You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Fþqìs Iy Fe Feôq Iye Fû Fe Fweô Fz°Fz: FqûwxeDocument1 pageFþqìs Iy Fe Feôq Iye Fû Fe Fweô Fz°Fz: FqûwxeKanchan DwivediNo ratings yet
- JudgementDocument25 pagesJudgementKanchan DwivediNo ratings yet
- A Fs Iye SFW Sûizy Afþ F FZ Fümxf FF F° Fe Iyf DmxiymxDocument1 pageA Fs Iye SFW Sûizy Afþ F FZ Fümxf FF F° Fe Iyf DmxiymxKanchan DwivediNo ratings yet
- Fì Fê E Foxe Fs F FZ FF Izyàf: °ffd F FF F Àfz Vffad°F Fidiiy FF Fzô VFFD F F WXFZ FZ Iye A Fe FDocument1 pageFì Fê E Foxe Fs F FZ FF Izyàf: °ffd F FF F Àfz Vffad°F Fidiiy FF Fzô VFFD F F WXFZ FZ Iye A Fe FKanchan DwivediNo ratings yet
- Lalita Kumari Vs Govt - of U.P.& Ors. On 12 November, 2013Document32 pagesLalita Kumari Vs Govt - of U.P.& Ors. On 12 November, 2013Kanchan DwivediNo ratings yet
- Rahu in 8th House With Mangal-EffectDocument4 pagesRahu in 8th House With Mangal-EffectKanchan DwivediNo ratings yet
- Wifi ConfigDocument9 pagesWifi ConfigShibi BabuNo ratings yet
- Swami Vivekananda QuotesDocument20 pagesSwami Vivekananda QuotessajjanmishraNo ratings yet
- TerrorismDocument29 pagesTerrorismKanchan DwivediNo ratings yet
- SRQ WhoDocument90 pagesSRQ WhoDarmawanNo ratings yet
- Harm of FacebookDocument1 pageHarm of FacebookKanchan DwivediNo ratings yet
- Class L.K.G. Age Group - 4+ Subject - G.K. Topic - Animals Time - 2-3 Mins. Prepared by - Vandna DhingraDocument14 pagesClass L.K.G. Age Group - 4+ Subject - G.K. Topic - Animals Time - 2-3 Mins. Prepared by - Vandna DhingraKanchan DwivediNo ratings yet
- VPgarg EnglishDocument33 pagesVPgarg EnglishKanchan DwivediNo ratings yet
- Facts and Figures On EWaste and RecyclingDocument8 pagesFacts and Figures On EWaste and RecyclingKanchan DwivediNo ratings yet
- Judgement Rr45312Document22 pagesJudgement Rr45312Kanchan DwivediNo ratings yet
- Land Records Related GlossaryDocument1 pageLand Records Related GlossaryKanchan DwivediNo ratings yet
- Mahamrityunjaya Gayatri DurgaDocument2 pagesMahamrityunjaya Gayatri DurgaKanchan DwivediNo ratings yet
- AntartaapDocument8 pagesAntartaapKanchan DwivediNo ratings yet
- Gayatri Yagya KarmakandaDocument10 pagesGayatri Yagya KarmakandaKanchan DwivediNo ratings yet
- NAV GRAH Beej and Tantrokt MantrDocument2 pagesNAV GRAH Beej and Tantrokt MantrKanchan DwivediNo ratings yet
- Davinder Pal Sehgal & Anr Vs M S Partap Steel Rolling Mills ... On 13 December, 2001Document3 pagesDavinder Pal Sehgal & Anr Vs M S Partap Steel Rolling Mills ... On 13 December, 2001Kanchan DwivediNo ratings yet
- Aakhir Mann Hai NaDocument1 pageAakhir Mann Hai NaKanchan DwivediNo ratings yet
- Saty Narayan Vrat Katha (Thakur Prasad)Document17 pagesSaty Narayan Vrat Katha (Thakur Prasad)Kanchan DwivediNo ratings yet
- Between Mind and HeartsDocument1 pageBetween Mind and HeartsKanchan DwivediNo ratings yet
- SNHFT S SNHFT S SNHFT S SNHFT S Eks Eks Eks Eksjk Nkeu CGQR LKQ JK Nkeu CGQR LKQ JK Nkeu CGQR LKQ JK Nkeu CGQR LKQDocument14 pagesSNHFT S SNHFT S SNHFT S SNHFT S Eks Eks Eks Eksjk Nkeu CGQR LKQ JK Nkeu CGQR LKQ JK Nkeu CGQR LKQ JK Nkeu CGQR LKQKanchan DwivediNo ratings yet
- Shivmangal SinghDocument1 pageShivmangal SinghKanchan DwivediNo ratings yet
- Don't Say You Love MeDocument1 pageDon't Say You Love MeKanchan DwivediNo ratings yet
- AttitudeDocument1 pageAttitudeKanchan DwivediNo ratings yet
