You might also like
- ClutshesDocument15 pagesClutshesAmr Abd ElrahmanNo ratings yet
- Student certificate for brake pad project testingDocument1 pageStudent certificate for brake pad project testingvijay_raghunathNo ratings yet
- Student certificate for brake pad project testingDocument1 pageStudent certificate for brake pad project testingvijay_raghunathNo ratings yet
- 683285Document7 pages683285vijay_raghunathNo ratings yet
- Brake Full PaperDocument38 pagesBrake Full Papervijay_raghunathNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Grindability TestsDocument6 pagesGrindability TestskidcatNo ratings yet
- tt-750 Tool-Less Closure Installation Operation Manual - Dec 2012 PDFDocument6 pagestt-750 Tool-Less Closure Installation Operation Manual - Dec 2012 PDFJuan P RuizNo ratings yet
- 4587 - 2179 - 10 - 1486 - 54 - Unit CostingDocument24 pages4587 - 2179 - 10 - 1486 - 54 - Unit CostingApoorv TiwariNo ratings yet
- Vinod ResumeDocument3 pagesVinod ResumebhvallabhaneniNo ratings yet
- ASEAN Guideline Process OnDocument7 pagesASEAN Guideline Process OnVipin GuptaNo ratings yet
- Experimental Study On Concrete by Replacement of Fine Aggregate With Copper Slag, GGBS and M - SandDocument4 pagesExperimental Study On Concrete by Replacement of Fine Aggregate With Copper Slag, GGBS and M - SandInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Physical Distribution Chapter 7Document63 pagesPhysical Distribution Chapter 7Yeshambel EwunetuNo ratings yet
- Whitepaper - BaseplatesDocument10 pagesWhitepaper - Baseplatesrhusseinpos4765No ratings yet
- BASF - BR PUE Catalysts AnsichtDocument20 pagesBASF - BR PUE Catalysts Ansichtvasucristal0% (2)
- Fracture TestDocument14 pagesFracture Testogulcankabakci100% (1)
- An Overview of Single Stage Autogenous and Semiautogenous Grinding MillsDocument12 pagesAn Overview of Single Stage Autogenous and Semiautogenous Grinding Millsjosesejo123No ratings yet
- Treatment Process For Making Material Softer But Does Not Produce The Uniform Material Properties of AnnealingDocument3 pagesTreatment Process For Making Material Softer But Does Not Produce The Uniform Material Properties of AnnealingSyahirzabidi100% (1)
- Weekly Report: Construction of San Isidro Small Water Impounding Project (SWIP) La Paz, TarlacDocument32 pagesWeekly Report: Construction of San Isidro Small Water Impounding Project (SWIP) La Paz, TarlacJoveth ManalangNo ratings yet
- Astm A500-3Document1 pageAstm A500-3asnawi89No ratings yet
- Garment Factory ListDocument5 pagesGarment Factory ListSenthil Kumar Shankar PNo ratings yet
- Rotogravure Rubber Roller Manufacturer, Supplier in IndiaDocument9 pagesRotogravure Rubber Roller Manufacturer, Supplier in IndiaGayatri Rub TechNo ratings yet
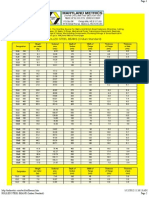
- Rolled Steel Beams (Indian Standard)Document3 pagesRolled Steel Beams (Indian Standard)Sandip JadhavNo ratings yet
- Lecture SMEMA SMT Conveyors Student VersionDocument26 pagesLecture SMEMA SMT Conveyors Student VersionMuhammad UsmanNo ratings yet
- A Cyber-Physical Systems Architecture For Industry 4.0-Based Manufacturing SystemsDocument7 pagesA Cyber-Physical Systems Architecture For Industry 4.0-Based Manufacturing SystemsUrloNegroNo ratings yet
- SCM Lecture FinalDocument60 pagesSCM Lecture FinalFariha Ansari0% (1)
- Choice of MaterialDocument3 pagesChoice of Materialprabhath mahelaNo ratings yet
- Oerlikon Checklist 2012Document14 pagesOerlikon Checklist 2012Balram JiNo ratings yet
- Course Material Process FMEA 4th EditionDocument84 pagesCourse Material Process FMEA 4th EditionRaju.Pal100% (1)
- Bituproof 300Document58 pagesBituproof 300Saeed Mahmood Gul KhanNo ratings yet
- Material Creusabro 4800Document8 pagesMaterial Creusabro 4800jibanNo ratings yet
- Mca GoldDocument1,604 pagesMca GoldBramh NarayanNo ratings yet
- DrillingDocument52 pagesDrillingMd AamerNo ratings yet
- Unisyn Ol SerieDocument2 pagesUnisyn Ol SerieAlex LoviNo ratings yet
- Total DesignDocument26 pagesTotal DesignsathishjeyNo ratings yet
- Mechanical Engineering and Workshop Technology CourseDocument3 pagesMechanical Engineering and Workshop Technology Coursenkpatil0% (1)