You might also like
- Manual For Preparation of Ph.D. Thesis: (Prescribed Format and Specification) 1. GeneralDocument14 pagesManual For Preparation of Ph.D. Thesis: (Prescribed Format and Specification) 1. GeneralJagan RajNo ratings yet
- Online Horoscope Matching ResultsDocument2 pagesOnline Horoscope Matching ResultsJagan RajNo ratings yet
- Srinivasan Engineering College, PerambalurDocument6 pagesSrinivasan Engineering College, PerambalurEzhilarasan AeroNo ratings yet
- Project FormsDocument3 pagesProject FormsJagan RajNo ratings yet
- Ultra Stick 25e ManualDocument40 pagesUltra Stick 25e ManualFlorea Maria BiancaNo ratings yet
- Parts of AircraftDocument17 pagesParts of AircraftJagan RajNo ratings yet
- Guidelines For Project Report PreparationDocument4 pagesGuidelines For Project Report PreparationJagan RajNo ratings yet
- CFD Analysis of Uncontrolled and Controlled Turbulent Flow Over A Circular CylinderDocument6 pagesCFD Analysis of Uncontrolled and Controlled Turbulent Flow Over A Circular CylinderJagan RajNo ratings yet
- Numerical Methods for Fluid Flow and Heat Transfer SimulationDocument354 pagesNumerical Methods for Fluid Flow and Heat Transfer SimulationHüseyin Cihan KurtuluşNo ratings yet
- Aero Manufacturing Tech LabDocument38 pagesAero Manufacturing Tech LabJagan RajNo ratings yet
- Eoa Model LesDocument4 pagesEoa Model LesJagan RajNo ratings yet
- V Sem HandbookDocument67 pagesV Sem HandbookJagan RajNo ratings yet
- AD-II Less PlanDocument5 pagesAD-II Less PlanJagan RajNo ratings yet
- CFD QB - Docx-NewDocument6 pagesCFD QB - Docx-NewJagan RajNo ratings yet
- Third Vs First AngleDocument2 pagesThird Vs First AngleKiran KashyapNo ratings yet
- Catia BasicsDocument26 pagesCatia BasicsJagan RajNo ratings yet
- L&T L&T - Isro Partnership Isro Partnership L&T L&T - Isro Partnership Isro PartnershipDocument32 pagesL&T L&T - Isro Partnership Isro Partnership L&T L&T - Isro Partnership Isro PartnershipJagan RajNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pricelist Hardware Jayacom Disember 2018Document2 pagesPricelist Hardware Jayacom Disember 2018ContempGamelan PerformingGroupNo ratings yet
- J05720020120134026Functions and GraphsDocument14 pagesJ05720020120134026Functions and GraphsmuglersaurusNo ratings yet
- MA4850 Supply Chain & Logistics ManagementDocument21 pagesMA4850 Supply Chain & Logistics ManagementQy LeeNo ratings yet
- Sulzer MC EquipmentDocument12 pagesSulzer MC EquipmentsnthmlgtNo ratings yet
- Chapter 6 - 31-05-2023Document163 pagesChapter 6 - 31-05-2023Saumitra PandeyNo ratings yet
- 6.1.3 Final Exam - Exam (Exam)Document8 pages6.1.3 Final Exam - Exam (Exam)parker3poseyNo ratings yet
- 5 Grade - Lesson 1.3 Dissolving and Back Again: ObjectiveDocument4 pages5 Grade - Lesson 1.3 Dissolving and Back Again: ObjectiveManushka ThomasNo ratings yet
- Ethanol: Safety Data SheetDocument19 pagesEthanol: Safety Data SheetNitika SinhaNo ratings yet
- Chemistry 101 - The Complete Notes - Joliet Junior College (PDFDrive)Document226 pagesChemistry 101 - The Complete Notes - Joliet Junior College (PDFDrive)Kabwela MwapeNo ratings yet
- The Critical Need For Software Engineering EducationDocument5 pagesThe Critical Need For Software Engineering EducationGaurang TandonNo ratings yet
- The Truth of Extinction: 7.1 Nietzsche's FableDocument2 pagesThe Truth of Extinction: 7.1 Nietzsche's FableGraciela Barón GuiñazúNo ratings yet
- Lab 01 - HCV and LCV by Gas CalorimeterDocument6 pagesLab 01 - HCV and LCV by Gas CalorimeterTakreem SindhuNo ratings yet
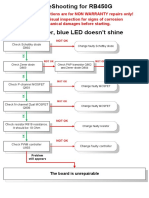
- RB450G Trouble ShootingDocument9 pagesRB450G Trouble Shootingjocimar1000No ratings yet
- Prelims in NSTPDocument2 pagesPrelims in NSTPJanine Alexis TividadNo ratings yet
- Campbell Soup Case-StudyDocument3 pagesCampbell Soup Case-StudyraghudeepaNo ratings yet
- MST 2 ReviewerDocument4 pagesMST 2 ReviewerAizha NarioNo ratings yet
- Confirmation Form: Pillar Regional Conference (NCR)Document1 pageConfirmation Form: Pillar Regional Conference (NCR)Llano Multi-Purpose CooperativeNo ratings yet
- 3000 Most Common Words in EnglishDocument85 pages3000 Most Common Words in Englishapi-575590272100% (1)
- HR MasterlistDocument6 pagesHR MasterlistLeychelle AnnNo ratings yet
- Exhaust Brake PDFDocument2 pagesExhaust Brake PDFFeliciaNo ratings yet
- The Influence of Teleworking On Performance and Employees Counterproductive BehaviourDocument20 pagesThe Influence of Teleworking On Performance and Employees Counterproductive BehaviourCHIZELUNo ratings yet
- Adb Wind ConeDocument4 pagesAdb Wind ConeSulistyo WidodoNo ratings yet
- CH 11 & CH 12 John R. Schermerhorn - Management-Wiley (2020)Document16 pagesCH 11 & CH 12 John R. Schermerhorn - Management-Wiley (2020)Muhammad Fariz IbrahimNo ratings yet
- Math 101Document3 pagesMath 101Nitish ShahNo ratings yet
- Mayan Calendar End Date Sparks Doomsday SpeculationDocument16 pagesMayan Calendar End Date Sparks Doomsday SpeculationElfen RoxanneNo ratings yet
- The Godfather Term One Sample Basic Six Annual Scheme of Learning Termly Scheme of Learning WEEK 1 - 12Document313 pagesThe Godfather Term One Sample Basic Six Annual Scheme of Learning Termly Scheme of Learning WEEK 1 - 12justice hayfordNo ratings yet
- AWS D1.5 PQR TitleDocument1 pageAWS D1.5 PQR TitleNavanitheeshwaran SivasubramaniyamNo ratings yet
- Gentle Classical Nature Sample - Units1 and 2Document129 pagesGentle Classical Nature Sample - Units1 and 2Carita HemsleyNo ratings yet
- Unit 3.1 - Hydrostatic ForcesDocument29 pagesUnit 3.1 - Hydrostatic ForcesIshmael MvunyiswaNo ratings yet
- Inventory ManagementDocument60 pagesInventory Managementdrashti0% (1)