- A FriendDocument1 pageA FriendKanchan DwivediNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Philippine Architecture, Film Industry EvolutionDocument4 pagesPhilippine Architecture, Film Industry EvolutionCharly Mint Atamosa IsraelNo ratings yet
- Beams On Elastic Foundations TheoryDocument15 pagesBeams On Elastic Foundations TheoryCharl de Reuck100% (1)
- Lister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal WorldDocument4 pagesLister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal Worldcountry boyNo ratings yet
- Chapter 1 Qus OnlyDocument28 pagesChapter 1 Qus OnlySaksharNo ratings yet
- 04 Dasmarinas Vs Reyes GR No 108229Document2 pages04 Dasmarinas Vs Reyes GR No 108229Victoria Melissa Cortejos PulidoNo ratings yet
- 3.4 Spending, Saving and Borrowing: Igcse /O Level EconomicsDocument9 pages3.4 Spending, Saving and Borrowing: Igcse /O Level EconomicsRingle JobNo ratings yet
- 7th Kannada Science 01Document160 pages7th Kannada Science 01Edit O Pics StatusNo ratings yet
- PS300-TM-330 Owners Manual PDFDocument55 pagesPS300-TM-330 Owners Manual PDFLester LouisNo ratings yet
- Dinsmore - Gantt ChartDocument1 pageDinsmore - Gantt Chartapi-592162739No ratings yet
- ABS Rules for Steel Vessels Under 90mDocument91 pagesABS Rules for Steel Vessels Under 90mGean Antonny Gamarra DamianNo ratings yet
- Tokyo Disneyland ItineraryDocument8 pagesTokyo Disneyland ItineraryTayla Allyson ThomasNo ratings yet
- Empowerment Technologies Learning ActivitiesDocument7 pagesEmpowerment Technologies Learning ActivitiesedzNo ratings yet
- DHPL Equipment Updated List Jan-22Document16 pagesDHPL Equipment Updated List Jan-22jairamvhpNo ratings yet
- Com 0991Document362 pagesCom 0991Facer DancerNo ratings yet
- Palmetto Bay's Ordinance On Bird RefugeDocument4 pagesPalmetto Bay's Ordinance On Bird RefugeAndreaTorresNo ratings yet
- Tata Chemicals Yearly Reports 2019 20Document340 pagesTata Chemicals Yearly Reports 2019 20AkchikaNo ratings yet
- Chapter 3: Elements of Demand and SupplyDocument19 pagesChapter 3: Elements of Demand and SupplySerrano EUNo ratings yet
- Top 35 Brokerage Firms in PakistanDocument11 pagesTop 35 Brokerage Firms in PakistannasiralisauNo ratings yet
- Mba Assignment SampleDocument5 pagesMba Assignment Sampleabdallah abdNo ratings yet
- DrugDocument2 pagesDrugSaleha YounusNo ratings yet
- Well Control Kill Sheet (Low Angle Wells)Document8 pagesWell Control Kill Sheet (Low Angle Wells)Tatita ValenciaNo ratings yet
- Ieee Research Papers On Software Testing PDFDocument5 pagesIeee Research Papers On Software Testing PDFfvgjcq6a100% (1)
- Berry B Brey Part IDocument49 pagesBerry B Brey Part Ikalpesh_chandakNo ratings yet
- 1st Exam Practice Scratch (Answer)Document2 pages1st Exam Practice Scratch (Answer)Tang Hing Yiu, SamuelNo ratings yet
- Bill of ConveyanceDocument3 pagesBill of Conveyance:Lawiy-Zodok:Shamu:-El80% (5)
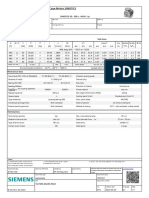
- 1LE1503-2AA43-4AA4 Datasheet enDocument1 page1LE1503-2AA43-4AA4 Datasheet enAndrei LupuNo ratings yet
- QSK45 60 oil change intervalDocument35 pagesQSK45 60 oil change intervalHingga Setiawan Bin SuhadiNo ratings yet
- Spouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsDocument11 pagesSpouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsRobyn JonesNo ratings yet
- Cercado VsDocument1 pageCercado VsAnn MarieNo ratings yet
- Max 761 CsaDocument12 pagesMax 761 CsabmhoangtmaNo ratings yet