You might also like
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónFrom EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónRating: 4 out of 5 stars4/5 (1)
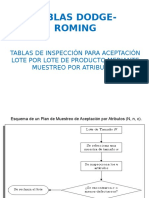
- 4.2. Uso de Tablas de Muestreo (Mil-Std, 414, 105d y Dodge Roming)Document8 pages4.2. Uso de Tablas de Muestreo (Mil-Std, 414, 105d y Dodge Roming)Bryan Shavershian75% (4)
- Equipo 1. Ejercicios Capitulo 18Document21 pagesEquipo 1. Ejercicios Capitulo 18Angel Perdomo100% (1)
- 4.2 Uso de Tablas de MuestreoDocument46 pages4.2 Uso de Tablas de MuestreoKoke Luis Rodriguez RiosNo ratings yet
- Tarea Control de CalidadDocument20 pagesTarea Control de Calidadplayero70No ratings yet
- Control y verificación de productos fabricados. FMEE0108From EverandControl y verificación de productos fabricados. FMEE0108No ratings yet
- Plan de muestreo para evaluar expedientes de clientesDocument7 pagesPlan de muestreo para evaluar expedientes de clientesAnonymous mXtHmeOrJNo ratings yet
- Uso de La Tabla Mil STD 105 DDocument8 pagesUso de La Tabla Mil STD 105 DKristian Coba38% (8)
- Tabla MILITAR STANDARDocument11 pagesTabla MILITAR STANDARCeci AlvarezNo ratings yet
- Tipos de CateringDocument2 pagesTipos de CateringGrupo ConviviumNo ratings yet
- Plantilla Cuadro de Mando Integral (BSC)Document18 pagesPlantilla Cuadro de Mando Integral (BSC)Yury TeranNo ratings yet
- Tablas de Muestreo Mil STDDocument11 pagesTablas de Muestreo Mil STDCarolina Balderrama100% (1)
- OOKKKEl Emprendedor de Éxito-1 PDFDocument307 pagesOOKKKEl Emprendedor de Éxito-1 PDFFernando LejarazoNo ratings yet
- Tablas Dodge RomingDocument20 pagesTablas Dodge RomingManaslu Nepal0% (1)
- Planes de Muestreo (Ejercicio Resueltos y Expo)Document4 pagesPlanes de Muestreo (Ejercicio Resueltos y Expo)Rodolfo Perez Piña50% (8)
- Planes de Muestreo. Conceptos Fundamentos Tipos de Muestreo y NotaciÓn SimbÓlicaDocument4 pagesPlanes de Muestreo. Conceptos Fundamentos Tipos de Muestreo y NotaciÓn SimbÓlicaemendozasandoval78% (9)
- Blake Mycoskie fundador TOMS shoes modelo negocio One for OneDocument2 pagesBlake Mycoskie fundador TOMS shoes modelo negocio One for OneIsabel Di IorioNo ratings yet
- Muestreo de aceptación: planes, curvas OC, riesgos y calidad mediaDocument9 pagesMuestreo de aceptación: planes, curvas OC, riesgos y calidad mediaEduardo DiazgranadosNo ratings yet
- Índice de Rotación de PersonalDocument11 pagesÍndice de Rotación de PersonalPaz valentina Díaz guerreroNo ratings yet
- Tesis Ensayos Corrosion AcerosDocument81 pagesTesis Ensayos Corrosion AcerosdjcafNo ratings yet
- Ejercicios Cap12 Control de Calidad y 6 SigmaDocument11 pagesEjercicios Cap12 Control de Calidad y 6 SigmaElias Jose Albis Pacheco50% (2)
- Analisis PinchDocument15 pagesAnalisis PinchdjcafNo ratings yet
- Analisis PinchDocument15 pagesAnalisis PinchdjcafNo ratings yet
- Consumo Ahorro e InversionDocument28 pagesConsumo Ahorro e InversionAllison CoralesNo ratings yet
- Guía completa para aplicar tablas de muestreo MIL-STD 105D y Dodge-RomigDocument15 pagesGuía completa para aplicar tablas de muestreo MIL-STD 105D y Dodge-RomigJimmy GranjaNo ratings yet
- Ejercicios de Muestreo Por AceptaciónDocument8 pagesEjercicios de Muestreo Por AceptaciónDianaPabloNo ratings yet
