You might also like
- Modeling and Simulation of Mineral Processing SystemsFrom EverandModeling and Simulation of Mineral Processing SystemsRating: 5 out of 5 stars5/5 (1)
- Automation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980From EverandAutomation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980J. O'SheaNo ratings yet
- Comminution May 21 Final 2.0 PDFDocument413 pagesComminution May 21 Final 2.0 PDFFlerasgard100% (1)
- Comminution Circuit DesignDocument17 pagesComminution Circuit DesignW ZuoNo ratings yet
- Lecture Notes Physical Mineral Processes Alle LecturesDocument47 pagesLecture Notes Physical Mineral Processes Alle Lecturesprakash b jNo ratings yet
- Effects of Grinding Media Shapes On Load Behaviour and Mill Power in A Dry Ball MillDocument5 pagesEffects of Grinding Media Shapes On Load Behaviour and Mill Power in A Dry Ball MillW ZuoNo ratings yet
- Weir HPGRDocument15 pagesWeir HPGRW ZuoNo ratings yet
- MAV Comminution TestsDocument16 pagesMAV Comminution TestsNilson Ariel Gálvez OlguinNo ratings yet
- Punjab University Lahore: Report On PcsirDocument32 pagesPunjab University Lahore: Report On Pcsirone_special89No ratings yet
- Grinding-Fundamentals and Theory: Dr. Chandranath Banerjee Sr. Engineer and Lead Minerals and Separation TechnologyDocument32 pagesGrinding-Fundamentals and Theory: Dr. Chandranath Banerjee Sr. Engineer and Lead Minerals and Separation TechnologyVarun InamdarNo ratings yet
- MunroDocument7 pagesMunroseansara1No ratings yet
- Short Course On Comminution & Semi-Autogenous Grinding: Session 8 Functional PerformanceDocument26 pagesShort Course On Comminution & Semi-Autogenous Grinding: Session 8 Functional PerformanceFredy Peña100% (1)
- Evaluation of Grinding Media Wear-Rate by A Combined Grinding MethodDocument5 pagesEvaluation of Grinding Media Wear-Rate by A Combined Grinding MethodW ZuoNo ratings yet
- The Modelling and Computer Simulation of Mineral TreatmentDocument25 pagesThe Modelling and Computer Simulation of Mineral TreatmentDirceu NascimentoNo ratings yet
- An Overview of Single Stage Autogenous and Semiautogenous Grinding MillsDocument12 pagesAn Overview of Single Stage Autogenous and Semiautogenous Grinding Millsjosesejo123No ratings yet
- Communition Theory Reference and FormulasDocument10 pagesCommunition Theory Reference and Formulasharishkumar.ravichandranNo ratings yet
- Of Ore And: Simulated Processing CoalDocument28 pagesOf Ore And: Simulated Processing CoalJeromeNo ratings yet
- ML in Mineral ProcessingDocument24 pagesML in Mineral ProcessingMartin.c.figueroaNo ratings yet
- Mill Operators Conference Proceedings USB BoddingtonDocument10 pagesMill Operators Conference Proceedings USB Boddingtonseansara1No ratings yet
- 9 10 Test Methods For Characterising OreDocument130 pages9 10 Test Methods For Characterising OreWillan Villanueva BolañosNo ratings yet
- Cilpebs Vs BallsDocument10 pagesCilpebs Vs Ballsanrulo2012No ratings yet
- The Albion Process For Refractory Gold PDFDocument14 pagesThe Albion Process For Refractory Gold PDFMiguel Angel Osorio MaytaNo ratings yet
- Abrasion Test: Feed Sample RequirementsDocument1 pageAbrasion Test: Feed Sample RequirementsThiago JatobáNo ratings yet
- Rapid Determination of Bond Rod-Mill Work IndexDocument5 pagesRapid Determination of Bond Rod-Mill Work IndexCraig TaylorNo ratings yet
- Relationship Between Particle Size Distributions by Number and Weight Harris - StamboltzisDocument3 pagesRelationship Between Particle Size Distributions by Number and Weight Harris - StamboltzisTsakalakis G. KonstantinosNo ratings yet
- Unit Operations in Mineral Processing: Prof. Rodrigo Serna and Dr. Robert Hartmann Spring 2019 Aalto UniversityDocument46 pagesUnit Operations in Mineral Processing: Prof. Rodrigo Serna and Dr. Robert Hartmann Spring 2019 Aalto UniversityEngineering Office ShahrakNo ratings yet
- Power-Based Comminution Calculations Using AusgrindDocument12 pagesPower-Based Comminution Calculations Using AusgrindW ZuoNo ratings yet
