You might also like
- IRD Balancing of RotorsDocument10 pagesIRD Balancing of RotorsPrashant PuriNo ratings yet
- BalancingDocument36 pagesBalancingSudhir Pareek50% (2)
- Balancing TolerancesDocument7 pagesBalancing TolerancesAnonymous 7aN0oYUm7v100% (2)
- Static and Dynamic Balancing of Rigid RotorsDocument20 pagesStatic and Dynamic Balancing of Rigid RotorsTeng Soon Chye100% (1)
- Article Balancing of Rotor BladesDocument5 pagesArticle Balancing of Rotor BladesAhmedFaissalNo ratings yet
- WBPDCL: Welcomes You To The Field Balancing Training CourseDocument137 pagesWBPDCL: Welcomes You To The Field Balancing Training Coursesen_subhasis_58100% (2)
- Alignment TrainingDocument59 pagesAlignment TrainingNasrul100% (1)
- Dynamic Balancing of RotorsDocument60 pagesDynamic Balancing of RotorsAmir Mahmoud Mahdavi Abhari100% (3)
- Balancing TheoryDocument181 pagesBalancing TheoryDANE8083% (6)
- PDMS Balance 0512 - Field BalancingDocument83 pagesPDMS Balance 0512 - Field Balancingramnadh803181100% (1)
- Static and Dynamic BalancingDocument20 pagesStatic and Dynamic BalancingAmir Mahmoud Mahdavi Abhari100% (2)
- BearingDocument41 pagesBearingM.IBRAHEEMNo ratings yet
- Understanding Unbalance in Rotating EquipmentDocument27 pagesUnderstanding Unbalance in Rotating EquipmentNaveen ChodagiriNo ratings yet
- Failure Analysis of BearingsDocument14 pagesFailure Analysis of Bearingsmaidul.islam100% (2)
- Agitator Shaft Features and Benefits AnalysisDocument9 pagesAgitator Shaft Features and Benefits AnalysisTan Chee MingNo ratings yet
- Introduction To Machinery Alignment: Advanced Consulting For TechnologiesDocument63 pagesIntroduction To Machinery Alignment: Advanced Consulting For TechnologiesDamir Vucicic100% (1)
- Examples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsDocument44 pagesExamples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsNguyen Anh TuNo ratings yet
- Checking Bearing AlignmentDocument4 pagesChecking Bearing AlignmentTheerayootNo ratings yet
- Balancing of Rotating MachinesDocument29 pagesBalancing of Rotating Machinesbudiharyatno100% (1)
- Chapter 10Document63 pagesChapter 10Hosam Abd Elkhalek100% (1)
- Non Destructive Test On Journal Bearing & Thrust Bearing Pads of KWU Design Steam Turbine During Maintenance InspectionDocument6 pagesNon Destructive Test On Journal Bearing & Thrust Bearing Pads of KWU Design Steam Turbine During Maintenance InspectionRaj Sharma Raj100% (1)
- Analysis of Bearing ClearancesDocument8 pagesAnalysis of Bearing Clearancesbwelz100% (1)
- Timebase Plots ExplainedDocument18 pagesTimebase Plots ExplainedManuel L LombarderoNo ratings yet
- 3 Basics of Vibration Measurement by Torben LichtDocument138 pages3 Basics of Vibration Measurement by Torben LichtDragan LazicNo ratings yet
- Mode shapes of centrifugal pump impellerDocument4 pagesMode shapes of centrifugal pump impellerhachanNo ratings yet
- 400 Don 4Document9 pages400 Don 4DarioNo ratings yet
- Dynamic Balancing Course SKFDocument69 pagesDynamic Balancing Course SKFMachineryengNo ratings yet
- Detection of Ski Slopes in Vibration SpectrumsDocument7 pagesDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmNo ratings yet
- What Is The Difference Between Low Speed Balancing and Dynamic Balancing in Turbine Rotor PerspectiveDocument10 pagesWhat Is The Difference Between Low Speed Balancing and Dynamic Balancing in Turbine Rotor Perspectiveabdulyunus_amir100% (1)
- Fan VibrationDocument6 pagesFan VibrationRavi Deshmukh100% (2)
- Effects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncDocument10 pagesEffects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncjamariekoniNo ratings yet
