You might also like
- Apostila de Terapia ManualDocument109 pagesApostila de Terapia Manual5725434391% (32)
- Teste Ciencias 8ºanoDocument7 pagesTeste Ciencias 8ºanoejardim297288% (16)
- Cartografia 1 - Continuação - AnotaçõesDocument1 pageCartografia 1 - Continuação - AnotaçõesMaria Gabriela Perugini RochaNo ratings yet
- Noções Básicas de Treinamento Desportivo MarcadoDocument66 pagesNoções Básicas de Treinamento Desportivo MarcadoEmerson SilvaNo ratings yet
- Lista - Equações Diferenciais - ANPECDocument2 pagesLista - Equações Diferenciais - ANPECDaniel MendonçaNo ratings yet
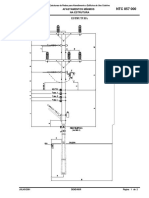
- NTC 857000 - Afastamento Mínimos Na EstruturaDocument2 pagesNTC 857000 - Afastamento Mínimos Na EstruturaFabio SNo ratings yet
- Psicologia Da Evolução Possível Ao HomemDocument2 pagesPsicologia Da Evolução Possível Ao HomemJuliana Fabiani50% (2)
- AULA 4 Elementos de FixaçãoDocument9 pagesAULA 4 Elementos de FixaçãoEtieverreNo ratings yet
- Inversor de Frequência - Roteiro de LaboratórioDocument32 pagesInversor de Frequência - Roteiro de LaboratórioHelder CaldasNo ratings yet
- Resumo Caule e Folhas ALEADocument11 pagesResumo Caule e Folhas ALEACarlaNo ratings yet
- Apostila de Fisica-1Document31 pagesApostila de Fisica-1Guilherme MarquesNo ratings yet
- Sirius ContatoresDocument188 pagesSirius ContatoresRogério FreitasNo ratings yet
- MODELO DE MEMORIAL DE CÁLCULO HIDRÁULICO - Modelo de Memorial de Cálculo Hidráulico (NT 15 - Anexo - F)Document5 pagesMODELO DE MEMORIAL DE CÁLCULO HIDRÁULICO - Modelo de Memorial de Cálculo Hidráulico (NT 15 - Anexo - F)skajonesNo ratings yet
- Cordas e Tubos - Teoria IDocument8 pagesCordas e Tubos - Teoria IHilder LucasNo ratings yet
- MODULO 11 - EletrotermofototerapiaDocument108 pagesMODULO 11 - EletrotermofototerapiaMarina PaulaNo ratings yet
- Perfitec PTDocument11 pagesPerfitec PTluisfaustinoNo ratings yet
- CROMATOGRAFIADocument3 pagesCROMATOGRAFIAFlávia VoloskiNo ratings yet
- Tópicos de Física Vol. 1 HidrostáticaDocument5 pagesTópicos de Física Vol. 1 HidrostáticaAllan LauzidNo ratings yet
- Análise Do Comportamento À Fadiga Do Revestimento Asfáltico de Um Trecho Da Rodovia BR-230Document5 pagesAnálise Do Comportamento À Fadiga Do Revestimento Asfáltico de Um Trecho Da Rodovia BR-230Lucas FelicettiNo ratings yet
- Preparação de SoluçõesDocument10 pagesPreparação de SoluçõesChadrekzy January PungosNo ratings yet
- Grupo-6 Turma - ADocument27 pagesGrupo-6 Turma - AShelton DavaNo ratings yet
- Cálculo de Reatores Catalíticos Gás-Sólido - Volume 1 - Cinética e Fenômenos de TransferênciaDocument336 pagesCálculo de Reatores Catalíticos Gás-Sólido - Volume 1 - Cinética e Fenômenos de Transferênciavazzoleralex6884100% (1)
- Exercícios de Fixação - Cálculo 2 - Curvas ParametrizadasDocument2 pagesExercícios de Fixação - Cálculo 2 - Curvas ParametrizadasManuela de LimaNo ratings yet
- Slides Resumo Maquinas EletricasDocument42 pagesSlides Resumo Maquinas Eletricasvitor4santos_6No ratings yet
- Apostila Máq. Térm. e Motor de Comb. IntDocument73 pagesApostila Máq. Térm. e Motor de Comb. IntROBERTONo ratings yet
- Máquinas Termicas - Ciclo Rankine EESDocument9 pagesMáquinas Termicas - Ciclo Rankine EESzion_buddha1253No ratings yet
- Pop EspectrofotometriaDocument3 pagesPop EspectrofotometriaRodrigo AlbuquerqueNo ratings yet
- Edifício Solar XXI - Caso de EstudoDocument4 pagesEdifício Solar XXI - Caso de Estudoesa-estagiosNo ratings yet
- 1 Lista de Exercícios OrganicaDocument3 pages1 Lista de Exercícios OrganicaRamon LopesNo ratings yet