You might also like
- Blacksmithy Shop: By: Manoj YadavDocument49 pagesBlacksmithy Shop: By: Manoj YadavvijaykumarNo ratings yet
- Black Smithy ShopDocument31 pagesBlack Smithy ShopArun kumar rouniyarNo ratings yet
- Surya Black SmithyDocument11 pagesSurya Black Smithy2K20B671 Shivam GargNo ratings yet
- Smithy & Forging ShopDocument24 pagesSmithy & Forging Shopashok junapudiNo ratings yet
- Forging 2Document39 pagesForging 2ssukhmeet551No ratings yet
- Chapter 14.1 To 14.4,14.6Document20 pagesChapter 14.1 To 14.4,14.6Lhekha RaviendranNo ratings yet
- Metal FormingDocument40 pagesMetal Formingsreeeram100% (1)
- Smithy ManualDocument11 pagesSmithy ManualSeattle MountaineerNo ratings yet
- Blacksmithy or Forging NoteDocument4 pagesBlacksmithy or Forging NoteSomnath MondalNo ratings yet
- Final Unit 3 Manufacturing Processes PDFDocument227 pagesFinal Unit 3 Manufacturing Processes PDFHardik ChhabraNo ratings yet
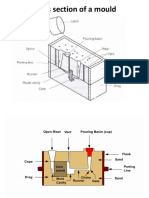
- Cross Section of A MouldDocument54 pagesCross Section of A MouldkanishkNo ratings yet
- Forging Die of SpannerDocument16 pagesForging Die of Spannervirendra pawarNo ratings yet
- Unit Iii Bulk Processes Bulk DeformationDocument77 pagesUnit Iii Bulk Processes Bulk DeformationAkash akNo ratings yet
- Cross Section of A MouldDocument56 pagesCross Section of A MouldALOKSRKNo ratings yet
- Engineering Workshop Lab Manual (Smithy Shop)Document8 pagesEngineering Workshop Lab Manual (Smithy Shop)Sumit Chauhan0% (2)
- 1) - Introduction:: Metal Forming ProcessesDocument10 pages1) - Introduction:: Metal Forming Processesphysics a2No ratings yet
- Forging NotesDocument20 pagesForging NotesDheeraj JoshiNo ratings yet
- Black Smithy ShopDocument3 pagesBlack Smithy ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- Laboratory Manual: Chandigarh Engineering College, Landran (Mohali)Document15 pagesLaboratory Manual: Chandigarh Engineering College, Landran (Mohali)Jay PandeyNo ratings yet
- Hot Cold WorkingDocument40 pagesHot Cold Workingpatel ketanNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Foundry &forging Viva 3&4th Sem VtuDocument11 pagesFoundry &forging Viva 3&4th Sem VtuMahesh B R Mysore100% (11)
- ForgingDocument16 pagesForgingAeshwrya PandaNo ratings yet
- Mechanical Working of Metals MaterialDocument40 pagesMechanical Working of Metals MaterialRoyalmechNo ratings yet
- Design of Dies - Unit 4Document149 pagesDesign of Dies - Unit 4210 SureshNo ratings yet
- L8 - Bulk Deformation ProcessingDocument70 pagesL8 - Bulk Deformation ProcessingAstha PantNo ratings yet
- FR ManualDocument10 pagesFR ManualMuhd Shabeeb ANo ratings yet
- Blacksmithy: Engineering Work Shop Department of Mechanical EngineeringDocument4 pagesBlacksmithy: Engineering Work Shop Department of Mechanical EngineeringSourabh DhavalaNo ratings yet
- Unit IIIDocument114 pagesUnit IIIManoj Kumar SNo ratings yet
- Black Smithy Shop: 1-Supporting Tools: Leg ViceDocument10 pagesBlack Smithy Shop: 1-Supporting Tools: Leg ViceAashish KushwahaNo ratings yet
- ForgingDocument38 pagesForgingapi-26546070100% (2)
- Performing Hand Forging: LO1: Analyze and Plan HandDocument21 pagesPerforming Hand Forging: LO1: Analyze and Plan HandZimbelachew Emawoy100% (2)
- L5 - Ta201p (05.07.2021)Document84 pagesL5 - Ta201p (05.07.2021)quick winnerNo ratings yet
