You might also like
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Soldering & WeldingDocument82 pagesSoldering & WeldingRachita Arora100% (1)
- Dental SolderingDocument69 pagesDental Solderingstgdc100% (6)
- Soldering and WeldingDocument101 pagesSoldering and WeldingSwati PawarNo ratings yet
- Al-Zn AlloyDocument7 pagesAl-Zn Alloymohamad60No ratings yet
- Dental SolderingDocument69 pagesDental SolderingKumar Shantanu100% (1)
- Iwcc Cu-Vortrag AldDocument16 pagesIwcc Cu-Vortrag Aldhadjlarbi-h100% (1)
- Chapter 11.-Electroslag Remelting of Copper and Its AlloysDocument2 pagesChapter 11.-Electroslag Remelting of Copper and Its AlloysJesús Francisco Vidaňa DuronNo ratings yet
- Desulfurization of SteelDocument69 pagesDesulfurization of SteelPouria Homayoun100% (2)
- Chap-10 Materials and Fabrication SelectionDocument51 pagesChap-10 Materials and Fabrication SelectionSuprio KamalNo ratings yet
- Friction Stir Welding OF AluminiumDocument22 pagesFriction Stir Welding OF AluminiumrrameshsmitNo ratings yet
- Friction Stir WeldingDocument22 pagesFriction Stir Weldingkarthik100% (4)
- Chapter 8Document5 pagesChapter 8Eisha MalikNo ratings yet
- Korosi CFLS-dikonversiDocument36 pagesKorosi CFLS-dikonversiMoch SultanNo ratings yet
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Aluminium EnamelDocument5 pagesAluminium EnamelbahramrezaeiNo ratings yet
- Gas Metal React Wps Office 1Document13 pagesGas Metal React Wps Office 1Prafulla Subhash SarodeNo ratings yet
- Chemical Reactions and Metal Flow in WeldingDocument40 pagesChemical Reactions and Metal Flow in WeldingJim GrayNo ratings yet
- Role of Salt Fluxes in Aluminium Refining: A Review: Saravanakumar P, Bhoopashram J, Kavin Prasath M, Jaycharan MDocument7 pagesRole of Salt Fluxes in Aluminium Refining: A Review: Saravanakumar P, Bhoopashram J, Kavin Prasath M, Jaycharan MJagdish RanaNo ratings yet
- Electro Plating General TheoriesDocument10 pagesElectro Plating General TheoriesSathiyaPrakashNo ratings yet
- About Welding Process 15Document1 pageAbout Welding Process 15XerexNo ratings yet
- Ip SteelDocument10 pagesIp SteelJanine ToledoNo ratings yet
- Studies On Direct Reduced Iron Melting in Induction FurnaceDocument10 pagesStudies On Direct Reduced Iron Melting in Induction FurnaceAhmed SobhiNo ratings yet
- Chemistry Project File Effect of Metal CDocument14 pagesChemistry Project File Effect of Metal CSruthiNo ratings yet
- Sintering Stainless SteelDocument42 pagesSintering Stainless SteelSteve GreenNo ratings yet
- The Best of Most Worlds: Recent Developments in Duplex and Super DuplexDocument4 pagesThe Best of Most Worlds: Recent Developments in Duplex and Super DuplexThinh NguyenNo ratings yet
- Secondary Steelmaking PaperDocument10 pagesSecondary Steelmaking Paperdebjit123No ratings yet
- Superduplex Stainless Steel Article-4Document3 pagesSuperduplex Stainless Steel Article-4mengelito almonteNo ratings yet
- Lab Procedures Dr. v. Vishnu BabuDocument73 pagesLab Procedures Dr. v. Vishnu Babumicahotieno501No ratings yet
- DRI-HBI Induction Furnace ApplicationDocument7 pagesDRI-HBI Induction Furnace Applicationalok_83dubey100% (1)
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Welding Definition: by S K MondalDocument26 pagesWelding Definition: by S K MondalSaajal SharmaNo ratings yet
- Zirconium Alloys Rev1 1Document19 pagesZirconium Alloys Rev1 1Christian AganoNo ratings yet
- 1 4713 4724 4742 4762Document4 pages1 4713 4724 4742 4762Ján KožičkaNo ratings yet
- Base Metal Alloys-1Document28 pagesBase Metal Alloys-1just nomiNo ratings yet
- Stainless SteelDocument56 pagesStainless SteeljalindrepNo ratings yet
- Brazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedDocument20 pagesBrazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedAaquil RaziNo ratings yet
- 8243 C008 PDFDocument6 pages8243 C008 PDFDarla SahulNo ratings yet
- Inconel 625 Significance in The Industrial ApplicationsDocument7 pagesInconel 625 Significance in The Industrial Applicationsheanjiametals100% (1)
- Fmi Aug09Document13 pagesFmi Aug09murali036No ratings yet
- Electrochemical Behaviour Blended Cement Concretes Chloride Environments of Steel in Plain and in Sulphate And/orDocument7 pagesElectrochemical Behaviour Blended Cement Concretes Chloride Environments of Steel in Plain and in Sulphate And/orElizabeth CruzNo ratings yet
- Copper and Its AlloysDocument4 pagesCopper and Its AlloysneilNo ratings yet
- Chemistry Investigatory ProjectDocument14 pagesChemistry Investigatory ProjectKrishna TiwariNo ratings yet
- 2747 Tungsten CarbideDocument32 pages2747 Tungsten Carbidegianniorlati100% (1)
