You might also like
- Cfta Cosmetic 1977 PDFDocument532 pagesCfta Cosmetic 1977 PDFtuansyafiqNo ratings yet
- Properties of MSW. ImpDocument19 pagesProperties of MSW. ImpM Ihsan DanishNo ratings yet
- Composting: How to Turn Waste into Valuable Soil AmendmentDocument16 pagesComposting: How to Turn Waste into Valuable Soil AmendmentAmirah SufianNo ratings yet
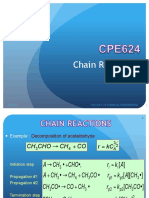
- Chapter 3 - Chain Reaction PnmeelaDocument39 pagesChapter 3 - Chain Reaction PnmeelatuansyafiqNo ratings yet
- Dilute Particulate Systems: Chapter 5 in FundamentalsDocument27 pagesDilute Particulate Systems: Chapter 5 in FundamentalstuansyafiqNo ratings yet
- Cfta Cosmetic 1977 PDFDocument532 pagesCfta Cosmetic 1977 PDFtuansyafiqNo ratings yet
- No Purpose Ingredient % Actual Amt. Cost / G Cost Per Batch Amt. in BatchDocument1 pageNo Purpose Ingredient % Actual Amt. Cost / G Cost Per Batch Amt. in BatchtuansyafiqNo ratings yet
- Particle TechnologyDocument33 pagesParticle TechnologyHenry SpencerNo ratings yet
- Assignment 2 CompressorDocument9 pagesAssignment 2 CompressortuansyafiqNo ratings yet
- Cpe624: Advanced Chemical Reaction EngineeringDocument20 pagesCpe624: Advanced Chemical Reaction EngineeringtuansyafiqNo ratings yet
- CBM Water White Paper 49109Document87 pagesCBM Water White Paper 49109Parimal RajNo ratings yet
- Process for Manufacturing Terephthalic AcidDocument5 pagesProcess for Manufacturing Terephthalic AcidRasheed Ahmad100% (1)
- C K R R R C C K R: Assumption and ConsiderationDocument14 pagesC K R R R C C K R: Assumption and ConsiderationtuansyafiqNo ratings yet
- Sleeve Alignment & Welding Inspection ChecklistDocument1 pageSleeve Alignment & Welding Inspection ChecklisttuansyafiqNo ratings yet
- Dehalogenation and Hexavalent ChomiumDocument22 pagesDehalogenation and Hexavalent ChomiumtuansyafiqNo ratings yet
- Chromium Reduction PresentationDocument13 pagesChromium Reduction PresentationtuansyafiqNo ratings yet
- 9 OverrideControlDocument10 pages9 OverrideControlsamiran21No ratings yet
- Network ResultDocument9 pagesNetwork ResulttuansyafiqNo ratings yet
- Baghouse DesignDocument60 pagesBaghouse Designvenkatraman08be100% (6)
- Assignment 4fDocument1 pageAssignment 4ftuansyafiqNo ratings yet
- DP2Document6 pagesDP2tuansyafiqNo ratings yet
- Index 2Document27 pagesIndex 2tuansyafiqNo ratings yet
- Book 1Document1 pageBook 1tuansyafiqNo ratings yet
- Assignment 7Document2 pagesAssignment 7tuansyafiqNo ratings yet
- BaghouseDocument8 pagesBaghousetuansyafiq100% (1)
- Bio in For MaticsDocument9 pagesBio in For MaticstuansyafiqNo ratings yet
- Heat Exchanger Networks II - Energy Targets: 16.8 FurnacesDocument3 pagesHeat Exchanger Networks II - Energy Targets: 16.8 FurnacestuansyafiqNo ratings yet
- Separator Design MethodologyDocument19 pagesSeparator Design Methodologyromdhan88100% (1)
- Types of Reactor Models ExplainedDocument13 pagesTypes of Reactor Models ExplainedjY-renNo ratings yet
- Composting Applications and TechnologiesDocument1 pageComposting Applications and TechnologiestuansyafiqNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lathe Machine CataloDocument72 pagesLathe Machine CatalodharamvirpmpNo ratings yet
