You might also like
- AR-15 Cleaning & Maintenance - A Complete GuideDocument9 pagesAR-15 Cleaning & Maintenance - A Complete GuideRandlone100% (1)
- Singer 301 Service ManualDocument12 pagesSinger 301 Service ManualRandlone80% (5)
- Collector's Guide For Singer Class 20 Toy Sewing MachinesDocument17 pagesCollector's Guide For Singer Class 20 Toy Sewing MachinesRandlone78% (9)
- John Deere 4720Document26 pagesJohn Deere 4720Randlone67% (3)
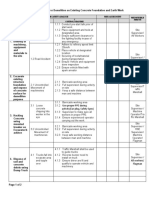
- ULSADO-JSA-Demolation Existing Concrete FoundationDocument2 pagesULSADO-JSA-Demolation Existing Concrete FoundationKelvin Tan75% (4)
- Household Electricity End-Use ConsumptionDocument22 pagesHousehold Electricity End-Use ConsumptionEva ViskadourakiNo ratings yet
- Black Belt Training - Module 3 - Day 1Document80 pagesBlack Belt Training - Module 3 - Day 1haythemNo ratings yet
- Design For Six Sigma Training BrochureDocument1 pageDesign For Six Sigma Training Brochureexamplecg100% (2)
- Six SigmaDocument35 pagesSix SigmaVeeresh Kumar RNo ratings yet
- Define Phase PDFDocument159 pagesDefine Phase PDFtata sudheerNo ratings yet
- Statistical Process Control ChartingDocument116 pagesStatistical Process Control Chartingmatsuka79No ratings yet
- LSSGB SVES January 2018 Final PDFDocument132 pagesLSSGB SVES January 2018 Final PDFSYED MUDDASSERNo ratings yet
- Presenting Six Sigma MethodologyDocument56 pagesPresenting Six Sigma Methodologypbp2956No ratings yet
- Singer 29-4 Parts ListDocument1 pageSinger 29-4 Parts ListRandlone50% (2)
- 99.74% is Not Good Enough for Critical ProductsDocument36 pages99.74% is Not Good Enough for Critical ProductsUtkarsh MittalNo ratings yet
- Black Belt Training - Module 2 - Day 1Document89 pagesBlack Belt Training - Module 2 - Day 1haythemNo ratings yet
- Welcome To Presentation: RANA PRIYA BARUA, ID-18282017Document32 pagesWelcome To Presentation: RANA PRIYA BARUA, ID-18282017Ranapriyabarua BaruaNo ratings yet
- Leanmap FREE Six Sigma DMAIC ProcessDocument1 pageLeanmap FREE Six Sigma DMAIC ProcessdrustagiNo ratings yet
- Process Improvement Simplified: A How-to-Book for Success in any OrganizationFrom EverandProcess Improvement Simplified: A How-to-Book for Success in any OrganizationNo ratings yet
- (Developments in Geotechnical Engineering 75) Sven Hansbo (Eds.) - Foundation Engineering-Academic Press, Elsevier (1994) PDFDocument534 pages(Developments in Geotechnical Engineering 75) Sven Hansbo (Eds.) - Foundation Engineering-Academic Press, Elsevier (1994) PDFপ্রিয়দীপ প্রিয়মNo ratings yet
- Statistical Process Control QPSPDocument166 pagesStatistical Process Control QPSPRAVISSAGARNo ratings yet
- HarvestersDocument132 pagesHarvestersLeTraitimbenletkNo ratings yet
- Six Sigma at Ford: Achieving World Class Performance through Reduced VariabilityDocument31 pagesSix Sigma at Ford: Achieving World Class Performance through Reduced Variabilitydaredevil19901No ratings yet
- Six Sigma For Chemical Engineers: George LiebermannDocument39 pagesSix Sigma For Chemical Engineers: George LiebermannDave CNo ratings yet
- Green Belt Course ManualDocument34 pagesGreen Belt Course ManualKaranShinde100% (1)
- Total Productive Maintenance (TPM)Document25 pagesTotal Productive Maintenance (TPM)chaitanya_kumar_13No ratings yet
