You might also like
- Tipos de TransferenciaDocument11 pagesTipos de TransferenciaFred CalderonNo ratings yet
- AP06 Frecuencia de Inspección de Mantenimiento PredictivoDocument6 pagesAP06 Frecuencia de Inspección de Mantenimiento PredictivoKevin Antoni Ramirez GodoyNo ratings yet
- Cuestionario 1 Taladro 2Document12 pagesCuestionario 1 Taladro 2Francisco.AlvaroNo ratings yet
- Tarea Capitulo 14Document9 pagesTarea Capitulo 14andyNo ratings yet
- Variables Que Afectan A La MaquinabilidadDocument2 pagesVariables Que Afectan A La Maquinabilidadelgenial4890% (2)
- 2Document1 page2marcotecsup0% (1)
- Union A Tope o EmpalmadaDocument3 pagesUnion A Tope o EmpalmadaEmilio RamirezNo ratings yet
- Guia Motores II-2020Document33 pagesGuia Motores II-2020paul chacon dominguezNo ratings yet
- Proceso de FundicionDocument12 pagesProceso de FundicionYered GuzmanNo ratings yet
- POSIBLEREPASO Frecuencia de Intervalos de MPDDocument8 pagesPOSIBLEREPASO Frecuencia de Intervalos de MPDCriMarGueNo ratings yet
- Proceso SAWDocument4 pagesProceso SAWMaría Isabel MLNo ratings yet
- PracticaDocument3 pagesPracticaDaniel Condori MasacheNo ratings yet
- Mig Mag EvolucionDocument89 pagesMig Mag EvolucionAnonymous tI6cgOO7NANo ratings yet
- Parametros de FresadoDocument27 pagesParametros de FresadoAgata Fernandez GarciaNo ratings yet
- Tema 04.uniones - Atornilladas PDFDocument14 pagesTema 04.uniones - Atornilladas PDFAsdNo ratings yet
- Preguntas 5Document2 pagesPreguntas 5Cristhian Gonzalez VallejosNo ratings yet
- Remachado 6°Document11 pagesRemachado 6°Jose Antonio RamirezNo ratings yet
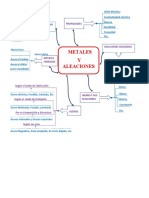
- Mapa Mental Metales y AleacionesDocument1 pageMapa Mental Metales y AleacionesnaniNo ratings yet
- Soldadura Por Proceso Gmaw Marco TeoricoDocument5 pagesSoldadura Por Proceso Gmaw Marco TeoricoSebastián SánchezNo ratings yet
- Diagramas de FaseDocument39 pagesDiagramas de FaseMargie Abrego100% (1)
- Tabla de PernosDocument1 pageTabla de PernosLeonardo Matías Cabrera DíazNo ratings yet
- Soldadura 3gDocument26 pagesSoldadura 3gJose Ernesto Pillajo Cabezas100% (1)
- Práctica 1 Dureza Brinell Equipo 6Document10 pagesPráctica 1 Dureza Brinell Equipo 6Sergio LorenzoNo ratings yet
- Informe Practica No. 5Document10 pagesInforme Practica No. 5Jose GonzálezNo ratings yet
- Acero Aisi D7Document7 pagesAcero Aisi D7Duvan Oswaldo Acevedo BuenoNo ratings yet
- Fisica 1Document2 pagesFisica 1Orlandini Ramos HuachohuilcaNo ratings yet
- Introducción y Soldadura OxiacetilénicaDocument51 pagesIntroducción y Soldadura OxiacetilénicaFernando100% (1)
- INFORME Fundicion PiezaDocument7 pagesINFORME Fundicion PiezaMerizalde JuanNo ratings yet
- MANUAL Soldadura OxiacetilénicaDocument45 pagesMANUAL Soldadura OxiacetilénicaManuel Velásquez100% (1)
- Informe6 Metalografia de PB SNDocument12 pagesInforme6 Metalografia de PB SNVictor AngelNo ratings yet
- Practia #1 Respuesta DinámicaDocument7 pagesPractia #1 Respuesta DinámicaGino Aguilera SotoNo ratings yet
- Trabajo Final Pala ManufacturaDocument24 pagesTrabajo Final Pala ManufacturaLuis Quispe SalcedoNo ratings yet
