You might also like
- Process Safety Performance Indicators - Pspi: Risk Engineering Position Paper - 04Document16 pagesProcess Safety Performance Indicators - Pspi: Risk Engineering Position Paper - 04EduardoNo ratings yet
- Safety in DesignDocument32 pagesSafety in DesignAleksandar SpasojevicNo ratings yet
- BTX Storage TankDocument3 pagesBTX Storage Tankrusticrage2883No ratings yet
- Nova Chemicals Process SafetyDocument6 pagesNova Chemicals Process Safetyrusticrage2883No ratings yet
- Design Guidelines For Safety in Piping NetworkDocument15 pagesDesign Guidelines For Safety in Piping NetworkrvnesariNo ratings yet
- Home Emergency Book PDFDocument260 pagesHome Emergency Book PDFrahulmultivision100% (1)
- Al Adab Al Mufrad Al BukhariDocument148 pagesAl Adab Al Mufrad Al BukhariNazar Jo50% (2)
- Process Optimiaztion & Plant Safety PDFDocument34 pagesProcess Optimiaztion & Plant Safety PDFrusticrage2883No ratings yet
- GPCA Lessons Learned 02-17Document1 pageGPCA Lessons Learned 02-17rusticrage2883No ratings yet
- DR Sam Mannan - QPSS 2013 PresentationDocument18 pagesDR Sam Mannan - QPSS 2013 Presentationrusticrage2883No ratings yet
- European Marking For PipesDocument18 pagesEuropean Marking For Pipesrusticrage2883No ratings yet
- Human Factors Elements Missing From PSMDocument24 pagesHuman Factors Elements Missing From PSMrusticrage2883No ratings yet
- Components ReliabilityDocument60 pagesComponents Reliabilityrusticrage2883100% (1)
- HW1 SDocument2 pagesHW1 Srusticrage2883No ratings yet
- CSB - 7 Key Lessons To Prevent Worker Deaths During Hot Work in & Around TanksDocument13 pagesCSB - 7 Key Lessons To Prevent Worker Deaths During Hot Work in & Around TanksZethJeddNo ratings yet
- Fault Tree Analysis of a Hot Oil Heating SystemDocument45 pagesFault Tree Analysis of a Hot Oil Heating Systemrusticrage2883100% (2)
- Icheme Safety Centre MetricsDocument44 pagesIcheme Safety Centre Metricsrusticrage2883100% (1)
- Ch03 NarrationsDocument42 pagesCh03 Narrationsrusticrage2883No ratings yet
- HazidDocument91 pagesHazidrusticrage2883100% (4)
- BayessianDocument29 pagesBayessianrusticrage2883100% (1)
- Components & System Reliability: Quantitative Risk Analysis L08 Fall 2013Document4 pagesComponents & System Reliability: Quantitative Risk Analysis L08 Fall 2013rusticrage2883100% (1)
- Negotiation and ConflictsDocument24 pagesNegotiation and Conflictsrusticrage2883No ratings yet
- L09b Fault Tree QuantificationDocument44 pagesL09b Fault Tree Quantificationrusticrage2883100% (2)
- Failure RatesDocument96 pagesFailure RatesAli Rizvi100% (3)
- Event TreesDocument43 pagesEvent Treesrusticrage2883100% (1)
- The People of The Cave Faizah MohamedDocument4 pagesThe People of The Cave Faizah Mohamedrusticrage2883No ratings yet
- The Tragedy of BhopalDocument15 pagesThe Tragedy of Bhopalrusticrage2883No ratings yet
- 1Document16 pages1mIKXNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Keywords.: To Study About SnortDocument12 pagesKeywords.: To Study About SnortReshma Hemant PatelNo ratings yet
- Victor Canete PDFDocument2 pagesVictor Canete PDFMelvi PeñasNo ratings yet
- Epf 4802 Chap 10 Heat IntegDocument92 pagesEpf 4802 Chap 10 Heat IntegMiaoluan ChanNo ratings yet
