You might also like
- Hard Chrome PlatingDocument8 pagesHard Chrome PlatingSree RajNo ratings yet
- Black OxideDocument2 pagesBlack OxideGerman ToledoNo ratings yet
- AnodizingDocument9 pagesAnodizingalphadingNo ratings yet
- Non Metallic Materials Used For Machine Elements2Document42 pagesNon Metallic Materials Used For Machine Elements2RajanikantJadhavNo ratings yet
- Boronizing AVIONDocument37 pagesBoronizing AVIONManwi Khandelwal100% (1)
- Melting PracticeDocument5 pagesMelting PracticeChinmay Das67% (3)
- Ceramic To Metal Joining ReportDocument9 pagesCeramic To Metal Joining ReportmadangkNo ratings yet
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Document1 page(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- What is Electropolishing and Why is it UsedDocument4 pagesWhat is Electropolishing and Why is it Usedgopinath_rgsNo ratings yet
- Nickel Base Alloys: WhiteDocument31 pagesNickel Base Alloys: WhitePrasetyo Adi100% (1)
- Cathodic Protection - WikipediaDocument12 pagesCathodic Protection - WikipediaSanthosh Reddy BNo ratings yet
- Chemical Surface Preparation For Electroplated and Metallic CoatingsDocument18 pagesChemical Surface Preparation For Electroplated and Metallic CoatingscicerojoiasNo ratings yet
- Surface Corrosion Protection MethodsDocument10 pagesSurface Corrosion Protection MethodsmotiNo ratings yet
- Hard Chrome PlatingDocument2 pagesHard Chrome PlatingGuru SamyNo ratings yet
- Article - Chromium PlatingDocument12 pagesArticle - Chromium Platingfauzi7No ratings yet
- Coating and Deposition Processes - Chapter 29Document41 pagesCoating and Deposition Processes - Chapter 29xharpreetxNo ratings yet
- Replacement of Chrome Plating With HVOF GoodrichDocument30 pagesReplacement of Chrome Plating With HVOF GoodrichR2osNo ratings yet
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Document27 pagesSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- Science g7 (1st 2nd Quarter - Tos, Questionnaire, Answer KeyDocument11 pagesScience g7 (1st 2nd Quarter - Tos, Questionnaire, Answer KeyMariah Thez69% (48)
- Coating and Deposition Processes GuideDocument87 pagesCoating and Deposition Processes Guidelim50% (2)
- NASA Plating PaperDocument142 pagesNASA Plating PaperRussell ShacklefordNo ratings yet
- Copper PlatingDocument8 pagesCopper PlatingHoong Chee Chung100% (1)
- TALAT Lecture 5201: Aluminium Surface PretreatmentDocument12 pagesTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- 17-7 PH Data BulletinDocument16 pages17-7 PH Data Bulletinmeckup123No ratings yet
- If & LRFDocument20 pagesIf & LRFMashiur RahmanNo ratings yet
- Heat Treatment Process GuideDocument67 pagesHeat Treatment Process GuidebassamNo ratings yet
- Magnesium Casting Technology For Structural ApplicationsDocument21 pagesMagnesium Casting Technology For Structural ApplicationsJinsoo KimNo ratings yet
- Chromium PlatingDocument22 pagesChromium PlatingKodeboyina ChandramohanNo ratings yet
- CorrosionDocument171 pagesCorrosionMohamed Yosri100% (8)
- Micro Hardness Tester Manual Book HVD-1000AP MPDocument38 pagesMicro Hardness Tester Manual Book HVD-1000AP MPDaisy HeNo ratings yet
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- Corrosion Protection: Short Overview and SummaryDocument39 pagesCorrosion Protection: Short Overview and SummarydangminhNo ratings yet
- E-Coating Process FinalDocument3 pagesE-Coating Process FinalGthulasi78No ratings yet
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- Advances in Corrosion Control and Materials in Oil and Gas ProductionDocument473 pagesAdvances in Corrosion Control and Materials in Oil and Gas ProductionMoustafa Bayoumi100% (2)
- Hard Chrome ReplacementDocument7 pagesHard Chrome ReplacementPhu, Le HuuNo ratings yet
- DacrometDocument6 pagesDacrometdavideNo ratings yet
- Basic Color TheoryDocument22 pagesBasic Color TheoryAmit Dhar100% (1)
- Surface Engineering Processes and TechniquesDocument4 pagesSurface Engineering Processes and TechniquesIrfan GhaniNo ratings yet
- Unit 2 NotesDocument21 pagesUnit 2 NotesSandesh Kale100% (1)
- Powder CoatingDocument6 pagesPowder CoatingJonathan Cecil FernandoNo ratings yet