- Actividad Integradora 4Document13 pagesActividad Integradora 4Cesar Figueroa71% (7)
- T3 DelaCruzHernandezHugoAntonioDocument6 pagesT3 DelaCruzHernandezHugoAntonioDe la Cruz Hernandez Hugo AntonioNo ratings yet
- Taller Muestreo de AceptaciónDocument3 pagesTaller Muestreo de AceptaciónNiler Rosales AyalaNo ratings yet
- UNIDAD4-control Estadistico de La Calidad EjerciciosDocument7 pagesUNIDAD4-control Estadistico de La Calidad EjerciciosPAULINA TORRES RODRIGUEZNo ratings yet
- Apuntes de CalidadDocument6 pagesApuntes de CalidadKike Alcalá100% (1)
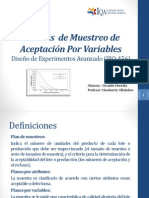
- Muestreo Aceptacion VariablesDocument16 pagesMuestreo Aceptacion VariablesLuis RangelNo ratings yet
- Taller Condecal UltimoDocument10 pagesTaller Condecal UltimoMaacNo ratings yet
- Sesión 19 - Muestreo de Aceptación 2Document32 pagesSesión 19 - Muestreo de Aceptación 2DANTE SIPION MUÑOZNo ratings yet
- Plan de Muestreo 2024Document74 pagesPlan de Muestreo 2024marlon arturo rueda oliverosNo ratings yet
- Control El Mejor PDFDocument58 pagesControl El Mejor PDFgiovadiNo ratings yet
- Actividad 7muestreoDocument7 pagesActividad 7muestreoOliver JosueNo ratings yet
- Planes de MuestreoDocument8 pagesPlanes de MuestreorogeNo ratings yet
- Uso de TablasDocument5 pagesUso de TablasJuan Manuel Vicente SantosNo ratings yet
- Desarrollo de ProblemaDocument7 pagesDesarrollo de ProblemaninoshkaNo ratings yet
- Tablas MilitaresDocument7 pagesTablas MilitaresLuiscarlos PintoNo ratings yet
- Cep Muestreo para AceptacionDocument61 pagesCep Muestreo para AceptacionEzequielAlbanesNo ratings yet
- Unidad 7 - Muestreo de AceptaciónDocument29 pagesUnidad 7 - Muestreo de AceptaciónEDSON ALEXANDER JARA CANTUNo ratings yet
- Planes de MuestreoDocument8 pagesPlanes de MuestreoRobertNo ratings yet
- Dodge RomingDocument16 pagesDodge Romingigor100% (1)
- Estadística para ingeniería II. Ejercicios de muestras, pruebas de hipótesis e intervalos de confianzaDocument11 pagesEstadística para ingeniería II. Ejercicios de muestras, pruebas de hipótesis e intervalos de confianzaStalin Carrasco0% (1)
- Tarea 3 ParcialDocument7 pagesTarea 3 ParcialvanessaNo ratings yet
- PDFDocument8 pagesPDFJosé Carlos Mejia MenjivarNo ratings yet
- Ejercicios de Control de CalidadDocument21 pagesEjercicios de Control de CalidaddayeNo ratings yet
- Ejer Cici OsDocument8 pagesEjer Cici OsharoldNo ratings yet
- Muestreo de aceptación y cartas de controlDocument20 pagesMuestreo de aceptación y cartas de controlMario SilvaNo ratings yet
- Ejercicios Cartas de ControlDocument4 pagesEjercicios Cartas de ControlHans AcuñaNo ratings yet
- Tema 11 C Planes de Muestreo Por Variables - PPT (Modo de Compatibilidad)Document44 pagesTema 11 C Planes de Muestreo Por Variables - PPT (Modo de Compatibilidad)Beatriz Picart100% (1)
- TAREAU4 Muestreode AceptaciónDocument15 pagesTAREAU4 Muestreode AceptaciónVICTOR ALEXIS MIRAMONTES MENDOZANo ratings yet
- 1-Planes Muestreo 2 - 29-09-22-AVMDocument52 pages1-Planes Muestreo 2 - 29-09-22-AVMMaxx PowerrNo ratings yet
- Muestreo de aceptación: tipos de planes, curvas OC y diseño de planesDocument29 pagesMuestreo de aceptación: tipos de planes, curvas OC y diseño de planes1144028340No ratings yet
- Ractica #7 Tecnicas de MuestreoDocument7 pagesRactica #7 Tecnicas de MuestreoJose Antonio Cornejo CoronadoNo ratings yet