- Smithy: Applications of ForgingDocument8 pagesSmithy: Applications of Forginghuman kindNo ratings yet
- Mechanical Working of MetalsDocument53 pagesMechanical Working of Metalsmurari100% (3)
- Forging DefectDocument4 pagesForging DefectRashmi Bhatt NautiyalNo ratings yet
- Forging and Its TypesDocument9 pagesForging and Its TypesHarinath GowdNo ratings yet
- Forging Is ADocument5 pagesForging Is ASahilNo ratings yet
- Metallurgy CH 12 and 13 Lecture NotesDocument6 pagesMetallurgy CH 12 and 13 Lecture Notesayaan.works76No ratings yet
- Teknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Document62 pagesTeknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Aszhari AszhariNo ratings yet
- Lecture 11Document22 pagesLecture 11Huraira AbidNo ratings yet
- Experiment 6Document3 pagesExperiment 6Subhasis BiswalNo ratings yet
- Casting, Rolling, Forging, ExtrusionDocument60 pagesCasting, Rolling, Forging, ExtrusionHARIKRISHNAN SRNo ratings yet
- Chapter 3 Metal Forming ProcessesDocument103 pagesChapter 3 Metal Forming Processesdagimawgchew777No ratings yet
- Forging MaterialDocument51 pagesForging MaterialRoyalmechNo ratings yet
- Selection of Manufacturing Methods For Machine Element S For Toggle JackDocument16 pagesSelection of Manufacturing Methods For Machine Element S For Toggle JackPrayag GiteNo ratings yet
- Metal FormingDocument20 pagesMetal FormingPrashant ShreshthaNo ratings yet
- Manufacturing Process 1 2Document70 pagesManufacturing Process 1 2MD Al-Amin100% (1)
- MFG II 3182 Chapter 1Document58 pagesMFG II 3182 Chapter 1Naol EmanaNo ratings yet
- Background/ Profile of CompanyDocument8 pagesBackground/ Profile of Companyethiopia ethiopiaNo ratings yet
- Forging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingDocument25 pagesForging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingAdityasinh DesaiNo ratings yet
- Rolling of MetalsDocument22 pagesRolling of MetalsraniksrNo ratings yet
- Course Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDocument21 pagesCourse Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDinesh Killada50% (2)
- Forging Process PDFDocument15 pagesForging Process PDFSantoshNo ratings yet
- Metal RollingDocument22 pagesMetal RollingNishith100% (2)
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- Mensuration for Sheet Metal Workers - As Applied in Working Ordinary Problems in Shop PracticeFrom EverandMensuration for Sheet Metal Workers - As Applied in Working Ordinary Problems in Shop PracticeNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Takin' Care of Business:: The Georgia Tech WorkshopDocument33 pagesTakin' Care of Business:: The Georgia Tech WorkshopMohsen SaidiNo ratings yet
- Cupola and Blast FurnaceDocument26 pagesCupola and Blast FurnaceGurjinder SinghNo ratings yet
- MR Sunil Kumar Ojha: Assistant Professor Mechanical Engineering Department JRE Group of Institutions Greater NoidaDocument61 pagesMR Sunil Kumar Ojha: Assistant Professor Mechanical Engineering Department JRE Group of Institutions Greater NoidaGurjinderSinghDoshanjhNo ratings yet
- Cupola and Blast FurnaceDocument26 pagesCupola and Blast FurnaceGurjinder SinghNo ratings yet
- Casting DefectsDocument9 pagesCasting DefectsVIBHAV83% (6)