You might also like
- Financial Ratio Analysis.Document19 pagesFinancial Ratio Analysis.Daniel Teh100% (1)
- Toastmasters PresentationDocument16 pagesToastmasters PresentationChandan BanerjeeNo ratings yet
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreFrom EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNo ratings yet
- Allison 4th Generation ControlsDocument22 pagesAllison 4th Generation Controlsmnvijaybabu100% (1)
- The time shown on the clock is 11:55Document190 pagesThe time shown on the clock is 11:55Prasanthi Dora100% (1)
- Accurate Diagnosis Saves Time on Engine RepairDocument3 pagesAccurate Diagnosis Saves Time on Engine RepairdromakiNo ratings yet
- Risk Assessment Chapter 11 Event Tree AnalysisDocument46 pagesRisk Assessment Chapter 11 Event Tree Analysispearlsapphire100% (1)
- IMAX: Larger Than Life Case Analysis (SEODocument12 pagesIMAX: Larger Than Life Case Analysis (SEOChandan Banerjee100% (4)
- The Goal by Eliyahu Goldratt PDFDocument40 pagesThe Goal by Eliyahu Goldratt PDFblackberry7100g100% (1)
- Troubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingFrom EverandTroubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingRating: 4.5 out of 5 stars4.5/5 (3)
- Preventive Maintenance PresentationDocument15 pagesPreventive Maintenance Presentationabhinav2018100% (2)
- Week 3 Stability 5S TPMDocument66 pagesWeek 3 Stability 5S TPMQuynh Chau TranNo ratings yet
- MST Ks Catalogue WebDocument180 pagesMST Ks Catalogue WebMiguel Gutierrez100% (2)
- List of Indian organizations and companiesDocument77 pagesList of Indian organizations and companiesshine khanNo ratings yet
- Kanban Pull Systems: An Intermediate Lean SolutionDocument47 pagesKanban Pull Systems: An Intermediate Lean SolutionfmeszNo ratings yet
- Volvo 9900: Getting CloserDocument8 pagesVolvo 9900: Getting CloserPhilippine Bus Enthusiasts SocietyNo ratings yet
- 6 7 Value Stream MappingDocument53 pages6 7 Value Stream MappingUğur ErkenNo ratings yet
- Cat 8th Edition PDFDocument814 pagesCat 8th Edition PDFRicardo Ramirez Estrello100% (3)
- A3 ReportDocument4 pagesA3 ReportmfernandNo ratings yet
- Module 4 SlidesDocument47 pagesModule 4 SlidesAnonymous dj57T7Oe2tNo ratings yet
- Process Analysis: I D I / TH H Introduction / The Three MeasuresDocument39 pagesProcess Analysis: I D I / TH H Introduction / The Three Measuresrah300No ratings yet
- KOMATSU Commemorative BookDocument49 pagesKOMATSU Commemorative BookAlexander Alva Rodriguez100% (1)
- Process AnalysisDocument10 pagesProcess AnalysisNikeshKumarSinghNo ratings yet
- Gurgaon IndustriesDocument33 pagesGurgaon Industrieslokman singhNo ratings yet
- Transform To The Power of Digital ImpDocument18 pagesTransform To The Power of Digital ImpChandan BanerjeeNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Process Analysis: Introduction / The Three MeasuresDocument39 pagesProcess Analysis: Introduction / The Three MeasuresUtkarsh ShrivatavaNo ratings yet
- Dimensional Analysis: Practical Guides in Chemical EngineeringFrom EverandDimensional Analysis: Practical Guides in Chemical EngineeringNo ratings yet
