelidatoNo ratings yet
- Recur SoDocument24 pagesRecur SoKevin MartinezNo ratings yet
- EOR Métodos Recuperación Mejorada HidrocarburosDocument18 pagesEOR Métodos Recuperación Mejorada HidrocarburosKarlaqd CaramónNo ratings yet
- TAREA-Caso Practico 1 Ingeniería Ambiental Legislacion A EnviadoDocument2 pagesTAREA-Caso Practico 1 Ingeniería Ambiental Legislacion A EnviadoJulissa FeijooNo ratings yet
- Curso de Planeamiento MinaDocument13 pagesCurso de Planeamiento MinaEl Zurdo ObregonNo ratings yet
- Resolucion 2190 de 1991Document7 pagesResolucion 2190 de 1991Felipe HoyosNo ratings yet
- Normas de Urbanismo Sta CruzDocument50 pagesNormas de Urbanismo Sta CruzjorgeNo ratings yet
- Leer y Escribir Textos ExpositivosokDocument8 pagesLeer y Escribir Textos ExpositivosoksusanaieaNo ratings yet
- Almacén 01Document12 pagesAlmacén 01Froylan Agreda LozanoNo ratings yet
- Temporizadores ENYA Serie - Retardos, Impulsos y Ciclos SimétricosDocument3 pagesTemporizadores ENYA Serie - Retardos, Impulsos y Ciclos SimétricosClaudio Patricio Zarate VidalNo ratings yet
- Tratamiento de Aguas Residuales Domesticas Mediante Humedales Artificiales Con La Especie Cyperus AlternifoliusDocument2 pagesTratamiento de Aguas Residuales Domesticas Mediante Humedales Artificiales Con La Especie Cyperus AlternifoliusELMERNo ratings yet
- Guia - 5 - Lentes Delgadas.Document5 pagesGuia - 5 - Lentes Delgadas.Frank BulaNo ratings yet
- Alt 01 InsumosDocument7 pagesAlt 01 InsumosBHERTY FERNANDEZNo ratings yet
- TPM y Su Fuerte Relación Con JITDocument31 pagesTPM y Su Fuerte Relación Con JITJuanManuelBayonaArenas100% (1)
- Dat HD Boss 790 Long Range149741 Lanzamiento - Es-1Document2 pagesDat HD Boss 790 Long Range149741 Lanzamiento - Es-1miniNo ratings yet
- Contabilidad II tarea #4 mapa mental y ejercicios P7-25A y P7-26ADocument2 pagesContabilidad II tarea #4 mapa mental y ejercicios P7-25A y P7-26AOdalis HernandezNo ratings yet
- Suspensión NeumáticaDocument2 pagesSuspensión NeumáticaBart ReyesNo ratings yet
- Historia de La Maquina de EscribirDocument11 pagesHistoria de La Maquina de EscribirYeniCedeñoNo ratings yet
- Método lectoescritura ActiludisDocument19 pagesMétodo lectoescritura ActiludisIna C CHNo ratings yet
- Capítulo Viii - Eticidad de La ProconcepcionDocument13 pagesCapítulo Viii - Eticidad de La ProconcepcionEddy LestalNo ratings yet