- Muestreo de Aceptación PDFDocument5 pagesMuestreo de Aceptación PDFJhomel Cueva FernandezNo ratings yet
- Presentación Muestro de Aceptacion 2014Document43 pagesPresentación Muestro de Aceptacion 2014Gabriel Alejandro Colque AriasNo ratings yet
- Muestreo de Aceptación Lote Por Lote Por Atributos PDFDocument42 pagesMuestreo de Aceptación Lote Por Lote Por Atributos PDFJonathan Ramos VNo ratings yet
- Normas de muestreo variablesDocument26 pagesNormas de muestreo variablesB6D4N0No ratings yet
- Eficacia Grafica ControlDocument13 pagesEficacia Grafica ControlCriss Alvarez RumicheNo ratings yet
- Ejmplo de Curva y Tabla Mil-StdDocument4 pagesEjmplo de Curva y Tabla Mil-StdVentura Jesus YeisusNo ratings yet
- ControlDocument8 pagesControlMiguel Leonardo Vargas LauraNo ratings yet
- Preguntas y Problemas Capítulo 13 FDocument9 pagesPreguntas y Problemas Capítulo 13 Fjuan peñaNo ratings yet
- Milstd 105e + CoDocument16 pagesMilstd 105e + CoGabriela AlfaroNo ratings yet
- Paracca, Probiomasa-MinemDocument23 pagesParacca, Probiomasa-MinemdjcafNo ratings yet
- Análisis Pinch - ApunteDocument3 pagesAnálisis Pinch - ApuntedjcafNo ratings yet
- Rothbard Murray Newton - Educacion Libre Y ObligatoriaDocument63 pagesRothbard Murray Newton - Educacion Libre Y ObligatoriaCarlos Stiven Rios VasquezNo ratings yet
- Proceso Discontinuo Quimica 2011Document25 pagesProceso Discontinuo Quimica 2011djcafNo ratings yet
- Orden de TrabajoDocument1 pageOrden de TrabajodjcafNo ratings yet
- BP Reward Work Not Wealth 220118 EsDocument92 pagesBP Reward Work Not Wealth 220118 EsHUACHOS.COMNo ratings yet
- TP IluminacionDocument1 pageTP IluminaciondjcafNo ratings yet
- Electro Mecanic ADocument8 pagesElectro Mecanic AdjcafNo ratings yet
- Qué País, 67 Veces Más Chico Que La Argentina, Es El Nuevo Granero Del MundoDocument5 pagesQué País, 67 Veces Más Chico Que La Argentina, Es El Nuevo Granero Del MundodjcafNo ratings yet
- Conducción PPDocument420 pagesConducción PPdjcafNo ratings yet
- Cep Trab Prac 3Document51 pagesCep Trab Prac 3djcafNo ratings yet
- Daikin - Solucion de ProblemasDocument1 pageDaikin - Solucion de ProblemasdjcafNo ratings yet
- Programa Analitico Instalaciones Termicas 2015Document7 pagesPrograma Analitico Instalaciones Termicas 2015djcafNo ratings yet
- Cep Filminas Unidad 1 2015Document190 pagesCep Filminas Unidad 1 2015djcafNo ratings yet
- Preparacion BlancoDocument67 pagesPreparacion BlancodjcafNo ratings yet
- Cep Trab Prac 2Document38 pagesCep Trab Prac 2djcafNo ratings yet
- Cep Apuntes Unidad 3Document17 pagesCep Apuntes Unidad 3djcafNo ratings yet
- Cep Trab Prac 3Document51 pagesCep Trab Prac 3djcafNo ratings yet
- Cep Apunts U 2 2015Document19 pagesCep Apunts U 2 2015djcafNo ratings yet
- Cep Filminas Unidad 1 2015Document190 pagesCep Filminas Unidad 1 2015djcafNo ratings yet
- Cep Apuntes Unidad 3Document17 pagesCep Apuntes Unidad 3djcafNo ratings yet
- Trabajo Practico 2Document53 pagesTrabajo Practico 2djcafNo ratings yet
- Cep Filminas Unidad 2 28 03Document72 pagesCep Filminas Unidad 2 28 03djcafNo ratings yet
- Cep Trab Prac 2Document38 pagesCep Trab Prac 2djcafNo ratings yet
- 17 - Reacciones MetabólicasDocument48 pages17 - Reacciones MetabólicasdjcafNo ratings yet