- Theodore Roosevelt's 1911 address on improving national efficiency discussed in productivity documentDocument46 pagesTheodore Roosevelt's 1911 address on improving national efficiency discussed in productivity documentkrunoslav6077No ratings yet
- Closed-Loop System Marlin 2002Document24 pagesClosed-Loop System Marlin 2002Debora Fitriyana SitorusNo ratings yet
- Module 5 SlidesDocument43 pagesModule 5 SlidesEdith Castillo100% (1)
- Quality: Prof. Christian TerwieschDocument43 pagesQuality: Prof. Christian TerwieschSabila SanjraniNo ratings yet
- Curs OperatiuniDocument234 pagesCurs OperatiuniAndrei GlavaNo ratings yet
- 3 Lean OpsDocument65 pages3 Lean OpsSteven Latreia Iakwbos FatsisNo ratings yet
- Session 1: Prof. Christian TerwieschDocument28 pagesSession 1: Prof. Christian TerwieschkeenodiidNo ratings yet
- Cop 1Document28 pagesCop 1Charles BinuNo ratings yet
- Module 2 SlidesDocument46 pagesModule 2 Slideskrunoslav6077No ratings yet
- Module 3 SlidesDocument42 pagesModule 3 SlidesSherwin CuNo ratings yet
- Lect 10 - Bottlenecks and Product MixDocument81 pagesLect 10 - Bottlenecks and Product MixPowerup CapitalNo ratings yet
- 07 Constraint Management - KrajewskiDocument38 pages07 Constraint Management - KrajewskiAditya VermaNo ratings yet
- Final Exam Solutions for Quick Service Restaurant ProcessDocument12 pagesFinal Exam Solutions for Quick Service Restaurant ProcessNic AurthurNo ratings yet
- Chapter 3: Strategic Capacity ManagementDocument26 pagesChapter 3: Strategic Capacity ManagementpammytejwaniNo ratings yet
- Chap 01 Marlin 2002Document27 pagesChap 01 Marlin 2002Audrey Patrick KallaNo ratings yet
- Process Control: Designing Process and Control Systems For Dynamic PerformanceDocument29 pagesProcess Control: Designing Process and Control Systems For Dynamic PerformanceNabila Agnasia Desmara100% (1)
- Dental Clinic Flow Chart and Bottleneck Capacity AnalysisDocument1 pageDental Clinic Flow Chart and Bottleneck Capacity AnalysisHansel Ramirez BaruelaNo ratings yet
- Bottleneck ReportDocument1 pageBottleneck ReportHansel Ramirez BaruelaNo ratings yet
- The Goal: Discussion Slides Based On Those Prepared by Prof. Charles FineDocument27 pagesThe Goal: Discussion Slides Based On Those Prepared by Prof. Charles FineNanNo ratings yet
- Introduction To Operation ManagementDocument17 pagesIntroduction To Operation Managementanandnik80% (5)
- Quality Management: It Costs A Lot To Produce A Bad ProductDocument62 pagesQuality Management: It Costs A Lot To Produce A Bad ProductandrefkatoNo ratings yet
- Practical Applications of Combinatorial TestingDocument128 pagesPractical Applications of Combinatorial TestingAbu-Abdullah SameerNo ratings yet
- 3P04 Tutorial 3 Why Model 2008Document12 pages3P04 Tutorial 3 Why Model 2008Khaled KamalNo ratings yet
- TOC Summary for Manufacturing ConstraintDocument50 pagesTOC Summary for Manufacturing ConstraintpeanutsmonkeyNo ratings yet
- Value Stream Mapping IntroductionDocument30 pagesValue Stream Mapping IntroductionAwais MumtazNo ratings yet
- Excess InventoryDocument10 pagesExcess InventoryAmit DingareNo ratings yet
- Reliability and System Risk Analysis Workshop: Dr. John ThomasDocument77 pagesReliability and System Risk Analysis Workshop: Dr. John Thomasatul mylarNo ratings yet