- HPGR Faq PDFDocument9 pagesHPGR Faq PDFfran01334No ratings yet
- Appendix B-1 Bond Work Index Test Procedure For Determination of The Bond Ball Mill Work Index PDFDocument3 pagesAppendix B-1 Bond Work Index Test Procedure For Determination of The Bond Ball Mill Work Index PDFLuis Argüelles SaenzNo ratings yet
- Industrial Validation of The Functional Performance Equation - A Breakthrough Tool For Improving Plant Grinding PerformanceDocument8 pagesIndustrial Validation of The Functional Performance Equation - A Breakthrough Tool For Improving Plant Grinding PerformanceFredy PeñaNo ratings yet
- Mineral Processing UG2 Concentrator Process Flow ReportDocument41 pagesMineral Processing UG2 Concentrator Process Flow ReportPortia ShilengeNo ratings yet
- 000-900-012-572 SAG ModelDocument20 pages000-900-012-572 SAG ModelSamuel Quispe Onofre100% (2)
- Model-Based Procedure For Scale-Up of Wet Overflow Ball Mills Part I PDFDocument10 pagesModel-Based Procedure For Scale-Up of Wet Overflow Ball Mills Part I PDFMonica Ulloa LamasNo ratings yet
- Bond Work IndexDocument7 pagesBond Work IndexJaime Alberto Sanchez CardonaNo ratings yet
- The Effect of Grinding Conditions On The Flotation of A Sulphide Copper OreDocument4 pagesThe Effect of Grinding Conditions On The Flotation of A Sulphide Copper OreW Zuo100% (1)
- Power Input in Flotation CellsDocument8 pagesPower Input in Flotation CellsAnimish SukhwalNo ratings yet
- Analysing Plant Trails by Comparing Recovery-Grade Regression LinesDocument10 pagesAnalysing Plant Trails by Comparing Recovery-Grade Regression LinesSarvesha MoodleyNo ratings yet
- Critical Comparison of JKMRC Blast Fragmentation Models (HalDocument14 pagesCritical Comparison of JKMRC Blast Fragmentation Models (HalThomas LawsonNo ratings yet
- Expert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Document201 pagesExpert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Nataniel LinaresNo ratings yet
- Dynamic Modeling and Simulation of Cone Crushing Circuits PDFDocument7 pagesDynamic Modeling and Simulation of Cone Crushing Circuits PDFmarceladeveraNo ratings yet
- Some Observations Regarding SAG MillingDocument5 pagesSome Observations Regarding SAG MillingLevent ErgunNo ratings yet
- 6.mass BalancingDocument36 pages6.mass BalancingRaul Dionicio100% (1)
- The Application of High Chrome Grinding Media at MMG Century Mine For Improved Grinding Media Consumption and Metallurgy PerformanceDocument15 pagesThe Application of High Chrome Grinding Media at MMG Century Mine For Improved Grinding Media Consumption and Metallurgy PerformanceYaser Mohamed Abas100% (1)
- VertiMillSim Reverse 1 .XLSMDocument51 pagesVertiMillSim Reverse 1 .XLSMW ZuoNo ratings yet
- Methodologies For The Evaluation of Grinding Media Consumption Rates at Full Plant ScaleDocument11 pagesMethodologies For The Evaluation of Grinding Media Consumption Rates at Full Plant ScaleW ZuoNo ratings yet
- A Review of The Effects of The Grinding Environment On The Flotation of Copper SulphidesDocument13 pagesA Review of The Effects of The Grinding Environment On The Flotation of Copper SulphidesYesi Ceballos100% (1)
- Bond Op. Work IndexDocument3 pagesBond Op. Work IndexDiego Galicia100% (1)
- A Review of Froth Flotation ControlDocument15 pagesA Review of Froth Flotation ControlYesi CeballosNo ratings yet
- Iron Ore Final Grinding by HPGR and Air ClassificationDocument20 pagesIron Ore Final Grinding by HPGR and Air ClassificationW ZuoNo ratings yet
- simuladorJKSimMet Rev1.2Document28 pagessimuladorJKSimMet Rev1.2Freddy OrlandoNo ratings yet
- Bond F.C., 1961. Crushing and Grinding CalculationsDocument17 pagesBond F.C., 1961. Crushing and Grinding Calculationsitapui86% (7)
- Power-Based Comminution Calculations Using AusgrindDocument13 pagesPower-Based Comminution Calculations Using AusgrindMarcos Bueno100% (1)
- Procemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyDocument27 pagesProcemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyNereo SpenglerNo ratings yet
- Energy and Cost Comparisons Wang Et AlDocument17 pagesEnergy and Cost Comparisons Wang Et AlJD FCNo ratings yet
- Simulation in in Mineral ProcessingDocument10 pagesSimulation in in Mineral ProcessingshashidharsmNo ratings yet
- Comminution Example 5303 GrindingdasDocument6 pagesComminution Example 5303 GrindingdasWalter Andrés OrqueraNo ratings yet
- Simulation Modeling Mineral ProcessingDocument9 pagesSimulation Modeling Mineral ProcessingshashidharsmNo ratings yet
- Sampling of Heterogeneous and Dynamic Material Systems: Theories of Heterogeneity, Sampling and HomogenizingFrom EverandSampling of Heterogeneous and Dynamic Material Systems: Theories of Heterogeneity, Sampling and HomogenizingNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- Operating Instructions: BA G298 EN 08.98Document39 pagesOperating Instructions: BA G298 EN 08.98Waris La Joi WakatobiNo ratings yet
- Technical Data Hino 700 ProfiaDocument5 pagesTechnical Data Hino 700 ProfiaWaris La Joi WakatobiNo ratings yet
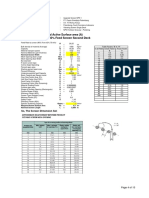
- Calc - Vibrating Screen Single Deck NPK1Document5 pagesCalc - Vibrating Screen Single Deck NPK1Waris La Joi WakatobiNo ratings yet
- Pulley Weight Calc PDFDocument9 pagesPulley Weight Calc PDFWaris La Joi WakatobiNo ratings yet
- Operating Instructions: BA K295 EN 06.97Document45 pagesOperating Instructions: BA K295 EN 06.97Waris La Joi WakatobiNo ratings yet
- Feeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignDocument1 pageFeeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignWaris La Joi Wakatobi0% (1)
- ELPEX Flexible CouplingDocument24 pagesELPEX Flexible CouplingWaris La Joi WakatobiNo ratings yet
- 7300en PDFDocument9 pages7300en PDFWaris La Joi WakatobiNo ratings yet
- 8702en PDFDocument32 pages8702en PDFWaris La Joi WakatobiNo ratings yet
- RUPEX Coupling RWNDocument26 pagesRUPEX Coupling RWNWaris La Joi WakatobiNo ratings yet
- 7300en PDFDocument9 pages7300en PDFWaris La Joi WakatobiNo ratings yet
- Lsis Is7 Simple Usermanual PDFDocument255 pagesLsis Is7 Simple Usermanual PDFMichael DavenportNo ratings yet
- Flender GearboxDocument47 pagesFlender GearboxWaris La Joi Wakatobi100% (2)
- ZAPEX CouplingDocument22 pagesZAPEX CouplingWaris La Joi WakatobiNo ratings yet
- Power LV CopperDocument52 pagesPower LV CopperBeny Indrawan SNo ratings yet
- N-EUPEX CouplingDocument24 pagesN-EUPEX CouplingWaris La Joi WakatobiNo ratings yet
- Flexible N-EUPEXDocument22 pagesFlexible N-EUPEXWaris La Joi WakatobiNo ratings yet
- Coefficient of Friction PDFDocument8 pagesCoefficient of Friction PDFWaris La Joi WakatobiNo ratings yet
- 8703en PDFDocument35 pages8703en PDFWaris La Joi WakatobiNo ratings yet
- Arpex CouplingDocument38 pagesArpex CouplingWaris La Joi WakatobiNo ratings yet
- UNCTAD Review of Maritime Transport 2017 2017 10Document130 pagesUNCTAD Review of Maritime Transport 2017 2017 10Mehmet AliNo ratings yet
- Survey of Cargo Handling ResearchDocument95 pagesSurvey of Cargo Handling ResearchWaris La Joi WakatobiNo ratings yet
- Analisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIDocument10 pagesAnalisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIWaris La Joi WakatobiNo ratings yet
- Gear CouplingDocument36 pagesGear CouplingWaris La Joi WakatobiNo ratings yet
- SdeDocument10 pagesSderefiiiNo ratings yet
- Editor User's ManualDocument60 pagesEditor User's ManualWaris La Joi WakatobiNo ratings yet
- Editor User's ManualDocument60 pagesEditor User's ManualWaris La Joi WakatobiNo ratings yet
- DPO 6 0 Enterprise ManualDocument63 pagesDPO 6 0 Enterprise ManualWaris La Joi WakatobiNo ratings yet
- PARAMAX NEW Copy Rev2Document281 pagesPARAMAX NEW Copy Rev2Waris La Joi WakatobiNo ratings yet
- AlldocumentsDocument8 pagesAlldocumentsWaris La Joi WakatobiNo ratings yet
