You might also like
- OM Scharffen Berger Case FactsDocument13 pagesOM Scharffen Berger Case FactsPratima Rani100% (1)
- Case 4 AnalysisDocument3 pagesCase 4 AnalysisKoustubh Khandekar0% (1)
- Bacchus, Safraz LE1 - NCCDocument6 pagesBacchus, Safraz LE1 - NCCshaf33zaNo ratings yet
- Chocolate CaseDocument17 pagesChocolate CaseRonit RainaNo ratings yet
- Case Analysis: - By: FAS Group A2Document14 pagesCase Analysis: - By: FAS Group A2Alan SamNo ratings yet
- Midterm Exam AnswersDocument8 pagesMidterm Exam AnswersJ100% (1)
- Final Report Group7 Case1 Scharffen BergerDocument18 pagesFinal Report Group7 Case1 Scharffen BergerJAFZ197750% (2)
- Scharffen Berger Chocolate MakerDocument6 pagesScharffen Berger Chocolate MakerRashmikanta MaharajNo ratings yet
- National CranberryDocument2 pagesNational CranberryNripesh PokhrelNo ratings yet
- The Mcdonaldsindia: Optimizing The French Fries Supply ChainDocument10 pagesThe Mcdonaldsindia: Optimizing The French Fries Supply ChainNaman TuliNo ratings yet
- Scharffen Berger Chocolate Maker CaseDocument8 pagesScharffen Berger Chocolate Maker CaseKelvin WongNo ratings yet
- A Report Submitted To Prof. Girija Shankar Semuwal: Assignment 3: Kanpur Confectioneries Private Limited (A)Document10 pagesA Report Submitted To Prof. Girija Shankar Semuwal: Assignment 3: Kanpur Confectioneries Private Limited (A)Subhajit RoyNo ratings yet
- Scharffen Berger Case Study - Team 2Document12 pagesScharffen Berger Case Study - Team 2Andrew Bernier100% (1)
- GE Health Care Case: Executive SummaryDocument4 pagesGE Health Care Case: Executive SummarykpraneethkNo ratings yet
- Culinarian Cookware Price Promotion AnalysisDocument2 pagesCulinarian Cookware Price Promotion AnalysisSham Jonglertjanya รักในหลวง100% (1)
- Baria Case AlternativesDocument2 pagesBaria Case AlternativesManoj KapoorNo ratings yet
- Clorox Case StudyDocument2 pagesClorox Case StudyRohan GuptaNo ratings yet
- KFC's supply chain and quality management strategies in SukkurDocument13 pagesKFC's supply chain and quality management strategies in SukkurAZLINNo ratings yet
- Declining CSD Sales Sparked Cola Wars ShiftDocument5 pagesDeclining CSD Sales Sparked Cola Wars ShiftSanne TerhorstNo ratings yet
- Vanguard Final PDFDocument2 pagesVanguard Final PDFAnubhav911No ratings yet
- Operations Management Dr. Rogelio OlivaDocument8 pagesOperations Management Dr. Rogelio OlivaA SNo ratings yet
- Balancing Process Capacity - .Com - Microsoft.word - Openxmlformats.wordprocessingmlDocument2 pagesBalancing Process Capacity - .Com - Microsoft.word - Openxmlformats.wordprocessingmlswarnima biswariNo ratings yet
- Case Study WalmartDocument31 pagesCase Study WalmartHamza KhalidNo ratings yet
- Leitax Case Analysis: Digital Camera MarketDocument9 pagesLeitax Case Analysis: Digital Camera MarketAshfaq Shaikh50% (2)
- OM Assignment II Baria Planning Solutions, Inc: Fixing The Sales ProcessDocument5 pagesOM Assignment II Baria Planning Solutions, Inc: Fixing The Sales ProcessSabir Kumar SamadNo ratings yet
- Operations Management: Case Write-UpDocument8 pagesOperations Management: Case Write-UpKarthik KamathNo ratings yet
- Metabical Demand/Pricing Formulation Executive Summary:: ST ND RD THDocument5 pagesMetabical Demand/Pricing Formulation Executive Summary:: ST ND RD THRizki EkaNo ratings yet
- Management Control System - Final AssignmentDocument5 pagesManagement Control System - Final Assignmentkollo christine jennyferNo ratings yet
- Cola Wars Some PerspectivesDocument4 pagesCola Wars Some PerspectivesManoj Patole100% (1)
- Poloroid ReportDocument7 pagesPoloroid ReportKevin RenellNo ratings yet
- Becton DickinsonDocument3 pagesBecton Dickinsonanirudh_860% (2)
- Chocolate CaseDocument4 pagesChocolate CaseAmol KatkarNo ratings yet
- Internationalizing The Cola Wars (A)Document9 pagesInternationalizing The Cola Wars (A)dcphilNo ratings yet
- Nestle Case Study - One Page SummaryDocument2 pagesNestle Case Study - One Page SummaryKehkashan Ansari0% (1)
- Report 2Document4 pagesReport 2Trang PhamNo ratings yet
- Baria Planning Services SolutionDocument4 pagesBaria Planning Services SolutionRohit KrishNo ratings yet