- Lab Manual On Water and Waste Water Analysis by Santosh Kumar KharoleDocument58 pagesLab Manual On Water and Waste Water Analysis by Santosh Kumar KharoleSantosh Kumar75% (4)
- Surface Engineering: A.S.Khanna Corrosion Science & EngineeringDocument33 pagesSurface Engineering: A.S.Khanna Corrosion Science & EngineeringMahendra Babu MekalaNo ratings yet
- Diamond Like Carbon DLCDocument5 pagesDiamond Like Carbon DLCjbertralNo ratings yet
- Heat Treatment and Hardness of Tool SteelDocument14 pagesHeat Treatment and Hardness of Tool SteelStephen MirdoNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Chrome Plating and Anodizing Operations GuideDocument6 pagesChrome Plating and Anodizing Operations GuidePuguh Cahpordjo BaeNo ratings yet
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
- Sand Molding Processes: Thanuj Kumar MDocument47 pagesSand Molding Processes: Thanuj Kumar MVDNo ratings yet
- Ni-Resist Alloy Properties and Applications GuideDocument40 pagesNi-Resist Alloy Properties and Applications GuidePrasad Aher100% (1)
- LIBRO3Document43 pagesLIBRO3Camilo LacoutureNo ratings yet
- Induction Hardening PDFDocument9 pagesInduction Hardening PDFkapilparyaniNo ratings yet
- Engineering Failure Analysis of Low Carbon Steels in Deep DrawingDocument7 pagesEngineering Failure Analysis of Low Carbon Steels in Deep DrawingPaul RosiahNo ratings yet
- Mg Superplasticity TechniquesDocument23 pagesMg Superplasticity TechniquesashvaniNo ratings yet
- PVD CVD WNP PDFDocument71 pagesPVD CVD WNP PDFApresiasi teknik 2018No ratings yet
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- Gray IronDocument9 pagesGray Ironiamraghu2309No ratings yet
- Process: Chrome PlatingDocument2 pagesProcess: Chrome PlatingRizky PratamaNo ratings yet
- Modern Electroplating Fourth Edition Edited by M SDocument2 pagesModern Electroplating Fourth Edition Edited by M Smiguelin91690% (1)
- Molding Training PresentationDocument30 pagesMolding Training PresentationVinesh RJNo ratings yet
- Arc SprayingDocument6 pagesArc SprayingAshok KumarNo ratings yet
- Rheocasting of Semi-Solid A357 AluminumDocument7 pagesRheocasting of Semi-Solid A357 AluminumikehrpNo ratings yet
- Surface Engineering & Characterization: Dr. Ahmed Umar Munawar Office 321 Ahmed - Munawar@scme - Nust.edu - PKDocument19 pagesSurface Engineering & Characterization: Dr. Ahmed Umar Munawar Office 321 Ahmed - Munawar@scme - Nust.edu - PKTayyab AhsanNo ratings yet
- B849 Galvanizado ENVIAR PDFDocument3 pagesB849 Galvanizado ENVIAR PDFBraulio Carvajal100% (1)
- Electrodeposition of Coatings, Part V: Surface Defects: Oatings LinicDocument1 pageElectrodeposition of Coatings, Part V: Surface Defects: Oatings LinicMaddyNo ratings yet
- Croda NF-TDocument3 pagesCroda NF-Tnirai101259No ratings yet
- Types of Treatments: AnandDocument26 pagesTypes of Treatments: AnandAnand DubeyNo ratings yet
- DevashishDocument43 pagesDevashishDevashish JoshiNo ratings yet
- Surface Treatment Process GuideDocument16 pagesSurface Treatment Process GuidebathinsreenivasNo ratings yet
- Color HarmonyDocument4 pagesColor HarmonyPrasanth M CoolNo ratings yet
- 1 s2.0 S0924013613001982 MainDocument7 pages1 s2.0 S0924013613001982 MainomarihuanoNo ratings yet
- Lecture 1Document9 pagesLecture 1Richa TripathiNo ratings yet
- Corrosion Engineering: Part I: IntroductionDocument22 pagesCorrosion Engineering: Part I: IntroductionLuke KrzyzanowskiNo ratings yet
- Surface Engineering Part 3 - NewDocument88 pagesSurface Engineering Part 3 - NewPrasanth M Cool0% (1)
- Dilution and Microsegregation in Dissimilar Metal Welds Between Super Austenitic Stainless Steel and Nickel Base AlloysDocument10 pagesDilution and Microsegregation in Dissimilar Metal Welds Between Super Austenitic Stainless Steel and Nickel Base AlloysPrasanth M CoolNo ratings yet
- Electro Chemical CellDocument6 pagesElectro Chemical CellsekarNo ratings yet
- Materials II: Phase Rule and Binary Alloy SystemsDocument129 pagesMaterials II: Phase Rule and Binary Alloy SystemsPrasanth M CoolNo ratings yet
- 9 Nickel SteelDocument22 pages9 Nickel SteelPrasanth M CoolNo ratings yet