- A Steganography Intrusion Detection SystemDocument21 pagesA Steganography Intrusion Detection SystemjamessomNo ratings yet
- Demand, Diversity & Utilization Factors for Electrical Load CalculationsDocument5 pagesDemand, Diversity & Utilization Factors for Electrical Load CalculationsJanitha HettiarachchiNo ratings yet
- XYZ Murders (Aka Crimewave)Document94 pagesXYZ Murders (Aka Crimewave)Danny Steel100% (1)
- ResumeDocument2 pagesResumekoduruabhinavNo ratings yet
- Types of Duty and Classes of Rating Assigned To Rotating Electrical MachinesDocument11 pagesTypes of Duty and Classes of Rating Assigned To Rotating Electrical MachinesSachin5586No ratings yet
- Catálogo Anderson Greenwood 400sDocument32 pagesCatálogo Anderson Greenwood 400sDaniela BeltranNo ratings yet
- B 330 MDocument3 pagesB 330 MdjbobyNo ratings yet
- Astm B344-01Document3 pagesAstm B344-01Srinivasan KrishnamoorthyNo ratings yet
- Luxometro TECODocument2 pagesLuxometro TECOcarlos_0291No ratings yet
- Capsule technology overviewDocument5 pagesCapsule technology overviewKazi Nafis UllahNo ratings yet
- Low Pass Filter ActiveDocument8 pagesLow Pass Filter ActiveTioRamadhanNo ratings yet
- AdaptTo2016 Unit Testing With Sling and AEM Mocks Stefan SeifertDocument32 pagesAdaptTo2016 Unit Testing With Sling and AEM Mocks Stefan SeifertkaranNo ratings yet
- Effectof Cyclic Loadingsonthe Shear StrengthandDocument14 pagesEffectof Cyclic Loadingsonthe Shear StrengthandAbel MulugetaNo ratings yet
- Chapter 4 Kaedah Penunjuk Bentuk Permukaan Ukuran Had Terima Fit Simbol Bentuk PermukaanDocument21 pagesChapter 4 Kaedah Penunjuk Bentuk Permukaan Ukuran Had Terima Fit Simbol Bentuk PermukaanhaziqismailNo ratings yet
- Concrete DurabilityDocument19 pagesConcrete Durabilityapi-3766593100% (2)
- Multi-degree vibration analysisDocument7 pagesMulti-degree vibration analysisJose Da SilvaNo ratings yet
- MPR TMN NetworkingDocument91 pagesMPR TMN Networkingkazi_hoque5729No ratings yet
- The Iron Carbon Phase DiagramDocument2 pagesThe Iron Carbon Phase Diagramsinha.subhasis1417No ratings yet
- Properties of Spider SilkDocument9 pagesProperties of Spider SilkArifah PujiatiNo ratings yet
- Heater TreaterDocument5 pagesHeater TreaterImmanuel100% (1)
- Student Majors ListDocument16 pagesStudent Majors Listbibbi20% (1)
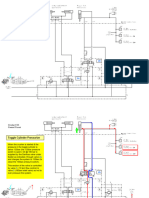
- Toggle Ram - CSS Ram Valve SetupDocument6 pagesToggle Ram - CSS Ram Valve Setupsassine khouryNo ratings yet
- Chapter 3 - Equilibrium of Particles: ObjectivesDocument17 pagesChapter 3 - Equilibrium of Particles: ObjectivesRhey LuceroNo ratings yet
- Power King Tractor Owners ManualDocument54 pagesPower King Tractor Owners ManualBryan Potter100% (2)
- Avk Gate Valve, Flanged, Pn10/16 02/60-0045: EN 558-2 S.15/DIN F5, Clockwise To OpenDocument3 pagesAvk Gate Valve, Flanged, Pn10/16 02/60-0045: EN 558-2 S.15/DIN F5, Clockwise To OpenMohamed SayedNo ratings yet
- Glycol Dehydration UnitDocument11 pagesGlycol Dehydration UnitarispriyatmonoNo ratings yet
- C Terpillar®: D3C, D4C, and D5C Series III Power Shift TransmissionDocument12 pagesC Terpillar®: D3C, D4C, and D5C Series III Power Shift TransmissionAnta MursidikNo ratings yet