- TMM's increasing seat supply problems from single supplier KFSDocument4 pagesTMM's increasing seat supply problems from single supplier KFSharshkhambraNo ratings yet
- Farhan Coca ColaDocument4 pagesFarhan Coca Colaanon_870783394No ratings yet
- Improve Rolfs production processes with sample testing, data analysis, standardized procedures, defect reduction, and quality auditingDocument1 pageImprove Rolfs production processes with sample testing, data analysis, standardized procedures, defect reduction, and quality auditingAchal GoelNo ratings yet
- ACC Case - 11BM60070Document6 pagesACC Case - 11BM60070Neelesh KhattarNo ratings yet
- FoldRite Case Study Operational Management StrategiesDocument20 pagesFoldRite Case Study Operational Management StrategiesKelvin_1369100% (2)
- How to add value as a product manager at DellDocument14 pagesHow to add value as a product manager at DellAditya GhamandeNo ratings yet
- Section D - OSD - Group 5Document6 pagesSection D - OSD - Group 5Chidananda PuriNo ratings yet
- Cola Wars Continue Coke and Pepsi in The Twenty-First CenturyDocument9 pagesCola Wars Continue Coke and Pepsi in The Twenty-First CenturyGururajan RavikumarNo ratings yet
- Curled Metal CaseDocument5 pagesCurled Metal CaseGuo YuNo ratings yet
- Activity 11 PDFDocument5 pagesActivity 11 PDFgabrielaNo ratings yet
- EQAB Day4 ReportDocument13 pagesEQAB Day4 ReportSudeep Krishna Shrestha100% (3)
- QMDocument87 pagesQMjyotisagar talukdarNo ratings yet
- Coca Cola in 2011 in Search of A New ModelDocument21 pagesCoca Cola in 2011 in Search of A New ModelMustika ZakiahNo ratings yet
- Key Characteristics: Session 1Document6 pagesKey Characteristics: Session 1KRISHI HUBNo ratings yet
- Polaroid Solution V2Document6 pagesPolaroid Solution V2Lakshay100% (1)
- Indian School of Business Decision Models and Optimization Assignment 1Document11 pagesIndian School of Business Decision Models and Optimization Assignment 1NANo ratings yet
- Magellan Boatworks Marketing Budget AnalysisDocument1 pageMagellan Boatworks Marketing Budget AnalysisArpita ChoudharyNo ratings yet
- NewellDocument17 pagesNewellNandish GuptaNo ratings yet
- Dominion Motors and Controls Ltd. - Case AnalysisDocument7 pagesDominion Motors and Controls Ltd. - Case Analysisdhiraj agarwalNo ratings yet
- Scharffen Berger Chocolate Case Study AnalysisDocument5 pagesScharffen Berger Chocolate Case Study AnalysisAbhishek Rungta100% (1)
- Name: Syed Wajahat Abbas Reg#: 10466 Operation ManagementDocument4 pagesName: Syed Wajahat Abbas Reg#: 10466 Operation Managementammar abbas100% (1)
- National Cranberry Case ReportDocument10 pagesNational Cranberry Case ReportCharles Van Hoorebeke75% (4)
- A02 - Productivity - StudentDocument4 pagesA02 - Productivity - StudentLuisNo ratings yet
- Alpha Farms Company Limited (Afc) PresentationDocument24 pagesAlpha Farms Company Limited (Afc) PresentationDerick JayNo ratings yet
- Cases For StudyDocument2 pagesCases For StudyGaurav SabooNo ratings yet
- HW 1 Solution 1Document2 pagesHW 1 Solution 1jangveerNo ratings yet
- 01 - Operations and ProductivityDocument41 pages01 - Operations and ProductivityShivani Raheja100% (1)
- (0,1) : Sample Variance May Be Used As Estimate of Population Variance For Large Samples: S-Sample S.D - .Document3 pages(0,1) : Sample Variance May Be Used As Estimate of Population Variance For Large Samples: S-Sample S.D - .jangveerNo ratings yet
- The Science of Macroeconomics: AcroeconomicsDocument29 pagesThe Science of Macroeconomics: AcroeconomicsDeri YantoNo ratings yet
- Problems On Financial MangaementDocument21 pagesProblems On Financial MangaementjangveerNo ratings yet
- Shares and Their ValuationDocument87 pagesShares and Their ValuationjangveerNo ratings yet
- Ahptutorial PDFDocument20 pagesAhptutorial PDFPaijo TengklengNo ratings yet
- Introduction To Financial ManagementDocument24 pagesIntroduction To Financial ManagementjangveerNo ratings yet
- Problem Solving Decision MakingDocument21 pagesProblem Solving Decision MakingjangveerNo ratings yet
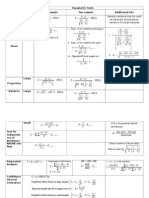