- Acero Sisa p20Document2 pagesAcero Sisa p20Jose_Andres_So_3041No ratings yet
- Problemas Hierro Carbon RespuestasDocument3 pagesProblemas Hierro Carbon RespuestasRamses David Cruz BurgosNo ratings yet
- Codificacion MaquinasDocument12 pagesCodificacion Maquinasclaudia patricia roncancioNo ratings yet
- Reporte de FresadoraDocument11 pagesReporte de FresadoraLuis Guillermo Baca RomeroNo ratings yet
- Defectos en Los MaterialesDocument5 pagesDefectos en Los MaterialesCarlos MosqueraNo ratings yet
- ManipuladoresDocument11 pagesManipuladoresamerquipNo ratings yet
- Laboratorio FundicionDocument5 pagesLaboratorio FundicionMaira Alejandra Barreto ToroNo ratings yet
- Gestión Final PrincipalDocument30 pagesGestión Final PrincipalMichelle ZúñigaNo ratings yet
- Acero de Aleación AISI 4340Document4 pagesAcero de Aleación AISI 4340Efrain CastilloNo ratings yet
- Casos de Estudio Temple y RevenidoDocument19 pagesCasos de Estudio Temple y RevenidoCamilo Andrés Vargas100% (1)
- Fisuración de SoldadurasDocument5 pagesFisuración de SoldadurasALAAN89No ratings yet
- Procesos de Fabricación Ejercicio ResueltoDocument4 pagesProcesos de Fabricación Ejercicio ResueltoAndrea NoriegaNo ratings yet
- Proceso de Soldadura Por OxiacetilenoDocument31 pagesProceso de Soldadura Por OxiacetilenoRafaelMontesNo ratings yet
- Desgaste Por CavitaciónDocument6 pagesDesgaste Por CavitaciónDaniel RobalinoNo ratings yet
- Fabricacion de Una Polea PDFDocument24 pagesFabricacion de Una Polea PDFjavierdario plazas rinconNo ratings yet
- Dimensiones TornillosDocument15 pagesDimensiones TornillosRenzo Arquíñigo Vidal100% (1)
- Ejercicios - Procesos SMAWDocument2 pagesEjercicios - Procesos SMAWSheyliitha TlvNo ratings yet
- Aceros BonificadosDocument42 pagesAceros BonificadosHector Naranjo100% (1)
- Historia Soldadura de PlasmaDocument6 pagesHistoria Soldadura de PlasmaKit AlvarezNo ratings yet
- Lab 2Document5 pagesLab 2Abigail MontoyaNo ratings yet
- Tipos de CorrosiónDocument6 pagesTipos de CorrosiónCarlos MosqueraNo ratings yet
- Teoria EjerciciosDocument15 pagesTeoria Ejerciciospromec2010No ratings yet
- Proceso FCAWDocument93 pagesProceso FCAWJulio Cesar Guzman HuamaniNo ratings yet
- Presentación SAWDocument32 pagesPresentación SAWJuan Luis Ferret100% (1)
- Soldadura Por Arco Sumergido Saw PresentacionDocument45 pagesSoldadura Por Arco Sumergido Saw PresentacionHectorLópezNo ratings yet
- Procesos de Soldadura Arco Sumergido (Saw)Document56 pagesProcesos de Soldadura Arco Sumergido (Saw)Edgar Huanambal BenavidesNo ratings yet
- Soldadura Arco Sumergido SawDocument46 pagesSoldadura Arco Sumergido SawJersson Valdinari Ballesteros Peña100% (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Manual VT Nivel I y II Cap VII Rev ODocument6 pagesManual VT Nivel I y II Cap VII Rev OGerardo CastilloNo ratings yet
- Manual VT Nivel I y II Contenido Rev ODocument2 pagesManual VT Nivel I y II Contenido Rev OGerardo CastilloNo ratings yet
- Manual VT Nivel I y II Introducción Rev ODocument12 pagesManual VT Nivel I y II Introducción Rev Orobertoarellanocasti100% (1)
