You might also like
- Siemens Water TechnologiesDocument33 pagesSiemens Water TechnologiesmaheshvbendreNo ratings yet
- Water Treatment PlantDocument28 pagesWater Treatment PlantVuthpalachaitanya Krishna0% (1)
- Spiral Wound Forward Osmosis Membrane ModuleDocument12 pagesSpiral Wound Forward Osmosis Membrane Modulejigar patelNo ratings yet
- Reverse Osmosis Design GuidelinesDocument2 pagesReverse Osmosis Design Guidelineswacsii ccasullaNo ratings yet
- PlantDocument32 pagesPlantZafar IqbalNo ratings yet
- Diligent Etp 1000m3Document18 pagesDiligent Etp 1000m3Prabhakar DhamaleNo ratings yet
- Hyflux Standard Membrane Systems Brochure - Ver5.1 - ENDocument40 pagesHyflux Standard Membrane Systems Brochure - Ver5.1 - ENIGNyomanAnomWijayaNo ratings yet
- 19 I Lewatit FO 36 Presentation For Customers ShortDocument31 pages19 I Lewatit FO 36 Presentation For Customers ShortAlfonso José García LagunaNo ratings yet
- Ion Exchange or Reverse Osm..Document3 pagesIon Exchange or Reverse Osm..Andri Sanjaya SembiringNo ratings yet
- FINAL Floc Design Waila Option3Document38 pagesFINAL Floc Design Waila Option3dpkNo ratings yet
- Coagulation and FlocctuationDocument35 pagesCoagulation and FlocctuationAvinash Januzaj ChateeNo ratings yet
- Filmtec™ Fortlife™ Xc120 Element - A Boon For Textile Industry in Tamil Nadu, IndiaDocument2 pagesFilmtec™ Fortlife™ Xc120 Element - A Boon For Textile Industry in Tamil Nadu, Indiaali jafNo ratings yet
- Application of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyDocument27 pagesApplication of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyYesid Tapiero MartínezNo ratings yet
- Presentation - MBBR-Fair Electronics (Samsung) by ShakibDocument32 pagesPresentation - MBBR-Fair Electronics (Samsung) by Shakibshakib nazmus0% (1)
- Project Execution PlanDocument20 pagesProject Execution Planprabhu rajendranNo ratings yet
- ManualDocument65 pagesManualAtul GargNo ratings yet
- 1000 Liter Ion Exchange GalleriaDocument5 pages1000 Liter Ion Exchange GalleriaBiswajit SahooNo ratings yet
- UPCORE QuestionsDocument12 pagesUPCORE QuestionsIsmael KhalilNo ratings yet
- Resinas Tulsion LiteraturesDocument112 pagesResinas Tulsion LiteraturesdavidnpsNo ratings yet
- Today'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"Document57 pagesToday'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"saravan1891No ratings yet
- Cross ReferenceDocument3 pagesCross ReferenceABDUL MUZAMMILNo ratings yet
- Reverse Osmosis: Training CurriculumDocument40 pagesReverse Osmosis: Training Curriculumshapira22No ratings yet
- Sajid HussainDocument48 pagesSajid HussainTimothy GarciaNo ratings yet
- PermutitDocument70 pagesPermutitAlfredo HernandezNo ratings yet
- 1 IER FundamentalsDocument54 pages1 IER FundamentalsAdam FendrychNo ratings yet
- 2010 SMR ClarifierDocument60 pages2010 SMR ClarifierRohan KakdeNo ratings yet
- Bio STP Final PrintDocument11 pagesBio STP Final PrintChauhan UjjvalNo ratings yet
- EDR Technical Training-PublicDocument80 pagesEDR Technical Training-PublicHassan Feki100% (1)
- K Pack Systems Pvt. LTD.: Www. Kpack - inDocument20 pagesK Pack Systems Pvt. LTD.: Www. Kpack - inBắp BắpNo ratings yet
- Raw WaterDocument41 pagesRaw WaterEzhil Vendhan PalanisamyNo ratings yet
- LPH RO ManualDocument28 pagesLPH RO ManualAnil UnechaNo ratings yet