- A Review of Hydrogen UsageDocument12 pagesA Review of Hydrogen UsageRonnie GenezNo ratings yet
- Cutting ToolsDocument143 pagesCutting ToolsTone RatanalertNo ratings yet
- Plant Maintenance Lubricants 026224Document4 pagesPlant Maintenance Lubricants 026224Koohestani Afshin100% (1)
- Excel Flowsheeting TutorialDocument2 pagesExcel Flowsheeting TutorialYoga Anugrah PratamaNo ratings yet
- Sridhar2014 Article CharacterizationOfMicrostructuDocument13 pagesSridhar2014 Article CharacterizationOfMicrostructuChandan PandeyNo ratings yet
- Uni Interface ZündDocument3 pagesUni Interface Zündmaxime100% (1)
- MSDS Accepta LTD Accepta 3543Document5 pagesMSDS Accepta LTD Accepta 3543mechzarNo ratings yet
- Keedex 2010 PDFDocument48 pagesKeedex 2010 PDFTyra Smith100% (1)
- Cool The Summer - Leaflet - HRDocument48 pagesCool The Summer - Leaflet - HRPeter Ace John IngelNo ratings yet
- CNC Bits Buying Guide: C08 C15 SS17 SF17 SB17Document9 pagesCNC Bits Buying Guide: C08 C15 SS17 SF17 SB17Sandro AlcantaraNo ratings yet
- Isorod Guide SpecDocument8 pagesIsorod Guide SpecmarkicivanNo ratings yet
- Braden Bga06 Manual de PartesDocument24 pagesBraden Bga06 Manual de PartesMauricio Ariel H. OrellanaNo ratings yet
- BS 60811 Part 01 - 02Document20 pagesBS 60811 Part 01 - 02danferreiro8318100% (1)
- HeraCeram IFU GB PDFDocument52 pagesHeraCeram IFU GB PDFAna StanNo ratings yet
- Technical Data Workshop Manual for TAD940GE, TAD941GE, TAD940VE, TAD941VE, TAD942VE, TAD943VE, TAD950VE, TAD951VE and TAD952VE Industrial EnginesDocument42 pagesTechnical Data Workshop Manual for TAD940GE, TAD941GE, TAD940VE, TAD941VE, TAD942VE, TAD943VE, TAD950VE, TAD951VE and TAD952VE Industrial EnginesEdson Goncalves100% (2)
- Natural Fiber Reinforced Polymer Composite Material-A ReviewDocument6 pagesNatural Fiber Reinforced Polymer Composite Material-A ReviewWelly TobingNo ratings yet
- Components: Hitec® 536Document2 pagesComponents: Hitec® 536Liliana RodriguezNo ratings yet
- Separation TechniquesDocument4 pagesSeparation TechniquesNicola Faye BronNo ratings yet
- Recovery of Mn2+, Co2+ and Ni2+ From Manganese Nodules by Redox Leaching and Solvent ExtractionDocument7 pagesRecovery of Mn2+, Co2+ and Ni2+ From Manganese Nodules by Redox Leaching and Solvent Extractionpriska monanginNo ratings yet
- A Seamless Automated Manual Transmission With No Torque InterruptDocument6 pagesA Seamless Automated Manual Transmission With No Torque Interruptprince_fox100% (1)
- 166Document72 pages166nikolastevic100% (2)
- Cement Grouted Rock Bolts PDFDocument28 pagesCement Grouted Rock Bolts PDFSushmit SharmaNo ratings yet
- ST Zetagum Minerale PL 11-17Document2 pagesST Zetagum Minerale PL 11-17Maria Chinchilla VásquezNo ratings yet
- Shrinkage TestDocument4 pagesShrinkage TestJustin SeanNo ratings yet
- Vegapuls 64Document84 pagesVegapuls 64milasko86No ratings yet
- Matrox U110 TDS PDFDocument1 pageMatrox U110 TDS PDFrajanarenderNo ratings yet
- Approach Boundaries NFPA 70E Table 130 2 (C)Document8 pagesApproach Boundaries NFPA 70E Table 130 2 (C)kamal_khan85100% (1)
- Heat Loss CalculationDocument2 pagesHeat Loss CalculationdsborwankarNo ratings yet
- Green Products and Its CharacteristicsDocument6 pagesGreen Products and Its CharacteristicsRajdeepTanwarNo ratings yet