- Manual VT Nivel I y II Cap VIII Rev ODocument29 pagesManual VT Nivel I y II Cap VIII Rev OGerardo CastilloNo ratings yet
- Manual VT Nivel I y II Cap V Rev ODocument30 pagesManual VT Nivel I y II Cap V Rev OGerardo CastilloNo ratings yet
- Manual VT Nivel I y II Cap IV Rev ODocument4 pagesManual VT Nivel I y II Cap IV Rev OGerardo CastilloNo ratings yet
- Manual VT Nivel I y II Cap VI Rev ODocument46 pagesManual VT Nivel I y II Cap VI Rev OGerardo CastilloNo ratings yet
- (Gas Tungsten Arc Welding (Tungsten Inert Gas)Document5 pages(Gas Tungsten Arc Welding (Tungsten Inert Gas)Gerardo CastilloNo ratings yet
- Cursos de Calidad 2003Document10 pagesCursos de Calidad 2003Gerardo CastilloNo ratings yet
- Manual VT Nivel I y II Cap II Rev ODocument26 pagesManual VT Nivel I y II Cap II Rev OGerardo CastilloNo ratings yet
- 08 Calificacion de Wps y SoldDocument47 pages08 Calificacion de Wps y SoldGerardo CastilloNo ratings yet
- Manual VT Nivel I y II Cap I Rev ODocument30 pagesManual VT Nivel I y II Cap I Rev OGerardo CastilloNo ratings yet
- Manual VT Nivel I y II Cap III Rev ODocument16 pagesManual VT Nivel I y II Cap III Rev OGerardo CastilloNo ratings yet
- Cap Vii Inspeccion PracticaDocument26 pagesCap Vii Inspeccion Practicascorpion7710No ratings yet
- 10 Pruebas DestructivasDocument57 pages10 Pruebas DestructivasGisel Mendoza50% (4)
- Cuestionario Curso2Document5 pagesCuestionario Curso2Gerardo CastilloNo ratings yet
- (Gas Tungsten Arc Welding (Tungsten Inert Gas)Document5 pages(Gas Tungsten Arc Welding (Tungsten Inert Gas)Gerardo CastilloNo ratings yet
- 02 Definiciones y SimbolosDocument42 pages02 Definiciones y SimbolosGerardo CastilloNo ratings yet
- Cuestionario CursoDocument5 pagesCuestionario CursoGerardo CastilloNo ratings yet
- 04 Introducc. Ensayos No DestructivosDocument45 pages04 Introducc. Ensayos No DestructivosGerardo CastilloNo ratings yet
- 10 Pruebas DestructivasDocument57 pages10 Pruebas DestructivasGisel Mendoza50% (4)
- 10 FracturasDocument25 pages10 FracturasGerardo CastilloNo ratings yet
- Cap Vii Inspeccion PracticaDocument26 pagesCap Vii Inspeccion Practicascorpion7710No ratings yet
- Utrasonido Nivel I 2006Document497 pagesUtrasonido Nivel I 2006Gerardo CastilloNo ratings yet
- Manual Moderno de Alineamiento de EjesDocument75 pagesManual Moderno de Alineamiento de Ejeschicho640489% (38)
- 02 Introducc. MetalurgiaDocument56 pages02 Introducc. MetalurgiaGerardo CastilloNo ratings yet
- 03 Introducc. Procesos de SoldaduraDocument84 pages03 Introducc. Procesos de SoldaduraGerardo Castillo100% (1)
- 10 FracturasDocument25 pages10 FracturasGerardo CastilloNo ratings yet
- 07 Calif. de Procedim. y SoldadoresDocument48 pages07 Calif. de Procedim. y SoldadoresGerardo CastilloNo ratings yet
- Utrasonido Nivel I 2006Document497 pagesUtrasonido Nivel I 2006Gerardo CastilloNo ratings yet
- Electrodeposicion de La Plata PDFDocument23 pagesElectrodeposicion de La Plata PDFreneNo ratings yet
- TRABAJOmateriales PedroPaulos RubenGarciaDocument27 pagesTRABAJOmateriales PedroPaulos RubenGarciaRubén GarcíaNo ratings yet
