You might also like
- Retenes y Soluciones en El SelladoDocument9 pagesRetenes y Soluciones en El SelladoBrian AlvarezNo ratings yet
- Empaque Ta DuraDocument26 pagesEmpaque Ta DuraGUZMANNo ratings yet
- Empaquetaduras Valvulas BombasDocument6 pagesEmpaquetaduras Valvulas Bombashufuents-1No ratings yet
- Sellos MecánicosDocument35 pagesSellos MecánicosAlain MatosNo ratings yet
- Herramientas ElectricasDocument2 pagesHerramientas Electricasjose ramosNo ratings yet
- Sellos Mecanicos SeleccionDocument99 pagesSellos Mecanicos SeleccionDiego Alejandro0% (1)
- Inspección cablesDocument25 pagesInspección cablesOmar Cortés ContrerasNo ratings yet
- Descargadores de Big-Bags BBDDocument4 pagesDescargadores de Big-Bags BBDJaimeRodriguezCurcioNo ratings yet
- Williamson-Sellado de Fluidos y Aislacion TermicaDocument6 pagesWilliamson-Sellado de Fluidos y Aislacion TermicaJuan Beca0% (1)
- Catálogo DIN (Web), Rev. 1Document69 pagesCatálogo DIN (Web), Rev. 1ivalsaNo ratings yet
- T-HSEC-HS-180 Procedimiento ERT 2.0Document31 pagesT-HSEC-HS-180 Procedimiento ERT 2.0Fernando MuñozNo ratings yet
- Ficha Galvanizado en FrioDocument1 pageFicha Galvanizado en FriocesarNo ratings yet
- Lana MineralDocument7 pagesLana MineralDani Gonzalez EspinozaNo ratings yet
- Curso de Operacion Basica y ManttoDocument76 pagesCurso de Operacion Basica y ManttoChristian BarrazaNo ratings yet
- F2-SGI-PR-12 Cronograma de Mantenimiento de Equipos 2016Document208 pagesF2-SGI-PR-12 Cronograma de Mantenimiento de Equipos 2016Miguelangel ISNo ratings yet
- Componentes de Un AndamioDocument21 pagesComponentes de Un AndamioEneiderNo ratings yet
- Manual Alumno - Riesgos Ácido SulfhídricoDocument18 pagesManual Alumno - Riesgos Ácido SulfhídricoJosé Neuquen100% (1)
- T-HSEC-HS-131 Uso de Barreras de Advertencia, Segregación y Delimitación de Áreas V6Document19 pagesT-HSEC-HS-131 Uso de Barreras de Advertencia, Segregación y Delimitación de Áreas V6ClaudioNo ratings yet
- Yale Polipasto Manual VS051 OIM&MDocument16 pagesYale Polipasto Manual VS051 OIM&MDaNnIe09No ratings yet
- Curso MEI 672 - Interpretación de Planos y Trazado de CaldereríaDocument2 pagesCurso MEI 672 - Interpretación de Planos y Trazado de CaldereríaProcaseNo ratings yet
- Sellos MecánicosDocument168 pagesSellos MecánicosVictor BacilioNo ratings yet
- Sellos y Empaquetaduras.Document13 pagesSellos y Empaquetaduras.Luis EliasNo ratings yet
- Izaje con poliéster - equipos y WLLDocument26 pagesIzaje con poliéster - equipos y WLLjorgemegok1860No ratings yet
- Universidad de Tarapac Practica 1Document16 pagesUniversidad de Tarapac Practica 1Hernán Alonso Maldonado GámezNo ratings yet
- Manual Chari BasfDocument8 pagesManual Chari BasfDavid J. CruzNo ratings yet
- 3435-G-PR-00003 Rev 0Document12 pages3435-G-PR-00003 Rev 0Mauricio Esteban Fernandez RamirezNo ratings yet
- Guía técnica MMC: Implementación de la normativa sobre manejo manual de cargaDocument36 pagesGuía técnica MMC: Implementación de la normativa sobre manejo manual de cargaPablo Enrique gallardo salasNo ratings yet
- 16 Engrase y LubricacionDocument28 pages16 Engrase y Lubricacionjuan apazaNo ratings yet
- ELA Capítulo 1Document45 pagesELA Capítulo 1mfernaldtNo ratings yet
- Cálculo de Transportadores de Tornillo Sin FinDocument10 pagesCálculo de Transportadores de Tornillo Sin FinMauricio Cardona AguirreNo ratings yet