- Business Process Engineering OptimizationDocument80 pagesBusiness Process Engineering Optimizationlogan wolverineNo ratings yet
- 6 Sigma Projects PresentationDocument31 pages6 Sigma Projects PresentationgoranNo ratings yet
- Concepts of Precision and Accuracy: Precise Process Is One With Accurate Process Is One WhichDocument27 pagesConcepts of Precision and Accuracy: Precise Process Is One With Accurate Process Is One WhichsareenaikbalNo ratings yet
- Six SigmaDocument37 pagesSix SigmaAmit Shankar Choudhary100% (1)
- Rcs454: Python Language Programming LAB: Write A Python Program ToDocument39 pagesRcs454: Python Language Programming LAB: Write A Python Program ToShikha AryaNo ratings yet
- Project Reviews and Examples: © 2001 Conceptflow 0Document36 pagesProject Reviews and Examples: © 2001 Conceptflow 0Michael WuNo ratings yet
- KPMG Lean Six Sigma Offerings IIM Ranchi PDFDocument19 pagesKPMG Lean Six Sigma Offerings IIM Ranchi PDFRahul Gupta100% (1)
- 5-Session 5 Quality Management Tools & TechniquesDocument51 pages5-Session 5 Quality Management Tools & TechniquesDinusha RathnayakaNo ratings yet
- Om - 3M CaseDocument18 pagesOm - 3M CaseBianda Puspita Sari100% (1)
- TQM Index JanakiramanDocument11 pagesTQM Index Janakiramanarunkumar S50% (2)
- Black Belt Training - Module 1 - Day 3Document93 pagesBlack Belt Training - Module 1 - Day 3haythem100% (1)
- Introduction To Lean Manufacturing TPM1Document42 pagesIntroduction To Lean Manufacturing TPM1Lakshmanan VenkatesanNo ratings yet
- Six Sigma Session13 04042021 Six Sigma Examples 1617381322196Document112 pagesSix Sigma Session13 04042021 Six Sigma Examples 1617381322196FUNTV5No ratings yet
- Stoeger Condor Over-Under Shotgun ManualDocument26 pagesStoeger Condor Over-Under Shotgun ManualRandloneNo ratings yet
- Part1 Define - GBDocument38 pagesPart1 Define - GBNitesh GoyalNo ratings yet
- 4 Six Sigma For ProductionDocument81 pages4 Six Sigma For ProductionTan Tok HoiNo ratings yet
- Six SigmaTraining OfferingDocument16 pagesSix SigmaTraining OfferingAshitosh BabarNo ratings yet
- Training Program On Lean Manufacturing by Addvalue Consulting-AhmedabadDocument11 pagesTraining Program On Lean Manufacturing by Addvalue Consulting-AhmedabadumeshjmangroliyaNo ratings yet
- Lean-Implementation A25 MakrandDocument12 pagesLean-Implementation A25 MakrandKolekarMakrandMahadeoNo ratings yet
- Lean ImplementationDocument28 pagesLean ImplementationJacob EdwardsNo ratings yet
- DFSS Program RationaleDocument4 pagesDFSS Program Rationaleankitrathod87No ratings yet
- Introduction to Kaizen ー改 善, Kyosei ー虚勢& Obeya - 緒部屋: How to be Creative, Innovative, Fast & FlexibleDocument25 pagesIntroduction to Kaizen ー改 善, Kyosei ー虚勢& Obeya - 緒部屋: How to be Creative, Innovative, Fast & FlexibleRachmat BoerhanNo ratings yet
- Ch-8 (Business Process Reengineering)Document22 pagesCh-8 (Business Process Reengineering)Shrutit21No ratings yet
- 5S in Service IndustriesDocument34 pages5S in Service IndustriesHVD87100% (1)
- Lean Vs Six SigmaDocument23 pagesLean Vs Six SigmabowbeforeallahNo ratings yet
- Kaizen Continuous Improvement TrainingDocument7 pagesKaizen Continuous Improvement TrainingMadeleine ThomasNo ratings yet
- 2 - Analyze - X SiftingDocument55 pages2 - Analyze - X SiftingParaschivescu CristinaNo ratings yet
- Six SigmaDocument80 pagesSix SigmaFarhan MalikNo ratings yet