- Sleeve Bearing Diagnostics R1Document75 pagesSleeve Bearing Diagnostics R1Daniel_Ali_bNo ratings yet
- Index BalancingDocument22 pagesIndex BalancingShailesh Dalal100% (2)
- Vibration Report For The Vapor Compressor of Desalination Unit B (59ML04B-MJ01)Document8 pagesVibration Report For The Vapor Compressor of Desalination Unit B (59ML04B-MJ01)FadooollNo ratings yet
- Vibration Diagnostic ChartDocument49 pagesVibration Diagnostic ChartAlex George100% (4)
- Roots BlowerDocument2 pagesRoots Blowereko bagus sunaryoNo ratings yet
- Orbit Plot BasicsDocument50 pagesOrbit Plot BasicsAshish SinghNo ratings yet
- BalancingDocument51 pagesBalancingAnudheep KandulaNo ratings yet
- Orbit Analysis-2019-2561Document23 pagesOrbit Analysis-2019-2561Zaheer Ahmad Raza100% (4)
- RMS Velocity in mm/Sec: Root Cause Analysis of High Vibration on Process Fan Using ODS ModelingDocument21 pagesRMS Velocity in mm/Sec: Root Cause Analysis of High Vibration on Process Fan Using ODS ModelingsatfasNo ratings yet
- In Situ Balancing ProcedureDocument7 pagesIn Situ Balancing ProcedureĐỗ Đình DũngNo ratings yet
- High Vibration at Main Gear Box of Gas TurbineDocument9 pagesHigh Vibration at Main Gear Box of Gas TurbineJJNo ratings yet
- Static and Dynamic Balancing of RotorsDocument9 pagesStatic and Dynamic Balancing of Rotorspaul1ttoNo ratings yet
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefNo ratings yet
- Bearing FailureDocument22 pagesBearing Failureapi-19775783100% (1)
- Design of Bearings in 40 CharactersDocument35 pagesDesign of Bearings in 40 Charactersdressfeet100% (1)
- The Effect of Unbalance On Bearing LifeDocument8 pagesThe Effect of Unbalance On Bearing Lifemans2014100% (2)
- BALANCING ROTATING EQUIPMENTDocument31 pagesBALANCING ROTATING EQUIPMENTJOSEACOSTANo ratings yet
- Dynamic Balancing of Centrifugal Pump ImpellerDocument5 pagesDynamic Balancing of Centrifugal Pump ImpellerChoochart Thongnark100% (1)
- Vibration Versus Bearing Life HandoutDocument11 pagesVibration Versus Bearing Life Handoutscribdtaker12345No ratings yet
- Rotor balancing simulator projectDocument38 pagesRotor balancing simulator projectMahmoud SamirNo ratings yet
- Alternative methods for balancing fans and rotorsDocument3 pagesAlternative methods for balancing fans and rotorsAgustin A.No ratings yet
- TBSBal UserGuide Version1Document9 pagesTBSBal UserGuide Version1vjNo ratings yet
- SDP-SI - Junta UniversalDocument8 pagesSDP-SI - Junta UniversalAndré Cristiano SouzaNo ratings yet
- Balancing of Rotating MachineryDocument38 pagesBalancing of Rotating MachineryThomas AbrahamNo ratings yet
- Principles of Balancing and of Balancing Machines: N. F. Rieger (Ed.), Rotordynamics 2 © Springer-Verlag Wien 1988Document2 pagesPrinciples of Balancing and of Balancing Machines: N. F. Rieger (Ed.), Rotordynamics 2 © Springer-Verlag Wien 1988YASSERNo ratings yet
- Unit 5 Whirling of Shaft and GovernorDocument4 pagesUnit 5 Whirling of Shaft and GovernorSudipta NathNo ratings yet
- Suri Rotor BalancingDocument55 pagesSuri Rotor BalancingDhaval BhayaniNo ratings yet
- VBSeries - InstrumentGuide. - BALANCINGpdfDocument31 pagesVBSeries - InstrumentGuide. - BALANCINGpdfJaques ValleNo ratings yet
- Static & Couple BalancingDocument11 pagesStatic & Couple BalancingYeshwanth KumarNo ratings yet
- Floor PlansDocument7 pagesFloor PlansdaxNo ratings yet
- Lube Oil Plan PVC2Document10 pagesLube Oil Plan PVC2daxNo ratings yet
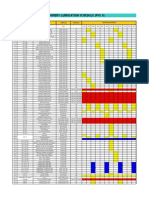
- Machinery Lubrication Schedule Edc/Vcm: S.No Equipment Points of Lubrication Lubricant Frequency Lubrication ScheduleDocument2 pagesMachinery Lubrication Schedule Edc/Vcm: S.No Equipment Points of Lubrication Lubricant Frequency Lubrication ScheduledaxNo ratings yet