- Chemistry Investigatory Project On: "Metal Coupling in Rusting of Iron"Document20 pagesChemistry Investigatory Project On: "Metal Coupling in Rusting of Iron"Hardik ShuklaNo ratings yet
- Datasheet 25104l enDocument3 pagesDatasheet 25104l enwenigmaNo ratings yet
- Direct Reduced Iron - IspatGuruDocument17 pagesDirect Reduced Iron - IspatGuruSanjeet KumarNo ratings yet
- Materials For JointsDocument25 pagesMaterials For Jointshariharanoilgas100% (1)
- Aluminium-Silicon Casting AlloysDocument4 pagesAluminium-Silicon Casting AlloysLowry GuettaNo ratings yet
- Direct Reduction and Smelting ProcessesDocument40 pagesDirect Reduction and Smelting ProcessesAfza NurhakimNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Aluminum-Lithium Alloys: Processing, Properties, and ApplicationsFrom EverandAluminum-Lithium Alloys: Processing, Properties, and ApplicationsNo ratings yet
- Cambridge English Vocabulary PDFDocument269 pagesCambridge English Vocabulary PDFErick HoganNo ratings yet
- Week13 Iron Carbon Phase DiagramDocument49 pagesWeek13 Iron Carbon Phase DiagramvishalNo ratings yet
- Iron Carbon Part1 PDFDocument33 pagesIron Carbon Part1 PDFErick HoganNo ratings yet
- English DialogueDocument5 pagesEnglish DialogueErick HoganNo ratings yet
- Alloy Reference LibraryDocument1 pageAlloy Reference LibraryDeepakNo ratings yet
- Gal Val Um East M Steel PropertiesDocument5 pagesGal Val Um East M Steel PropertiesAhmed BelalNo ratings yet
- Element Baby Book ProjectDocument8 pagesElement Baby Book ProjectLauryn100% (1)
- Is 6925 1973Document13 pagesIs 6925 1973VijayKatariaNo ratings yet
- Carbon - An Important Element: Class 9th ScienceDocument8 pagesCarbon - An Important Element: Class 9th ScienceKushal Kholgade100% (4)
- Small Scale Gold Refining by Zinc PrecipitationDocument4 pagesSmall Scale Gold Refining by Zinc Precipitationpakde jongkoNo ratings yet
- 20G Boiler Steel Pipe PDFDocument5 pages20G Boiler Steel Pipe PDFHeza FirdausNo ratings yet
- Produced Water Softening Using High-Ph Catholyte From Brine ElectrolysisDocument9 pagesProduced Water Softening Using High-Ph Catholyte From Brine ElectrolysisMOH AMANNo ratings yet
- Paper 1cr - QP - June 2015 Edexcel Igcse Chemistry PDFDocument36 pagesPaper 1cr - QP - June 2015 Edexcel Igcse Chemistry PDFTóxïç Lëgèñd Tãhmìd50% (2)
- Chemistry Class 12thDocument6 pagesChemistry Class 12thMr. Pawan SharmaNo ratings yet
- Tabel Periodik Indonesian Periodic Table1Document1 pageTabel Periodik Indonesian Periodic Table1Komang SukrananaNo ratings yet
- Electricity QuestionsDocument22 pagesElectricity Questionssanat kr pratiharNo ratings yet
- Formation of Light ElementsDocument6 pagesFormation of Light Elementsjoebert esculturaNo ratings yet
- TUTORIAL I-2 Atomic Structure and Bonding PDFDocument6 pagesTUTORIAL I-2 Atomic Structure and Bonding PDFJack TanNo ratings yet
- Chemistry Higher Level Paper 2: Instructions To CandidatesDocument24 pagesChemistry Higher Level Paper 2: Instructions To CandidatesJuan Camilo VargasNo ratings yet
- Tutorial On Chemical EnergeticsDocument5 pagesTutorial On Chemical Energeticscpliam100% (1)
- Chemistry Paper 1 2020 Higher TierDocument32 pagesChemistry Paper 1 2020 Higher Tiercheez denchNo ratings yet
- Electrolysis PDFDocument37 pagesElectrolysis PDFHarini SridharanNo ratings yet
- B.SC I Organo Sulphur CompoundsDocument3 pagesB.SC I Organo Sulphur CompoundsNickOoPandeyNo ratings yet
- 12 CHE M6 Trial QuestionsDocument60 pages12 CHE M6 Trial QuestionsJonathon MayorgaNo ratings yet
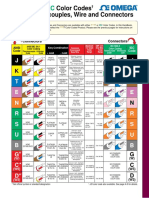
- And Color Codes For Thermocouples, Wire and Connectors: J J K T T E E N R R S S U U B B G C DDocument7 pagesAnd Color Codes For Thermocouples, Wire and Connectors: J J K T T E E N R R S S U U B B G C DGaston Ferdinad Leaño MonteroNo ratings yet
- Powder Standerd & CodeDocument9 pagesPowder Standerd & CodeAbhijeet AnkushNo ratings yet
- Ferrioxalate SystemDocument6 pagesFerrioxalate SystemRohit ChauhanNo ratings yet
- 59a. IS - 2041 - 2009Document9 pages59a. IS - 2041 - 2009hhr2412No ratings yet
- Test Procedure Potassium Ion ConcentrationDocument1 pageTest Procedure Potassium Ion ConcentrationjalalNo ratings yet
- 10 Average Atomic Mass-SDocument5 pages10 Average Atomic Mass-S776pmsfq2fNo ratings yet
- Is Standard DetailDocument128 pagesIs Standard DetailManoj MehraNo ratings yet
- Nadcap 2020Document4 pagesNadcap 2020amirkhakzad498No ratings yet
- A853-04 (2010) Standard Specification For Steel Wire, Carbon, For General UseDocument3 pagesA853-04 (2010) Standard Specification For Steel Wire, Carbon, For General Usetjt4779No ratings yet
- Pink Pacop QC and Qa Answer KeyDocument37 pagesPink Pacop QC and Qa Answer KeyGiegsy GuerraNo ratings yet