- Ladrillo Con Colillas de CigarrilloDocument4 pagesLadrillo Con Colillas de CigarrilloSsauúl GhalvhanNo ratings yet
- 06 - CondensadoresDocument18 pages06 - CondensadoresValentina Cáceres RNo ratings yet
- Gp-Em-Fo-03 Control Empaque y Despacho de CementoDocument1 pageGp-Em-Fo-03 Control Empaque y Despacho de CementoSandra PitaNo ratings yet
- Tesis SERIGOSDocument42 pagesTesis SERIGOSPaul SandovalNo ratings yet
- Aglomerantes - YesoDocument70 pagesAglomerantes - YesoJoelA.PardoNo ratings yet
- Material Sesión 15Document21 pagesMaterial Sesión 15Jose RamirezNo ratings yet
- Inv.e 126 - Determinación Del Límite PlasticoDocument5 pagesInv.e 126 - Determinación Del Límite PlasticoCRISTIAN DAVID CARLOZAMA DIAZNo ratings yet
- Catalogo Vertagear - Febrero 0.1 2022Document47 pagesCatalogo Vertagear - Febrero 0.1 2022Boris Rodrigo Aruni IllanesNo ratings yet
- Miguel Ramirez Marcos Fortificantes PowerpointDocument17 pagesMiguel Ramirez Marcos Fortificantes PowerpointMiguel AlejandroNo ratings yet
- 1 Equilibrio Quimico PDFDocument19 pages1 Equilibrio Quimico PDFMartHa EnríQueZNo ratings yet
- Productos Derivados Del Petróleo de Uso ComúnDocument5 pagesProductos Derivados Del Petróleo de Uso ComúndonisemilioNo ratings yet
- Cotizacion AA Renovacion - AmxTELEPUERTO Villa 1-2 5 SalasDocument5 pagesCotizacion AA Renovacion - AmxTELEPUERTO Villa 1-2 5 SalasLUISALBERTO06011985No ratings yet
- CavitacionDocument2 pagesCavitacionGabriela Yamile th Hernandez RiveraNo ratings yet
- Criterio Asme b31.1 ESPAÑOL RadiografiaDocument5 pagesCriterio Asme b31.1 ESPAÑOL RadiografiaJulio HernándezNo ratings yet
- Deber - 17 - Clasificacion de Calizas FolkDocument6 pagesDeber - 17 - Clasificacion de Calizas FolkJefferson Játiva100% (1)
- 2022Document333 pages2022Dayana Maritza Rodriguez MurciaNo ratings yet
- Pinazo Catálogo General 2023Document88 pagesPinazo Catálogo General 2023VEMATELNo ratings yet
- Propiedades Coligativas Elevación Del Punto de EbulliciónDocument3 pagesPropiedades Coligativas Elevación Del Punto de EbulliciónDanilo PadillaNo ratings yet
- 0-Resolucion Muro de ContencionesDocument35 pages0-Resolucion Muro de ContencionesManolo ZuazoNo ratings yet
- INFORME #06 LiquidacionDocument7 pagesINFORME #06 LiquidacionDavid Rodriguez HilarioNo ratings yet
- Concentracion SolucionesDocument22 pagesConcentracion SolucionesSantiago FierroNo ratings yet
- Astm E8Document2 pagesAstm E8Sebastian CopeteNo ratings yet
- Practica 6 ManufacturaDocument6 pagesPractica 6 ManufacturaNiki LaudaNo ratings yet
- CP Intercambiadores de CalorDocument2 pagesCP Intercambiadores de CalorFrancisco ruiz jimenezNo ratings yet
- Sistema de PetróleoDocument29 pagesSistema de PetróleoMario BetettaNo ratings yet
- Estabilización de SuelosDocument11 pagesEstabilización de SuelosVeiker Vázquez SaavedraNo ratings yet
- Estructura Del SilicioDocument5 pagesEstructura Del SilicioJose Antonio Martinez OrozcoNo ratings yet
- Guía #3 de Química Compuestos QuimicosDocument2 pagesGuía #3 de Química Compuestos QuimicosSergio Andres SaavedraNo ratings yet