- Granalla PDFDocument134 pagesGranalla PDFAnonymous mhPJDBUIT100% (1)
- Fallas Más Comunes en Las Bombas CentrifugasDocument8 pagesFallas Más Comunes en Las Bombas CentrifugasOscar Heberto Juárez MartínezNo ratings yet
- Serie MVSI: motovibradores industriales robustos y fiablesDocument5 pagesSerie MVSI: motovibradores industriales robustos y fiablesbalooazulNo ratings yet
- Equipo de Control de SolidosDocument98 pagesEquipo de Control de SolidosFabi J ArteagaNo ratings yet
- Maquinas de Elevacion y TransporteDocument21 pagesMaquinas de Elevacion y TransporteDino Zevallos villacortaNo ratings yet
- HidroJet MU - HD9-18M PDFDocument18 pagesHidroJet MU - HD9-18M PDFsanmartinjNo ratings yet
- 3.6 Macropoxy HS 85Document4 pages3.6 Macropoxy HS 85koyiatNo ratings yet
- Bombeado y Rebordeadp de TapasDocument20 pagesBombeado y Rebordeadp de TapasFrank Mechan OsorioNo ratings yet
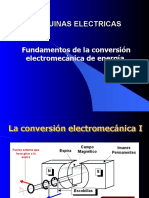
- Maquinas ElectricasDocument29 pagesMaquinas ElectricasLuz Milagros Follegatti RomeroNo ratings yet
- Maquina Corte y Selladora de Fundas PlasticasDocument9 pagesMaquina Corte y Selladora de Fundas PlasticasFranklin BravoNo ratings yet
- PT 100Document4 pagesPT 100jrcv08No ratings yet
- Prevención de riesgos en estiba y desestibaDocument5 pagesPrevención de riesgos en estiba y desestibaYENERYS LLAMAS CHAVEZNo ratings yet
- Catalogo Industrial WilliamsonDocument8 pagesCatalogo Industrial WilliamsonJaime Rousseau TNo ratings yet
- Manual Bomba I3620Document96 pagesManual Bomba I3620Manuel AlejandroNo ratings yet
- Cuaderno Del Instructor Mantenedor Mecánico Especialista Equipos FijosDocument268 pagesCuaderno Del Instructor Mantenedor Mecánico Especialista Equipos FijosMichael Angelo Toledo JofreNo ratings yet
- Barredora AS6500Document3 pagesBarredora AS6500Río Colorado InformaNo ratings yet
- Catalogo Espanol Rev 0 PDFDocument210 pagesCatalogo Espanol Rev 0 PDFRoberto Torres ArancibiaNo ratings yet
- Inspección de SCL - Perforadora Cat MD6640 - MMGDocument10 pagesInspección de SCL - Perforadora Cat MD6640 - MMGEnloes100% (1)
- Plan de Mantenimiento Extrusora JS 285SDocument37 pagesPlan de Mantenimiento Extrusora JS 285SJuan AvendañoNo ratings yet
- BT7 Owners Manual - 2009-ESDocument81 pagesBT7 Owners Manual - 2009-ESalvaro peraltaNo ratings yet
- Flejadora FLA-300 ESPDocument51 pagesFlejadora FLA-300 ESPHarold Romo Cardenas50% (2)
- Cetagua S ADocument54 pagesCetagua S Aapi-224431410No ratings yet
- Fdocuments - Ec - Manual Bomba Sentinel DurcomexDocument36 pagesFdocuments - Ec - Manual Bomba Sentinel DurcomexVictor AguilarNo ratings yet
- Catalogo Sellos MecanicosDocument8 pagesCatalogo Sellos MecanicosvjdmNo ratings yet
- Manual Extractor EólicoDocument12 pagesManual Extractor Eólicojavier saldaña vasquezNo ratings yet
- DUROFLOWDocument8 pagesDUROFLOWJonathan Guevara RoblesNo ratings yet
- Trabajo Bridas Juntas AnillosDocument21 pagesTrabajo Bridas Juntas AnillosPablo Valverde Macias100% (2)
- Bridas, Juntas, AnillasDocument38 pagesBridas, Juntas, AnillasMichell Alexis Valdenassi Mercado100% (1)
- FlangesDocument6 pagesFlangesJesús Alberto Díaz CostaNo ratings yet
- Juntas Dieléctricas M-S TesnitDocument7 pagesJuntas Dieléctricas M-S TesnitLionel ZacharonokNo ratings yet