- tài trang 2 trang 1Document73 pagestài trang 2 trang 1tailetuan3112No ratings yet
- Single Piece MovementDocument5 pagesSingle Piece MovementSaurav SinghNo ratings yet
- Quality ControlDocument26 pagesQuality ControlBikash ShahNo ratings yet
- Prof. Christian TerwieschDocument17 pagesProf. Christian TerwieschkeenodiidNo ratings yet
- Theory of Constraints (TOC)Document58 pagesTheory of Constraints (TOC)Vanshali SanwalkaNo ratings yet
- RBI of Offshore PlatformsDocument32 pagesRBI of Offshore PlatformsChike Charles OfoegbuNo ratings yet
- BIO270 Lab 1 Manual 2014Document7 pagesBIO270 Lab 1 Manual 2014邢泰然No ratings yet
- SEVEN QUALITY CONTROL TOOLSDocument72 pagesSEVEN QUALITY CONTROL TOOLSNithyanandan AshokNo ratings yet
- Improve Performance with Theory of ConstraintsDocument4 pagesImprove Performance with Theory of ConstraintsRoopa DatlaNo ratings yet
- Gemba Kaizen Workplace ImprovementDocument5 pagesGemba Kaizen Workplace ImprovementVinoadh Kumar KrishnanNo ratings yet
- Evaluation Week 1Document108 pagesEvaluation Week 1ScribdTranslationsNo ratings yet
- Process Safety Overview Process Safety OverviewDocument67 pagesProcess Safety Overview Process Safety OverviewLeslieBigbearNo ratings yet
- ReliabilityDocument24 pagesReliabilityDominicNo ratings yet
- Huang Temple Clpt2008144a1Document8 pagesHuang Temple Clpt2008144a1Chandan BanerjeeNo ratings yet
- Convertible BondDocument7 pagesConvertible BondChandan BanerjeeNo ratings yet
- Perfect Competitive MarketDocument6 pagesPerfect Competitive MarketKrishani ImaliNo ratings yet
- IRI BCG Google ECommerce Cobranded - FINAL2Document36 pagesIRI BCG Google ECommerce Cobranded - FINAL2Chandan BanerjeeNo ratings yet
- Critical Aspects of Tecno Economic Viability Study by CA Subhash Nathuramka IDocument12 pagesCritical Aspects of Tecno Economic Viability Study by CA Subhash Nathuramka IChandan BanerjeeNo ratings yet
- The Stakeholder Approach To Business, Society and EthicsDocument33 pagesThe Stakeholder Approach To Business, Society and EthicsAlee HulioNo ratings yet
- IIMC Interview PracticeDocument3 pagesIIMC Interview PracticeChandan BanerjeeNo ratings yet
- Lecture 22 MRP f04 331Document40 pagesLecture 22 MRP f04 331Chandan Banerjee100% (1)
- HP Interview QuestionsDocument2 pagesHP Interview QuestionsChandan BanerjeeNo ratings yet
- BAT Sample Questions ExtDocument39 pagesBAT Sample Questions ExtChandan BanerjeeNo ratings yet
- Inclusive Growth 1Document24 pagesInclusive Growth 1sagar81285No ratings yet
- Analysts Meet Finance Mar14Document45 pagesAnalysts Meet Finance Mar14Chandan BanerjeeNo ratings yet
- Grom PresentationDocument10 pagesGrom PresentationMathan Anto MarshineNo ratings yet
- Fortune at The Bottom of The PyramidDocument1 pageFortune at The Bottom of The PyramidChandan BanerjeeNo ratings yet
- Value CreationDocument19 pagesValue CreationkhalilarbiNo ratings yet
- Passport Seva ProjectDocument14 pagesPassport Seva ProjectChandan BanerjeeNo ratings yet
- OperationDocument43 pagesOperationChandan BanerjeeNo ratings yet