- Investigationon The Mechanical and Morphological Characteristics of Caryota Urens Spadix Fibre Reinforced With Polyester CompositesDocument10 pagesInvestigationon The Mechanical and Morphological Characteristics of Caryota Urens Spadix Fibre Reinforced With Polyester Compositesdharani kumarNo ratings yet
- Hooke's LawDocument7 pagesHooke's LawAreeb AhmadNo ratings yet
- 2 Behaviour of Member Subjected To Axial LoadsDocument5 pages2 Behaviour of Member Subjected To Axial LoadsFoisulAlamNo ratings yet
- Principles of RCCDocument28 pagesPrinciples of RCCprashmce100% (1)
- Ph8251 - Material ScienceDocument6 pagesPh8251 - Material ScienceAbc AcademyNo ratings yet
- Modeling of Stress - Strain Curves of Drained Triaxial Test On Sand PDFDocument6 pagesModeling of Stress - Strain Curves of Drained Triaxial Test On Sand PDFHenry AbrahamNo ratings yet
- Guideline On The Approval of New Materials Under The Asme Boiler and Pressure Vessel CodeDocument2 pagesGuideline On The Approval of New Materials Under The Asme Boiler and Pressure Vessel Codekirandevi1981No ratings yet
- Affect of Acid and Alkaline On Tensile Stength of Fibers.Document26 pagesAffect of Acid and Alkaline On Tensile Stength of Fibers.Pranjal Mehta57% (70)
- All in (Repaired)Document107 pagesAll in (Repaired)Ralph Evidente100% (1)
- Chapter 3Document35 pagesChapter 3Girma Fikre100% (1)
- Bearing Capacity of Embedded Channel-Shaped Steel Connections at Precast Concrete Beam EndDocument14 pagesBearing Capacity of Embedded Channel-Shaped Steel Connections at Precast Concrete Beam EndMohammad AkbarNo ratings yet
- Modul 3 Strain Measurement v2 PDFDocument11 pagesModul 3 Strain Measurement v2 PDFFachrudin HanafiNo ratings yet
- (MCQ'S) Properties of Matter & NDTDocument12 pages(MCQ'S) Properties of Matter & NDTarpit patilNo ratings yet
- Chapter 3 Torsion: The Constant of Proportionality Being G, The Shearing Modulus of ElasticityDocument51 pagesChapter 3 Torsion: The Constant of Proportionality Being G, The Shearing Modulus of ElasticityISRAEL HAILUNo ratings yet
- Strength of MaterialsDocument66 pagesStrength of MaterialsMohak ShahNo ratings yet
- Dac125032 1stressstrainrelationshipdiagramv1publishDocument29 pagesDac125032 1stressstrainrelationshipdiagramv1publishMuhammad Akram Bin LokmanNo ratings yet
- 1.2 Strength of MaterialsDocument27 pages1.2 Strength of MaterialsAtul PandeyNo ratings yet
- Composites Part B: R.A. Hawileh, H.A. Musto, J.A. Abdalla, M.Z. NaserDocument10 pagesComposites Part B: R.A. Hawileh, H.A. Musto, J.A. Abdalla, M.Z. NaserEmad RabadiNo ratings yet
- CURVED BEAM 2021 PP 1-20Document20 pagesCURVED BEAM 2021 PP 1-20Nehemiah ugochukwuNo ratings yet
- Theory of PlasticityDocument110 pagesTheory of Plasticitytayyeb803No ratings yet
- SSC Je Civil Paper IIDocument14 pagesSSC Je Civil Paper IIAkh RhiNo ratings yet
- Dental Casting AlloysDocument53 pagesDental Casting AlloysArun Kumar100% (1)
- CES522 SECTION ANALYSIS - Topic 2aDocument48 pagesCES522 SECTION ANALYSIS - Topic 2aAkram ShamsulNo ratings yet
- Materials Today Communications: S. Deniz Varsavas, Cevdet KaynakDocument10 pagesMaterials Today Communications: S. Deniz Varsavas, Cevdet KaynakbnechitaNo ratings yet
- Essentials of Materials Science and Engineering SI Edition 3rd Edition Askeland Solutions Manual DownloadDocument28 pagesEssentials of Materials Science and Engineering SI Edition 3rd Edition Askeland Solutions Manual DownloadElsie Tom100% (26)
- Structural MembersDocument14 pagesStructural MemberscataiceNo ratings yet
- Lab 2 Manual-DengDocument3 pagesLab 2 Manual-DengDavid ChenNo ratings yet
- Topic 4 - MaterialsDocument41 pagesTopic 4 - MaterialsSCIENCE CLINIC PRIVATE TUTORING LTDNo ratings yet
- Operation and Maintenance of Hydro Tunnels 13th December 2018 Kathmandu, NepalDocument99 pagesOperation and Maintenance of Hydro Tunnels 13th December 2018 Kathmandu, NepalAbhushan NeupaneNo ratings yet
- EED2014 Lab2n3 Tensile Brinell 2Document11 pagesEED2014 Lab2n3 Tensile Brinell 2Pavitra Rajaveloo50% (2)