- Erection Quality ChecklistsDocument22 pagesErection Quality ChecklistsdaxNo ratings yet
- AlignmentDocument27 pagesAlignmentdax100% (2)
- ABU Oil Lubrication Reference GuideDocument1 pageABU Oil Lubrication Reference GuidedaxNo ratings yet
- Renson Sliding PanelsDocument20 pagesRenson Sliding Panelsjoao85No ratings yet
- Double Layer Peltier DeviceDocument2 pagesDouble Layer Peltier Deviceapi-129748480No ratings yet
- Materials Selection Assignment. LiveDocument10 pagesMaterials Selection Assignment. Liverichward5No ratings yet
- Keywords: Consumer, Packing, RecycleDocument8 pagesKeywords: Consumer, Packing, RecycleDr.K.BaranidharanNo ratings yet
- Xpelair GX6 (90800AW) 6 Inch Axial Extract Fans Spec1Document2 pagesXpelair GX6 (90800AW) 6 Inch Axial Extract Fans Spec1Augustine Dharmaraj100% (1)
- Mellitah Plant: Western Libya Gas ProjectDocument662 pagesMellitah Plant: Western Libya Gas ProjectAnas AhmedNo ratings yet
- Building Material Rate in MiriDocument18 pagesBuilding Material Rate in MiriJoanne WongNo ratings yet
- Metals: Physical Properties of MetalDocument6 pagesMetals: Physical Properties of MetalAllen Jierqs SanchezNo ratings yet
- Cuptor Rotativ Morello ForniDocument26 pagesCuptor Rotativ Morello ForniscostelNo ratings yet
- Extra QuestionsDocument10 pagesExtra QuestionsStormbreak ChenNo ratings yet
- Icold Committe On Cemented Materail Dams Rock-Filled Concrete DamsDocument123 pagesIcold Committe On Cemented Materail Dams Rock-Filled Concrete DamsMarcelo ProtzNo ratings yet
- A Seamless Automated Manual Transmission With No Torque InterruptDocument6 pagesA Seamless Automated Manual Transmission With No Torque Interruptprince_fox100% (1)
- PDFDocument77 pagesPDFAJAY MALIKNo ratings yet
- BTS Ac SystemDocument40 pagesBTS Ac Systemmohsinaliqureshi02No ratings yet
- Catalog Thiet Bi Dien Ls Aptomat MCCB Elcb Ls - RemovedDocument5 pagesCatalog Thiet Bi Dien Ls Aptomat MCCB Elcb Ls - RemovedMai Lê Kiều MyNo ratings yet
- 40-40I Flame DetectorDocument2 pages40-40I Flame DetectorSumeet Sisir SarkarNo ratings yet
- Detail of Mesh-1 Reinforcement Details of Pier Cap Section D-DDocument1 pageDetail of Mesh-1 Reinforcement Details of Pier Cap Section D-DSaurabh PandeyNo ratings yet
- Volume Ii: Specifications (Exterior Painting) : Issue: FINAL, 14th FEB 2013Document4 pagesVolume Ii: Specifications (Exterior Painting) : Issue: FINAL, 14th FEB 2013Ahmad SaadeldinNo ratings yet
- Bearing Design and Metallurgy GuideDocument46 pagesBearing Design and Metallurgy GuideKumarNo ratings yet
- Astm A681 PDFDocument14 pagesAstm A681 PDFraulNo ratings yet
- Refrigeration Theory PDFDocument48 pagesRefrigeration Theory PDFValentin LupascuNo ratings yet
- Aeb 1FDocument12 pagesAeb 1FGustavo ZavalaNo ratings yet
- Chemistry Class 10 Meatals and NonmetalsDocument9 pagesChemistry Class 10 Meatals and NonmetalsGokulNo ratings yet
- Utilities Module 2Document27 pagesUtilities Module 2Celinni DasigNo ratings yet
- Guided Wave and WeldingDocument44 pagesGuided Wave and Weldingharoub_nas100% (1)
- 44-2200 SeriesDocument4 pages44-2200 SeriesycjpaulNo ratings yet
- Solid Waste Management A Case Study of Jaipur City IJERTCONV4IS23003Document4 pagesSolid Waste Management A Case Study of Jaipur City IJERTCONV4IS23003manjuNo ratings yet
- CMPM Project PDFDocument18 pagesCMPM Project PDFRosemay AquinoNo ratings yet
- 60.30-069 - 1994specification For Differential PressureDocument5 pages60.30-069 - 1994specification For Differential PressurepradeepNo ratings yet
- SCX-8030ND 8040ND SMDocument450 pagesSCX-8030ND 8040ND SMMircea Stefan BogdanNo ratings yet