- Chapter2 Markettargeting 120605101814 Phpapp02Document35 pagesChapter2 Markettargeting 120605101814 Phpapp02Chandan BanerjeeNo ratings yet
- Insider trading laws in IndiaDocument18 pagesInsider trading laws in IndiaChandan Banerjee0% (1)
- Geetanjali No 50 For PrarambhDocument1 pageGeetanjali No 50 For PrarambhChandan BanerjeeNo ratings yet
- b07 EbusinessDocument27 pagesb07 EbusinessSheraz HussainNo ratings yet
- ABC Analysis1234Document30 pagesABC Analysis1234Asfa JaVedNo ratings yet
- Lecture 22 MRP f04 331Document40 pagesLecture 22 MRP f04 331Chandan Banerjee100% (1)
- OperationDocument43 pagesOperationChandan BanerjeeNo ratings yet
- SELCO INDIA - Powering INDIA, Empowering LifeDocument9 pagesSELCO INDIA - Powering INDIA, Empowering LifeChandan BanerjeeNo ratings yet
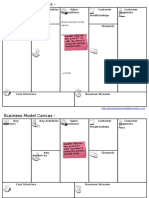
- Key Partners Key Activities Value Propositions Customer Relationships Customer SegmentsDocument2 pagesKey Partners Key Activities Value Propositions Customer Relationships Customer SegmentsChandan BanerjeeNo ratings yet
- Important motorcycle safety and maintenance manualDocument86 pagesImportant motorcycle safety and maintenance manualPuican IulianNo ratings yet
- CPR0715 30Document8 pagesCPR0715 30Jamie MiddletonNo ratings yet
- Annual Report 2021 22Document446 pagesAnnual Report 2021 22rohit koyandeNo ratings yet
- Customer Reference Book 2013-2014pdfDocument172 pagesCustomer Reference Book 2013-2014pdfLuis SoarezNo ratings yet
- Malfunctions Displayed by Warning Lights: ABS/EDL/ASR Bosch 5.3Document16 pagesMalfunctions Displayed by Warning Lights: ABS/EDL/ASR Bosch 5.3Oprin AdrianNo ratings yet
- MR346CLIO2Document90 pagesMR346CLIO2ossoskiNo ratings yet
- 5j GM1927 84 Drill Deep Worksheet 12 Oct 04Document2 pages5j GM1927 84 Drill Deep Worksheet 12 Oct 04jesusmemNo ratings yet
- Heater System Article TextDocument5 pagesHeater System Article TextCopyShop SuceavaNo ratings yet
- HRS 931Document2 pagesHRS 931Forum PompieriiNo ratings yet
- Resume - Docx Word BarryDocument4 pagesResume - Docx Word BarrybarrykeatchNo ratings yet
- Financial Analysis of Ashok LeylandDocument121 pagesFinancial Analysis of Ashok LeylandBhavya100% (8)
- VCDS Auto-Scan PrintoutDocument7 pagesVCDS Auto-Scan PrintoutgabeNo ratings yet
- Xander Company Profile 2019 NewDocument13 pagesXander Company Profile 2019 Newirish gomezNo ratings yet
- Finke CatalogDocument36 pagesFinke CatalogSiv SorNo ratings yet
- Suggested Improvements For Your Mercedes W113 Pagoda SL PDFDocument3 pagesSuggested Improvements For Your Mercedes W113 Pagoda SL PDFwhorne24No ratings yet
- DRB-HICOM Annual Report 2014Document305 pagesDRB-HICOM Annual Report 2014Paul TanNo ratings yet
- Nims University, JaipurDocument71 pagesNims University, JaipurAjay AshokNo ratings yet
- 1104A-44TG1 ElectropaK PN1783Document2 pages1104A-44TG1 ElectropaK PN1783Francisco Martinez OrtizNo ratings yet
- Zt400 Series Parts Catalog en UsDocument11 pagesZt400 Series Parts Catalog en UsangevilessNo ratings yet
- Automotive CatalogueDocument189 pagesAutomotive CatalogueunbetzNo ratings yet
- Details of Shortlisted Candidates - CapgeminiDocument6 pagesDetails of Shortlisted Candidates - CapgeminiShivam NaiduNo ratings yet