- Planificacion Del Entrenamiento y Su Control PDFDocument348 pagesPlanificacion Del Entrenamiento y Su Control PDFCesar100% (5)
- Anatomía cardíaca RMDocument35 pagesAnatomía cardíaca RMCristian Goyeneche CasanovaNo ratings yet
- Analisis de Costos Unitarios Estructuras... OKDocument245 pagesAnalisis de Costos Unitarios Estructuras... OKWuilmer Chumacero AcaroNo ratings yet
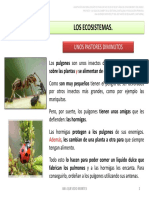
- Adaptación material didáctico ecosistemasDocument22 pagesAdaptación material didáctico ecosistemasnanciNo ratings yet
- 2.candidiasis VaginalDocument7 pages2.candidiasis VaginalSHAROLY NAYELI MAUCAYLLE LERZUNDINo ratings yet
- Clasifica Tria PorrinoDocument11 pagesClasifica Tria PorrinotriourenseNo ratings yet
- Guía Práctica 01Document8 pagesGuía Práctica 01José Nolberto Neciosup ChafloqueNo ratings yet
- 1 EXAMEN LAB DE FISICOQUIMICA BDocument4 pages1 EXAMEN LAB DE FISICOQUIMICA BLuis Alberto Anchapuri TacoraNo ratings yet
- Riego Tema 1 2021Document25 pagesRiego Tema 1 2021aura aularNo ratings yet
- Embriogénesis de la primera a la tercera semanaDocument26 pagesEmbriogénesis de la primera a la tercera semanaRaúl Alberto AlvaradoNo ratings yet
- Matriz Operacionalización de VariableDocument5 pagesMatriz Operacionalización de VariablevegettaNo ratings yet
- Ensayo Padre Rico, Padre PobreDocument12 pagesEnsayo Padre Rico, Padre PobreSantajmnz100% (1)
- Requisitos Establecimientos de Peluqueria - Salones de Peinados 2016Document3 pagesRequisitos Establecimientos de Peluqueria - Salones de Peinados 2016Analia RodasNo ratings yet
- Check List RetroexcavadoraDocument1 pageCheck List RetroexcavadoraJhony Alexander Gomez Calsin100% (1)
- Características Del Desierto SonorenseDocument4 pagesCaracterísticas Del Desierto Sonorensemario puenteNo ratings yet
- Manual de Pruebas Diagnosticas en Traumatologia OrtopediaDocument14 pagesManual de Pruebas Diagnosticas en Traumatologia OrtopediaSergio Andrés Robles0% (1)
- AccesoAguaLibertadDocument4 pagesAccesoAguaLibertadArturo Bazan HuayanNo ratings yet
- Presentación STAR LácteosDocument283 pagesPresentación STAR LácteosHenry VilchezNo ratings yet
- Edunl Arboles Urbanos SF AaDocument370 pagesEdunl Arboles Urbanos SF Aajaz100% (1)
- Trauma de Columna Vertebral y Médula EspinalDocument55 pagesTrauma de Columna Vertebral y Médula EspinalDaríoCamacho100% (1)
- Lluvia de IdeasDocument2 pagesLluvia de Ideasleovanis pastranaNo ratings yet
- Clase GastropodaDocument102 pagesClase GastropodaAsbelNo ratings yet
- BuenaSaludConEjercicioFisicoDocument1 pageBuenaSaludConEjercicioFisicoVERA FAVIONo ratings yet
- Arbovirus en PediatriaDocument42 pagesArbovirus en PediatriaMario Mendoza TorresNo ratings yet
- Espec Tecnicas Muro Yana Meta I SMateo'23Document42 pagesEspec Tecnicas Muro Yana Meta I SMateo'23Yerzi Arturo Arroyo AstudilloNo ratings yet
- La FelicidadDocument258 pagesLa Felicidade.m.l09100% (7)
- GUION METODOLOGICO ModificadoDocument3 pagesGUION METODOLOGICO ModificadoLeider Pérez MondragónNo ratings yet
- Almohadón de Plumas (Completo) PDFDocument1 pageAlmohadón de Plumas (Completo) PDFJuan Pablo Mendoza VelasquezNo ratings yet
- Proyecto BioestadisticaDocument43 pagesProyecto BioestadisticanachaTNo ratings yet
- Leyes Inherentes Al Talento HumanoDocument13 pagesLeyes Inherentes Al Talento HumanoJesus FreyNo ratings yet