- Construction Materials Engineering: Capability and ExperienceDocument50 pagesConstruction Materials Engineering: Capability and ExperienceleonysNo ratings yet
- 59997ESAB Duplex Paslanmaz Kaynagi - EN PDFDocument8 pages59997ESAB Duplex Paslanmaz Kaynagi - EN PDFtan boo siongNo ratings yet
- Chemical Reactions and Metal Flow in WeldingDocument40 pagesChemical Reactions and Metal Flow in WeldingJim GrayNo ratings yet
- M.Prohaska - Application of The DL-EPR - Method For Detecting Sensitization To Intergranular Corrosion in Thermomechanically Rolled Corrosion-Resistant Alloys 316L, 825L and 926L PDFDocument8 pagesM.Prohaska - Application of The DL-EPR - Method For Detecting Sensitization To Intergranular Corrosion in Thermomechanically Rolled Corrosion-Resistant Alloys 316L, 825L and 926L PDFPrasanth M CoolNo ratings yet
- Top Tips For Ielts AcademicDocument99 pagesTop Tips For Ielts AcademicthienmakbNo ratings yet
- Ielts TipsDocument25 pagesIelts TipsPrasanth M CoolNo ratings yet
- TSNSN1Document2 pagesTSNSN1Prasanth M CoolNo ratings yet
- Generation of Electricity From Automobile Exhaust Using MemsDocument13 pagesGeneration of Electricity From Automobile Exhaust Using MemsPrasanth M CoolNo ratings yet
- High Temp Corrosion Failure of Turbine BladesDocument14 pagesHigh Temp Corrosion Failure of Turbine Bladeshengki wibowoNo ratings yet
- Info Ozone Compatible MaterialDocument2 pagesInfo Ozone Compatible MaterialsaracelyNo ratings yet
- Unit 4.5Document12 pagesUnit 4.5Tilak K CNo ratings yet
- Lead analysis in Group I and IIDocument15 pagesLead analysis in Group I and IIChristylle CosasNo ratings yet
- Cement Refractory Manufacturing ProcessDocument36 pagesCement Refractory Manufacturing ProcessJunaid MushtaqNo ratings yet
- Mole Ratio and Reaction CalculationsDocument8 pagesMole Ratio and Reaction Calculationsnaseh__nNo ratings yet
- Calcined Bauxite: Profile No.: 237 NIC Code:8107Document13 pagesCalcined Bauxite: Profile No.: 237 NIC Code:8107modikiritNo ratings yet
- It Makes Cents To Me Lab ReportDocument4 pagesIt Makes Cents To Me Lab ReportJason LongNo ratings yet
- Cen TC 262 N 595Document11 pagesCen TC 262 N 595Luis SilvaNo ratings yet
- Metal Coupling On Rusting of IronDocument16 pagesMetal Coupling On Rusting of IronDakshya ChandraNo ratings yet
- Notes For Material Selection Philosophy (Methodology)Document2 pagesNotes For Material Selection Philosophy (Methodology)SMAHMADI100% (1)
- 204 Mineral Accounts - PhilippinesDocument43 pages204 Mineral Accounts - PhilippinesRyca Angela D.No ratings yet
- Theoretical YieldDocument14 pagesTheoretical YieldFaadilahJacobsNo ratings yet
- Ni - D-CrownsDocument1 pageNi - D-CrownsAntonio SponholtzNo ratings yet
- Materials Selection For Hot Stamped Automotive Body Parts: An Application of The Ashby Approach Based On The Strain Hardening Exponent and Stacking Fault Energy of MaterialsDocument10 pagesMaterials Selection For Hot Stamped Automotive Body Parts: An Application of The Ashby Approach Based On The Strain Hardening Exponent and Stacking Fault Energy of MaterialsJaka Haris MustafaNo ratings yet
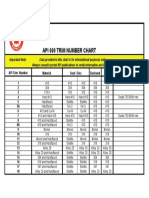
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaNo ratings yet
- 1530 Specimen Paper & Mark Scheme PDFDocument100 pages1530 Specimen Paper & Mark Scheme PDFchuasioklengNo ratings yet
- Alloy DensitiesDocument4 pagesAlloy DensitiesjphigbyNo ratings yet
- Lab 25Document5 pagesLab 25Nor Ashikin IsmailNo ratings yet
- Pre-Engineered Building Maintenance ManualDocument4 pagesPre-Engineered Building Maintenance Manualakarsh eNo ratings yet
- Review of Magnesium Metal Matrix CompositesDocument19 pagesReview of Magnesium Metal Matrix CompositesGokulraju RangasamyNo ratings yet
- Heat Treatment of Ferrous AlloysDocument11 pagesHeat Treatment of Ferrous AlloysSyed Mohsin Ali Naqvi100% (2)
- Admixture Reference NotesDocument2 pagesAdmixture Reference NotesKalasekar M SwamyNo ratings yet
- Horia Ciugudean-The Copper Metallurgy in The Cotofeni Cultura (Transylvania and Banat)Document8 pagesHoria Ciugudean-The Copper Metallurgy in The Cotofeni Cultura (Transylvania and Banat)Carol TerteciNo ratings yet