You might also like
- Aisi A6Document1 pageAisi A6123vigenNo ratings yet
- Aisi O-6Document1 pageAisi O-6123vigenNo ratings yet
- Aisi A8Document1 pageAisi A8123vigenNo ratings yet
- Aisi O-1Document1 pageAisi O-1123vigenNo ratings yet
- Aisi H13Document2 pagesAisi H13123vigenNo ratings yet
- 440C DS LatrobeDocument2 pages440C DS LatrobedaymonNo ratings yet
- A6Document4 pagesA6giulior89No ratings yet
- Aisi S7Document2 pagesAisi S7123vigenNo ratings yet
- DHA World Heat TreatDocument4 pagesDHA World Heat TreatMichael KrummNo ratings yet
- S 700Document12 pagesS 700HeiderHuertaNo ratings yet
- DH31-EX Heat TreatDocument4 pagesDH31-EX Heat TreatMichael KrummNo ratings yet
- Assab MaterialDocument8 pagesAssab MaterialFadzlly Abd JalilNo ratings yet
- W 500Document9 pagesW 500amantessNo ratings yet
- A10Document3 pagesA10giulior89No ratings yet
- A New Die Material For Longer Service LifeDocument12 pagesA New Die Material For Longer Service LifeLuis SantosNo ratings yet
- Hoja de Especificaciones Del Acero T-410Document2 pagesHoja de Especificaciones Del Acero T-410cristobal_tl2277No ratings yet
- Data Sheet: Typical Composition C CR Mo V 1.42 11.5 0.9 0.8Document2 pagesData Sheet: Typical Composition C CR Mo V 1.42 11.5 0.9 0.8Abdelnaser ElhalwagyNo ratings yet
- Oil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceDocument6 pagesOil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceJonathan JuarezNo ratings yet
- Alloy SteelDocument7 pagesAlloy SteelRavinJohnNo ratings yet
- WWW Matweb Com Search Datasheet Print Aspx Matguid E30d1d103Document3 pagesWWW Matweb Com Search Datasheet Print Aspx Matguid E30d1d103Vijay PalNo ratings yet
- BG42 Data SheetDocument0 pagesBG42 Data SheetTroy AshcraftNo ratings yet
- 428 / Heat Treater's GuideDocument5 pages428 / Heat Treater's GuideAntonioNo ratings yet
- D2 Tool SteelDocument2 pagesD2 Tool SteelJai BhandariNo ratings yet
- Uddeholm Qro90supremeDocument12 pagesUddeholm Qro90supremeDarwin Anderson GNo ratings yet
- DC53 Heat TreatDocument3 pagesDC53 Heat TreatMichael KrummNo ratings yet
- 17-7 PH Data BulletinDocument16 pages17-7 PH Data Bulletinmeckup123No ratings yet
- Assab Stavax EsrDocument6 pagesAssab Stavax EsrAnonymous Wi2Pd2UgPINo ratings yet
- Carpenter Stainless Custom 630 PDFDocument9 pagesCarpenter Stainless Custom 630 PDFGrafton MontgomeryNo ratings yet
- 1.4006 en PDFDocument2 pages1.4006 en PDFdiego.peinado8856No ratings yet
- H13 Data Sheet 09032013 PDFDocument9 pagesH13 Data Sheet 09032013 PDFAnonymous aZKer3gNo ratings yet
- Sus 306 - Aisi 306Document24 pagesSus 306 - Aisi 306Jacob StrifeNo ratings yet
- Aisi D2: Cold Work Tool SteelDocument7 pagesAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoNo ratings yet
- Recommended Processing Sequence: GradeDocument1 pageRecommended Processing Sequence: GradeAntonioNo ratings yet
- P20 Mold SteelDocument3 pagesP20 Mold SteelKhaled Mohamed Rasmi AlzhabiNo ratings yet
- LSS A286Document2 pagesLSS A286anhntran4850No ratings yet
- Bohler - w302 SuperiorDocument8 pagesBohler - w302 SuperiorHugo Mario Ariza Palacio100% (1)
- 17-4 PH Bar Data SheetDocument2 pages17-4 PH Bar Data SheetBryan KellyNo ratings yet
- 1084 Heat Treat 7 20Document2 pages1084 Heat Treat 7 20havok03No ratings yet
- 100Cr6 PropertiesDocument1 page100Cr6 PropertiesRudrendu ShekharNo ratings yet
- High Speed Steel: GMTC GMTCDocument3 pagesHigh Speed Steel: GMTC GMTCpvdangNo ratings yet
- A-11 PM Cold Work SteelDocument2 pagesA-11 PM Cold Work SteelNut AssanaiNo ratings yet
- Caracteristicas Do Aço 40CrMnMo7Document2 pagesCaracteristicas Do Aço 40CrMnMo7Gabriel GonçalvesNo ratings yet
