You might also like
- Waste EliminationDocument31 pagesWaste Eliminationaarun01No ratings yet
- MaverickDocument20 pagesMavericksmartsandy0% (1)
- Johnson IndustriesDocument21 pagesJohnson Industriesaarun01No ratings yet
- In Search of Excellence FinalDocument29 pagesIn Search of Excellence Finalaarun0167% (3)
- Customer Delight in BANKS (Davis, Mohit, Seethal)Document25 pagesCustomer Delight in BANKS (Davis, Mohit, Seethal)aarun01100% (1)
- Best Marketing Practices Best Marketing PracticesDocument15 pagesBest Marketing Practices Best Marketing Practicesaarun01No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 160308131927Document4 pages160308131927hakrajputNo ratings yet
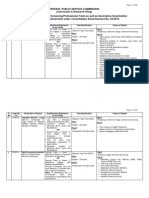
- Combined Ad No 4Document66 pagesCombined Ad No 4HassanNo ratings yet
- Zinc & Epoxy Coating ConparisonDocument4 pagesZinc & Epoxy Coating ConparisonknexpNo ratings yet
- Lista de Normas IecDocument8 pagesLista de Normas IecGPS Gestión de Proyectos y Suministros OROZCONo ratings yet
- Lesson Plan in Science Perpetuation of Life I. Learning ObjectivesDocument3 pagesLesson Plan in Science Perpetuation of Life I. Learning ObjectivesRachel Lorenzo SaldoNo ratings yet
- SF AERO Skills Map Aircraft Maintenance Track PDFDocument50 pagesSF AERO Skills Map Aircraft Maintenance Track PDFrehannstNo ratings yet
- AS 1684.1-1999 Residential Timber-Framed Construction PDFDocument121 pagesAS 1684.1-1999 Residential Timber-Framed Construction PDFdogatemywork100% (8)
- EvacoDocument4 pagesEvacoKem RaiNo ratings yet
- ULS and SLSDocument4 pagesULS and SLSlolorek100% (8)
- One Way SlabDocument2 pagesOne Way SlabpolarisNo ratings yet
- 3 ISO26262 AssessmentDocument19 pages3 ISO26262 AssessmentOscar Alfonso Iñigo GéneraNo ratings yet
- Lab Manual Basic Mechanical Engineering LNCT BhopalDocument237 pagesLab Manual Basic Mechanical Engineering LNCT BhopalDeepakNo ratings yet
- Software ArchitectDocument399 pagesSoftware Architectshakeel00988% (8)
- En Folder ILF Group 2016Document20 pagesEn Folder ILF Group 2016Muhammad IrfanNo ratings yet
- Mitsubishi Robot Catalog.L (NA) 09051ENG ADocument16 pagesMitsubishi Robot Catalog.L (NA) 09051ENG Ack_peyNo ratings yet
- Building 114 Large Honeycomb Rev.02Document10 pagesBuilding 114 Large Honeycomb Rev.02moytabura96No ratings yet
- Well-Posed Learning Problems 25 August 2020, 11AM-12PM: Topic For The Class: Module - 1: Title: Date & TimeDocument27 pagesWell-Posed Learning Problems 25 August 2020, 11AM-12PM: Topic For The Class: Module - 1: Title: Date & TimeMohan KrishnaNo ratings yet
- Studenthandbookfkk 2018Document72 pagesStudenthandbookfkk 2018Nordin SuhadatNo ratings yet
- Ies CollegeDocument5 pagesIes Collegeravi maheshwari100% (1)
- Reinforced Concrete Wall Design Basics - OShea PDFDocument30 pagesReinforced Concrete Wall Design Basics - OShea PDFabcdNo ratings yet
- Wbs and Obs-ModelDocument1 pageWbs and Obs-ModelJonel TaburaNo ratings yet
- Computer Aided Design Course On Solidworks: Summer TrainingDocument36 pagesComputer Aided Design Course On Solidworks: Summer TrainingSanthosh NaiduNo ratings yet
- Rubrics 8 Internship Project Evaluation: January 2021Document36 pagesRubrics 8 Internship Project Evaluation: January 2021SIHI GOPALNo ratings yet
- CC Road Estimate RedlawadaDocument15 pagesCC Road Estimate RedlawadaManiteja Reddy TatipallyNo ratings yet
- 5 - BRFG-FSM Brfg-DryCon-PPT-2015 0820-Upd2015 0803Document23 pages5 - BRFG-FSM Brfg-DryCon-PPT-2015 0820-Upd2015 0803K.SivanathanNo ratings yet
- ETA 13-0029 Assy VG Legno Calcestr ENDocument13 pagesETA 13-0029 Assy VG Legno Calcestr ENgiovanniNo ratings yet
- MAchine and Unite States ImplementationDocument112 pagesMAchine and Unite States ImplementationOscar Abundes GallegosNo ratings yet
- How Do You Define Success and How Do You Measure Up To Your Own Definition - HR Interview Questions and AnswersDocument9 pagesHow Do You Define Success and How Do You Measure Up To Your Own Definition - HR Interview Questions and AnswersMohammad AsifNo ratings yet
- Fatigue TesDocument3 pagesFatigue Tesvaibhavaher88100% (1)
- Electrical and Computer EngineeringDocument45 pagesElectrical and Computer EngineeringAklilu Hailu50% (2)