- 00 ProgramaDocument17 pages00 ProgramadjcafNo ratings yet
- A 08 BiolixiviaciónDocument29 pagesA 08 BiolixiviacióndjcafNo ratings yet
- El Fideicomiso Entre Cónyuges y El Asentimiento ConyugalDocument7 pagesEl Fideicomiso Entre Cónyuges y El Asentimiento ConyugalLeandro Merlo100% (2)
- Comerciantes en Economías de Frontera - El Caso de La Guajira ColombianaDocument69 pagesComerciantes en Economías de Frontera - El Caso de La Guajira ColombianaDavid MartinezNo ratings yet
- Cartilla Informativa de Tasas y Tarifas en Cuenta Corriente - Solo Persona Juridica Del BCP PDFDocument5 pagesCartilla Informativa de Tasas y Tarifas en Cuenta Corriente - Solo Persona Juridica Del BCP PDFhilario leonNo ratings yet
- Control Aduanero PDFDocument60 pagesControl Aduanero PDFEver Mallqui CastilloNo ratings yet
- Guía estandarizaciónDocument4 pagesGuía estandarizaciónMarinel ChávhezNo ratings yet
- Contrato de ArrendamientoDocument4 pagesContrato de ArrendamientoOscar Peña100% (1)
- Las Organizaciones y Su AdministracionDocument8 pagesLas Organizaciones y Su AdministracionLeonardo AndersonNo ratings yet
- Justificaciones TecnicasDocument13 pagesJustificaciones TecnicasJhon Mauricio AronésNo ratings yet
- Marco Legal - Costos IndirectosDocument37 pagesMarco Legal - Costos IndirectosAurora SanchezNo ratings yet
- Lectura 3 - Análisis Económico y Financiero Del ProyectoDocument43 pagesLectura 3 - Análisis Económico y Financiero Del ProyectoJuan Manuel Tierno100% (1)
- Ensayos de piedra natural y materiales pétreosDocument6 pagesEnsayos de piedra natural y materiales pétreosyesucoreNo ratings yet
- Tema 1 Principos de La Administracion.Document29 pagesTema 1 Principos de La Administracion.Diego Jordan BlancoNo ratings yet
- Mikel Harry, arquitecto de Six SigmaDocument3 pagesMikel Harry, arquitecto de Six SigmaCasandra Montserrat Torres RodriguezNo ratings yet
- Molino El Cholo2Document9 pagesMolino El Cholo2Gisselle Salazar LeytonNo ratings yet
- Trabajo MateDocument6 pagesTrabajo Matebrayanllanos30% (1)
- Tesis Disminución de Tiempos Improductivos en La ConfecciónDocument121 pagesTesis Disminución de Tiempos Improductivos en La ConfecciónIsrael Moises Pareja CarriònNo ratings yet
- Terminal Tacna: Proyecto arquitectónico de terminal terrestre hacia el altiplanoDocument143 pagesTerminal Tacna: Proyecto arquitectónico de terminal terrestre hacia el altiplanorolingNo ratings yet
- Informe de Practica Pre ProfesionalesDocument94 pagesInforme de Practica Pre ProfesionalesLenard Flores Galdos100% (1)
- Especificaciones Tecnicas Santa Ana de Yacuma Rev GTE CVP 14-03-2017Document66 pagesEspecificaciones Tecnicas Santa Ana de Yacuma Rev GTE CVP 14-03-2017gugaNo ratings yet
- Principios Jurídicos Del Derecho ConcursalDocument16 pagesPrincipios Jurídicos Del Derecho Concursalwolfcr100% (2)
- T-Utc-1271 Marco Teorico PDFDocument102 pagesT-Utc-1271 Marco Teorico PDFMonika HodelNo ratings yet
- Desempleo en México: causas y tiposDocument5 pagesDesempleo en México: causas y tiposChocolatte Bar100% (1)
- Informe Sistema de Control InternoDocument5 pagesInforme Sistema de Control InternoLeydi LagosNo ratings yet
- Plantilla de Presupuesto FamiliarDocument12 pagesPlantilla de Presupuesto FamiliarVaneDeValleNo ratings yet