- Budgetary Offer: Sms Envocare Limited For Muzafarpur CetpDocument41 pagesBudgetary Offer: Sms Envocare Limited For Muzafarpur Cetpsreekanth reddyNo ratings yet
- Coagulation and FlocculationDocument33 pagesCoagulation and FlocculationAndy Eka SaputraNo ratings yet
- Pre TreatmentDocument65 pagesPre TreatmentSagar SewlaniNo ratings yet
- ProcessIndustriesandDrives - Introduction - Slide - SetDocument26 pagesProcessIndustriesandDrives - Introduction - Slide - Setmfonseca31No ratings yet
- Project ReportDocument24 pagesProject ReportAdarsh RajNo ratings yet
- Pradeep Rathy - VAPCO Zero Liquid DischargeDocument63 pagesPradeep Rathy - VAPCO Zero Liquid DischargePradeep Rathy67% (3)
- Multiorganics 50 KLDDocument24 pagesMultiorganics 50 KLDArjun KrishnakumarNo ratings yet
- Berghof Filtration ConceptDocument3 pagesBerghof Filtration Conceptskthen72No ratings yet
- 31 - 18 01 IDR 3.1 Leachate Treatment Plant AMDocument20 pages31 - 18 01 IDR 3.1 Leachate Treatment Plant AMKatarinaKrsticNo ratings yet
- DOWEXDocument93 pagesDOWEXjose antonio daza cedeñoNo ratings yet
- Ion Exchange PDFDocument14 pagesIon Exchange PDFKomma RameshNo ratings yet
- Electrodialysis Processes With Bipolar Membranes (EDBM) in Environmental Protection - A ReviewDocument22 pagesElectrodialysis Processes With Bipolar Membranes (EDBM) in Environmental Protection - A Reviewandreas.exaNo ratings yet
- Pentek: Using This GuideDocument23 pagesPentek: Using This Guideghmp123No ratings yet
- 225 Na Engg DataDocument8 pages225 Na Engg DatadeyprasenNo ratings yet
- 7 - Pre-Treatments To Reduce Fouling of Low Pressure Microfiltration (MF) Membranes PDFDocument10 pages7 - Pre-Treatments To Reduce Fouling of Low Pressure Microfiltration (MF) Membranes PDFRinaAprianiAapNo ratings yet
- Water Treatment Process Disinfection PDFDocument6 pagesWater Treatment Process Disinfection PDFAriff JasniNo ratings yet
- Continuous Sand Filter - 11110Document2 pagesContinuous Sand Filter - 11110ganeshNo ratings yet
- Technical Specifications TR-3.0 E IngeDocument10 pagesTechnical Specifications TR-3.0 E Ingegowri shankarNo ratings yet
- Quote PDFDocument7 pagesQuote PDFChandu GowdaNo ratings yet
- KEE MBBR BrochureDocument6 pagesKEE MBBR Brochureseragak100% (1)
- ATFD PiparDocument10 pagesATFD Piparrajesh kothariNo ratings yet
- STP (200kld) - Technical Datasheet 17.02.23Document150 pagesSTP (200kld) - Technical Datasheet 17.02.23Rajender Chamoli100% (1)
- Al Ansab MBR Sewage Treatment PlantDocument38 pagesAl Ansab MBR Sewage Treatment PlantDel MoralesNo ratings yet
- Boiler Feed Water Treatment SystemDocument7 pagesBoiler Feed Water Treatment SystemAsim ZeeshanNo ratings yet
- CHLORINE DIOXIDE Training ModulusDocument18 pagesCHLORINE DIOXIDE Training ModulusAbdülhamit KAYYALİNo ratings yet
- Design CrystallizerDocument21 pagesDesign CrystallizerDo Bui100% (1)
- Presented By: Dr. Mohamed AbdulkarimDocument30 pagesPresented By: Dr. Mohamed AbdulkarimEri VirnandoNo ratings yet
- Water AnalysisDocument13 pagesWater AnalysisEngr. Ihtisham KhanNo ratings yet
- Training Cooling Water Handout For OperatorDocument33 pagesTraining Cooling Water Handout For Operatordikha haryantoNo ratings yet
- Machine Design, Materials and Shop Practice INSTRUCTION: Select The Correct Answer For Each of The Following Questions. Mark OnlyDocument8 pagesMachine Design, Materials and Shop Practice INSTRUCTION: Select The Correct Answer For Each of The Following Questions. Mark OnlydominiqueNo ratings yet