- Aisi A2: Cold Work Tool SteelDocument21 pagesAisi A2: Cold Work Tool SteelRahul NambiarNo ratings yet
- D2 Tool Steel: CompositionDocument2 pagesD2 Tool Steel: CompositionsabahatNo ratings yet
- 1 A 2 3 Appliance Handbook UKDocument0 pages1 A 2 3 Appliance Handbook UKVictor HugoNo ratings yet
- Alvar 14Document6 pagesAlvar 14api-3838787No ratings yet
- 8620 Case Hardening SteelDocument3 pages8620 Case Hardening Steelkumarsathish2009No ratings yet
- Heat Treatments - Softening - Annealing2Document3 pagesHeat Treatments - Softening - Annealing2JiteshPbhujbalNo ratings yet
- Ansi 1040Document6 pagesAnsi 1040André Luiz NogueiraNo ratings yet
- 4140Document7 pages4140Cristopher CastroNo ratings yet
- EN26Document3 pagesEN26Moldoveanu TeodorNo ratings yet
- High Tensile Steel - Aisi 4140Document2 pagesHigh Tensile Steel - Aisi 4140tetirichieNo ratings yet
- PB Uddeholm Sleipner EnglishDocument12 pagesPB Uddeholm Sleipner EnglishAlfya ChinikamwalaNo ratings yet
- Aisi D2Document3 pagesAisi D2Khouloud GharbiNo ratings yet
- Asaab 8407 - 2MDocument11 pagesAsaab 8407 - 2MPrabath MadusankaNo ratings yet
- HighTens AISI4340Document2 pagesHighTens AISI4340wellengineerNo ratings yet
- Nitro V Heat TreatingDocument2 pagesNitro V Heat TreatingJoshua SmithNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- How To Find The Centre of Circular Arc/or Radius: Input The Following 3 Items in CentimetersDocument6 pagesHow To Find The Centre of Circular Arc/or Radius: Input The Following 3 Items in Centimeters123vigenNo ratings yet
- Timken Practical Data MetallurgistsDocument130 pagesTimken Practical Data MetallurgistshammermfgNo ratings yet
- Marshalloy MQ 4142 PHDocument3 pagesMarshalloy MQ 4142 PH123vigenNo ratings yet
- Chemical BondsDocument141 pagesChemical Bondsshalom8910026972100% (2)
- AutoCAD 3D Course ManualDocument166 pagesAutoCAD 3D Course ManualJed Tedor98% (47)
- Aisi S7Document2 pagesAisi S7123vigenNo ratings yet
- Aisi D7Document2 pagesAisi D7123vigenNo ratings yet
- Aisi D3Document1 pageAisi D3123vigenNo ratings yet
- Aisi M2Document2 pagesAisi M2123vigenNo ratings yet
- Hydraulic Design ManualDocument493 pagesHydraulic Design ManualNikom KraitudNo ratings yet
- Aisi D2Document2 pagesAisi D2123vigenNo ratings yet
- Aisi 4140 PHDocument1 pageAisi 4140 PH123vigenNo ratings yet
- Ebw India SpecificationDocument19 pagesEbw India Specification123vigenNo ratings yet
- Zinc CoatingsDocument12 pagesZinc Coatings123vigen100% (2)
- Coating of High Temperature Structuraal MaterialsDocument101 pagesCoating of High Temperature Structuraal Materials123vigenNo ratings yet
- Metalization of Steel BridgesDocument62 pagesMetalization of Steel Bridges123vigenNo ratings yet
- Chemical Vapor Deposition (Surface Engineering Series, V. 2) - ASMIDocument476 pagesChemical Vapor Deposition (Surface Engineering Series, V. 2) - ASMI123vigen100% (2)
- Metallizing For Corrosion Protection of Steel and Concrete BridgesDocument5 pagesMetallizing For Corrosion Protection of Steel and Concrete Bridges123vigenNo ratings yet
- Fundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Document199 pagesFundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Anshul JainNo ratings yet
- Solar Radiation Data ManualDocument259 pagesSolar Radiation Data Manual123vigenNo ratings yet
- PVD CVD Technology For Coating Cemented CarbidesDocument7 pagesPVD CVD Technology For Coating Cemented Carbides123vigenNo ratings yet
- Themal Spray To Protect SteelDocument169 pagesThemal Spray To Protect Steel123vigenNo ratings yet