- Six Sigma: Six Sigma Seeks To Improve The Quality of Process Outputs by Identifying andDocument4 pagesSix Sigma: Six Sigma Seeks To Improve The Quality of Process Outputs by Identifying andsophy8922No ratings yet
- Product Order Cycle Time Six Sigma Case StudyDocument2 pagesProduct Order Cycle Time Six Sigma Case StudySteven BonacorsiNo ratings yet
- 03 - BB Manual - Measure - v12 - 4 PDFDocument154 pages03 - BB Manual - Measure - v12 - 4 PDFRicardo BravoNo ratings yet
- Payroll Remittance Six Sigma Case StudyDocument2 pagesPayroll Remittance Six Sigma Case StudySteven BonacorsiNo ratings yet
- 1.5 LSS Quality Files Bus. Risk ManagementDocument81 pages1.5 LSS Quality Files Bus. Risk ManagementMurrell J RizonNo ratings yet
- Kaizen Institute Consulting Group (KICG) : Global Corporate OverviewDocument19 pagesKaizen Institute Consulting Group (KICG) : Global Corporate OverviewCREATION.DESIGN.JEANSNo ratings yet
- Quality Circles & Total Quality ManagementDocument10 pagesQuality Circles & Total Quality ManagementSunilNo ratings yet
- PROCESS CYCLE EFFICIENCY IMPROVEMENT THROUGH LEANDocument22 pagesPROCESS CYCLE EFFICIENCY IMPROVEMENT THROUGH LEANfcleong69No ratings yet
- SMM598 Six Sigma For Managers May June 2Document12 pagesSMM598 Six Sigma For Managers May June 2MickloSoberanNo ratings yet
- 3) LeanDocument14 pages3) LeanSnehaNo ratings yet
- Six SigmaDocument250 pagesSix SigmaMustafa MoatamedNo ratings yet
- GE Six SigmaDocument6 pagesGE Six Sigmaimran27pk100% (2)
- CI ConceptDocument64 pagesCI ConceptRonald Abadi TariganNo ratings yet
- KI Introduction (Africa)Document21 pagesKI Introduction (Africa)Sai MakiNo ratings yet
- Quality Management System Process A Complete Guide - 2020 EditionFrom EverandQuality Management System Process A Complete Guide - 2020 EditionNo ratings yet
- Supplier Scorecard Template-blank - CopyDocument9 pagesSupplier Scorecard Template-blank - CopyRandloneNo ratings yet
- ASHRAE Ventilation and Acceptable Indoor Air Quality in Low-Rise Residential BuildingsDocument3 pagesASHRAE Ventilation and Acceptable Indoor Air Quality in Low-Rise Residential BuildingsRandloneNo ratings yet
- RoHS-Supplier-Certification-blank formDocument1 pageRoHS-Supplier-Certification-blank formRandloneNo ratings yet
- Winchester Model 101 Over and Under Shotgun Owner's ManualDocument36 pagesWinchester Model 101 Over and Under Shotgun Owner's ManualRandlone100% (1)
- Remington 870 Owners ManualDocument20 pagesRemington 870 Owners Manualmarsec4No ratings yet
- Emergency Disinfection of Drinking WaterDocument2 pagesEmergency Disinfection of Drinking WaterRandloneNo ratings yet
- PENTAIR 5800SXT SetupDocument2 pagesPENTAIR 5800SXT SetupRandloneNo ratings yet
- Singer 31-15 ManualDocument12 pagesSinger 31-15 ManualRandlone100% (2)
- Pentair Fleck-5600-ManualDocument28 pagesPentair Fleck-5600-ManualRandloneNo ratings yet
- Singer Class 24 Instruction ManualDocument19 pagesSinger Class 24 Instruction ManualRandloneNo ratings yet
- Singer Model 17-22 & 17-23-ManualDocument12 pagesSinger Model 17-22 & 17-23-ManualRandloneNo ratings yet
- Singer 31-15 Sewing MachineDocument8 pagesSinger 31-15 Sewing MachineRobert DicksonNo ratings yet
- Singer 101 Owner's Manual PDFDocument54 pagesSinger 101 Owner's Manual PDFRandloneNo ratings yet
- Singer 29K70-1 Parts ListDocument11 pagesSinger 29K70-1 Parts ListRandlone100% (1)