- M Le Bras, C Wilkie, S Bourbigot-Fire Retardancy of Polymers New Applications of Mineral Fillers-Royal Society of Chemistry (2005)Document433 pagesM Le Bras, C Wilkie, S Bourbigot-Fire Retardancy of Polymers New Applications of Mineral Fillers-Royal Society of Chemistry (2005)Michaux Gwénaëlle100% (3)
- Catálogo Balanza de Pesos Muertos PDFDocument2 pagesCatálogo Balanza de Pesos Muertos PDFXaviNo ratings yet
- A638A638M-10 Standard Specification For Precipitation Hardening Iron Base Superalloy Bars, Forgings, and Forging Stock For High-Temperature ServiceDocument3 pagesA638A638M-10 Standard Specification For Precipitation Hardening Iron Base Superalloy Bars, Forgings, and Forging Stock For High-Temperature Servicetjt4779No ratings yet
- Geography Chapter - (Mineral and Power Resources) Class 8Document4 pagesGeography Chapter - (Mineral and Power Resources) Class 8Khushi Kumari class 9 adm 664No ratings yet
- Hydrometallurgy Del Cu PDFDocument528 pagesHydrometallurgy Del Cu PDFAnonymous FfIxH2o9100% (1)
- Green Sand Casting Defect!: NameDocument8 pagesGreen Sand Casting Defect!: Namekarthick rajaNo ratings yet
- Ferrotherm 4742Document2 pagesFerrotherm 4742Özlem KarataşNo ratings yet
- Weld Op IDocument110 pagesWeld Op IAndres_Pastor1987No ratings yet
- Bauxite To Alumina Book 2018Document33 pagesBauxite To Alumina Book 2018Amogh VaishnavNo ratings yet
- Bio MiningDocument25 pagesBio MiningDarpan Raghav100% (1)
- Richard TosdalDocument28 pagesRichard Tosdalyahave00No ratings yet
- CBSE 10th Science Sample Paper 5Document7 pagesCBSE 10th Science Sample Paper 5Aditya AcharyaNo ratings yet
- 7.4.I.Istudor VoronetMuralPaintingDocument16 pages7.4.I.Istudor VoronetMuralPaintingeledebel100% (3)
- Unit 1 ExamDocument6 pagesUnit 1 Examapi-375738241No ratings yet
- Vanadium Alloyed SteelsDocument8 pagesVanadium Alloyed Steelskarthik vasan bNo ratings yet
- Measuring Predicting and Managing Grinding Media WearDocument12 pagesMeasuring Predicting and Managing Grinding Media WearDiego AranibarNo ratings yet
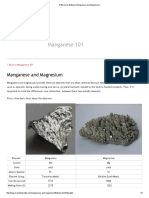
- Differences Between Manganese and MagnesiumDocument2 pagesDifferences Between Manganese and MagnesiumAluruVasuNo ratings yet
- Precipitation (Chemistry)Document5 pagesPrecipitation (Chemistry)Luis SQNo ratings yet
- "Statistical Analysis of Zinc Coated Washers": Purpose of The ExperimentDocument22 pages"Statistical Analysis of Zinc Coated Washers": Purpose of The ExperimentJustin PolidoNo ratings yet
- Refractories - DoneDocument3 pagesRefractories - Donethercode sampNo ratings yet
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument12 pagesSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesemadNo ratings yet
- Gerak Gempur Chemistry Paper 3Document8 pagesGerak Gempur Chemistry Paper 3Arvinth Guna SegaranNo ratings yet
- Architectural Catalogue RenukootDocument103 pagesArchitectural Catalogue Renukootprchoudharykp100% (2)
- Rusting of IronDocument12 pagesRusting of IronSHIVAM PANDENo ratings yet
- Fittings API 1104Document73 pagesFittings API 1104Boban Stanojlović100% (2)
- Topic 9 Test ReviewDocument35 pagesTopic 9 Test ReviewAndres BolañoNo ratings yet
- PackagingDocument36 pagesPackagingChandarana Zalak0% (1)
- Ceramic To Metal Joining ReportDocument9 pagesCeramic To Metal Joining ReportmadangkNo ratings yet
- 7081 01chemistryDocument36 pages7081 01chemistryRigen AlamNo ratings yet