- Solar Energy TextbookDocument456 pagesSolar Energy Textbook123vigen100% (8)
- YG1ENMXMILLDocument2 pagesYG1ENMXMILLKING Rooster PlayNo ratings yet
- Lloyd1994 PDFDocument23 pagesLloyd1994 PDFkousikkumaarNo ratings yet
- Cathodic ProtectionDocument12 pagesCathodic ProtectionIndhumathi BabusenanNo ratings yet
- Aluminium AlloyDocument14 pagesAluminium AlloyDanu MamlukatNo ratings yet
- Results in Materials: C. Banganayi, K. Nyembwe, K. MagezaDocument5 pagesResults in Materials: C. Banganayi, K. Nyembwe, K. MagezaFelice SegaNo ratings yet
- SteelDocument19 pagesSteelEdi YantoNo ratings yet
- A Re-Investigation - Effect of Various Parameter On Mechanical Properties of Copper Matrix Composite Fabricated by Powder MetallurgyDocument6 pagesA Re-Investigation - Effect of Various Parameter On Mechanical Properties of Copper Matrix Composite Fabricated by Powder MetallurgytonyNo ratings yet
- Stress Corrosion Cracking-SandvikDocument4 pagesStress Corrosion Cracking-Sandvikkrishna_pipingNo ratings yet
- Cadmium Astm-B766-86-2015Document8 pagesCadmium Astm-B766-86-2015Abbas RangoonwalaNo ratings yet
- 17-7ph TechsummaryDocument3 pages17-7ph Techsummarytahera aqeel100% (1)
- Ledeburite: Solidification of Cast IronsDocument14 pagesLedeburite: Solidification of Cast IronsFauzul ImanNo ratings yet
- Pt. Srikaya Putra Mas: Material Inspection RecordDocument5 pagesPt. Srikaya Putra Mas: Material Inspection RecordbiliiardiansyahNo ratings yet
- Question Papers - Heat TreatmentDocument9 pagesQuestion Papers - Heat TreatmentSrilakshmi Shunmugaraj100% (3)
- Loc Corr SS Weldments SummaryDocument52 pagesLoc Corr SS Weldments SummarySatheesh KumarNo ratings yet
- Carbon Steel - WikipediaDocument40 pagesCarbon Steel - WikipediaBara'ah AlnemrawiNo ratings yet
- Intermetallics PDFDocument4 pagesIntermetallics PDFgurudev001No ratings yet
- Lecture 2 - Steel SectionsDocument45 pagesLecture 2 - Steel Sectionsayoub aliousalahNo ratings yet
- MECCOCT18-12582: Investigation of The Electrochemical Properties of An Economical Lean Duplex Stainless Steel AlloyDocument12 pagesMECCOCT18-12582: Investigation of The Electrochemical Properties of An Economical Lean Duplex Stainless Steel AlloyMikeNo ratings yet
- Conditions Leading To Quench Cracking Other Than Severity of QuenchDocument11 pagesConditions Leading To Quench Cracking Other Than Severity of QuenchalsgoodNo ratings yet
- 05 Dimensions, Tolerances, and SurfacesDocument38 pages05 Dimensions, Tolerances, and SurfacesMuhammad Khan KhosoNo ratings yet
- Indian Institute of MetalsDocument75 pagesIndian Institute of MetalsKanchan Kumar AgrawalNo ratings yet
- BS 970 Part 3 1991 PDFDocument38 pagesBS 970 Part 3 1991 PDFSenthil Kumar Ganesan100% (3)
- Specification Sheet: 2304: (UNS S32304)Document2 pagesSpecification Sheet: 2304: (UNS S32304)Deepak TdNo ratings yet
- TimkenSteel Metallurgy - 6thgrade PDFDocument27 pagesTimkenSteel Metallurgy - 6thgrade PDFSilverio AcuñaNo ratings yet
- Catalogue Cable Tray Shinyu Electric 12 Juni 2021Document16 pagesCatalogue Cable Tray Shinyu Electric 12 Juni 2021Kontraktor Panel SceNo ratings yet
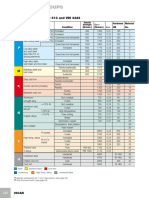
- Material Groups: According To DIN / ISO 513 and VDI 3323Document1 pageMaterial Groups: According To DIN / ISO 513 and VDI 3323edvinas dubinskasNo ratings yet
- Corrosion PDFDocument9 pagesCorrosion PDFJuan David Garcia PereiraNo ratings yet
- 中德材料对照表 (1)Document7 pages中德材料对照表 (1)pkfpNo ratings yet
- FurnaceDocument28 pagesFurnaceRUDRESHNo ratings yet
- Corrosion Technology Types of Metallic CorrosionDocument44 pagesCorrosion Technology Types of Metallic CorrosionTariq100% (1)