- Formula Sheet for ExamsDocument2 pagesFormula Sheet for ExamsjangveerNo ratings yet
- Philip Kotler's Marketing Management SummaryDocument238 pagesPhilip Kotler's Marketing Management SummaryOmar Hasan100% (3)
- A) Compute The Total Cost of The Job Using Actual Costing (Using Actual Rates) As Well As NormalDocument1 pageA) Compute The Total Cost of The Job Using Actual Costing (Using Actual Rates) As Well As NormaljangveerNo ratings yet
- Birla Sun Life InsuranceDocument20 pagesBirla Sun Life Insurancejangveer0% (1)
- Data Leakage: The Fall of NSA: Akshay Jain Deepta Guha Jangveer Singh Priya Nair Ravikeerthi SomayajiDocument7 pagesData Leakage: The Fall of NSA: Akshay Jain Deepta Guha Jangveer Singh Priya Nair Ravikeerthi SomayajijangveerNo ratings yet
- Analysis of Avi Kremer CaseDocument5 pagesAnalysis of Avi Kremer CasejangveerNo ratings yet
- Altius Golf Case SolutionDocument4 pagesAltius Golf Case SolutionjangveerNo ratings yet
- Capacity Verification Run at Rate IpaDocument4 pagesCapacity Verification Run at Rate IpaBES100% (1)
- Front and Back Office Operations in Bank PDFDocument21 pagesFront and Back Office Operations in Bank PDFMadhuNo ratings yet
- Supply Chain Planning For Dummies EditedDocument52 pagesSupply Chain Planning For Dummies EditedKhadija BendouchNo ratings yet
- Critical Problems and Recommendations for National CranberryDocument5 pagesCritical Problems and Recommendations for National Cranberrymaverick_659No ratings yet
- A Study of The Relative Importance of JIT Implementation Techniqu PDFDocument90 pagesA Study of The Relative Importance of JIT Implementation Techniqu PDFRAJA RAMNo ratings yet
- Chapter 27 - Answer PDFDocument22 pagesChapter 27 - Answer PDFRafael Renz DayaoNo ratings yet
- Smed 22 PDFDocument8 pagesSmed 22 PDFsansagithNo ratings yet
- Chapter 15 - : SchedulingDocument32 pagesChapter 15 - : Schedulingdeehimura2No ratings yet
- Book Review Reveals Goal of Any BusinessDocument11 pagesBook Review Reveals Goal of Any Businessdestinyrocks88100% (2)
- CH 2 Summer Managerial Account 1Document4 pagesCH 2 Summer Managerial Account 1Mega Pop LockerNo ratings yet
- The National Cranberry CooperativeDocument5 pagesThe National Cranberry CooperativeHussein BayramNo ratings yet
- 4 Process Layout-Ch 6 (Stevenson)Document51 pages4 Process Layout-Ch 6 (Stevenson)tahmid quayumNo ratings yet
- Extra Problem1Document2 pagesExtra Problem1festisio0% (1)
- Case Solutions For Supply Chain ManagementDocument100 pagesCase Solutions For Supply Chain Managementcumimayang50% (2)
- 8 Wastes Check SheetDocument3 pages8 Wastes Check SheetTahan SibueaNo ratings yet
- PGP13029 - Kunal Delwadia - Pull Game AssignmentDocument7 pagesPGP13029 - Kunal Delwadia - Pull Game AssignmentKunal DelwadiaNo ratings yet
- Guia LabDocument39 pagesGuia LabNaty Johanna Alfaro ParadaNo ratings yet
- IE GarmentDocument27 pagesIE Garmentdinhlap237No ratings yet
- Project Manufacturing - Full PaperDocument7 pagesProject Manufacturing - Full Paperchandramohan muruganNo ratings yet
- POM LectureDocument11 pagesPOM LecturemuneerppNo ratings yet
- 2 SlidesDocument44 pages2 SlidesSteven Latreia Iakwbos FatsisNo ratings yet
- PLD Lectures OldDocument343 pagesPLD Lectures OldVarunNo ratings yet
- Work Study - Ppc.class Lecture ButexDocument40 pagesWork Study - Ppc.class Lecture ButexShuvo VioletNo ratings yet
- Samenvatting Operations and Process Management: Principles and Practice for Strategic Impact college 1-10Document17 pagesSamenvatting Operations and Process Management: Principles and Practice for Strategic Impact college 1-10Writing ServiceNo ratings yet
- Work Study PDFDocument9 pagesWork Study PDFاميرة حسنNo ratings yet
- Business Process ImprovementDocument16 pagesBusiness Process ImprovementNathan Montgomery100% (3)
- Eastern Gear Studi KasusDocument9 pagesEastern Gear Studi KasusNurul MuthaqinNo ratings yet
- IEMS Module 3Document47 pagesIEMS Module 3VenkatramananNo ratings yet
- PUP-Summary of Chapter 8Document40 pagesPUP-Summary of Chapter 8rachel banana hammockNo ratings yet
- Constraint Management: Eleventh EditionDocument38 pagesConstraint Management: Eleventh EditionOmer ChowdhuryNo ratings yet