- Singer 29-4 Instruction ManualDocument17 pagesSinger 29-4 Instruction ManualRandlone100% (4)
- Pentair 5600 Service Manual001Document25 pagesPentair 5600 Service Manual001RandloneNo ratings yet
- Six Sigma Executive OverviewDocument96 pagesSix Sigma Executive OverviewRandloneNo ratings yet
- Perkins Engine Number Guide PP827Document6 pagesPerkins Engine Number Guide PP827Muthu Manikandan100% (1)
- TUK EECQ 5291 - Professional Engineering Practice - April 2018Document314 pagesTUK EECQ 5291 - Professional Engineering Practice - April 2018gaza manNo ratings yet
- Balancing Redox ReactionsDocument2 pagesBalancing Redox ReactionsblobmarleyNo ratings yet
- Alpha Eritrean Engineers Community's Magazine (October's Issue)Document8 pagesAlpha Eritrean Engineers Community's Magazine (October's Issue)meharigrwNo ratings yet
- CAD (ME2155) Lab ManualDocument18 pagesCAD (ME2155) Lab Manualharishj93No ratings yet
- Chrome Group PolicyDocument37 pagesChrome Group PolicyvksatyanNo ratings yet
- Ce R&D/Dli-22/CHANDI/2010-2011 Ce R&D/Dli - 24/CHANDI/2010-2011Document61 pagesCe R&D/Dli-22/CHANDI/2010-2011 Ce R&D/Dli - 24/CHANDI/2010-2011rajjjjjiNo ratings yet
- Environmental Engineering - Civil Engineering - McGill UniversityDocument4 pagesEnvironmental Engineering - Civil Engineering - McGill Universityamrin jannatNo ratings yet
- Kitchen Equipment Dimensions and SpecsDocument25 pagesKitchen Equipment Dimensions and SpecselektrikCi124No ratings yet
- Slump and Compacting Factor Test Values and Uses in Concrete WorkabilityDocument2 pagesSlump and Compacting Factor Test Values and Uses in Concrete WorkabilityNick GeneseNo ratings yet
- 20&604 WDSeriesDocument2 pages20&604 WDSeriesbiteme99No ratings yet
- Migrating Discoverer To Obie e Lessons LearnedDocument27 pagesMigrating Discoverer To Obie e Lessons LearnedJitendra KumarNo ratings yet
- Satrack Full Report New2Document17 pagesSatrack Full Report New2ammayi9845_930467904No ratings yet
- Lecture Notes 2 Nano MaterialsDocument21 pagesLecture Notes 2 Nano MaterialsHuzaifa ShabbirNo ratings yet
- Semiconductive Shield Technologies in Power Distribution CablesDocument6 pagesSemiconductive Shield Technologies in Power Distribution CablesA. HassanNo ratings yet
- Problem Statement: Designing of Pump System For Multi Story Residential BuildingDocument23 pagesProblem Statement: Designing of Pump System For Multi Story Residential Buildingmehtab ul hassanNo ratings yet
- Digital Logic Families GuideDocument82 pagesDigital Logic Families Guidemoney_kandan2004No ratings yet
- Saudi Technical Trade Test - Welder CategoryDocument4 pagesSaudi Technical Trade Test - Welder CategoryshabashakkimNo ratings yet
- System 1: Bently NevadaDocument4 pagesSystem 1: Bently Nevadanabil160874No ratings yet
- SPECIFICATION WRITING MODULEDocument3 pagesSPECIFICATION WRITING MODULEHana YeppeodaNo ratings yet
- Defense Acquisition GuidebookDocument927 pagesDefense Acquisition GuidebookJudkerrNo ratings yet
- Coke Bottle Tutorial For MayaDocument42 pagesCoke Bottle Tutorial For MayadumbledoreaaaaNo ratings yet
- Instruction Manual Manuel D'Instruction Manual de InstruccionesDocument136 pagesInstruction Manual Manuel D'Instruction Manual de InstruccionesPrabish KumarNo ratings yet
- FRL GoyenDocument12 pagesFRL GoyenAbigael92No ratings yet