You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Choose The Correct. (Marks: 50)Document37 pagesChoose The Correct. (Marks: 50)AmaanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 8.2 (111 Marks) : MarkschemeDocument47 pages8.2 (111 Marks) : MarkschemeSemwezi Enock0% (1)
- For The Steam and Condensate Loop - 01Document4 pagesFor The Steam and Condensate Loop - 01zoraze32No ratings yet
- ComputationsDocument10 pagesComputationsFaye Nervanna Alecha AlferezNo ratings yet
- Solar Energy - The Ultimate Renewable ResourceDocument21 pagesSolar Energy - The Ultimate Renewable ResourceArpit AgarwalNo ratings yet
- Introduction About Steel FiberDocument25 pagesIntroduction About Steel FiberVirupakshappa C Koti100% (4)
- Cooling Gel Safety ReportDocument15 pagesCooling Gel Safety ReportJacek Stanislawski100% (1)
- India refinery configurations-Meeting future demand & regulationsDocument9 pagesIndia refinery configurations-Meeting future demand & regulationsphantanthanhNo ratings yet
- SAFREP Reporting LineDocument8 pagesSAFREP Reporting LineMariaUngureanuNo ratings yet
- (Faringita Streptococica:copii: 250 MG de 2-3 Ori Pe Zi Adolescenţi Şi Adulţi: 250 MG de 4 Ori Pe Zi Sau 500 MG de 2 Ori Pe Zi Timp de 10 ZileDocument5 pages(Faringita Streptococica:copii: 250 MG de 2-3 Ori Pe Zi Adolescenţi Şi Adulţi: 250 MG de 4 Ori Pe Zi Sau 500 MG de 2 Ori Pe Zi Timp de 10 ZileAlina C100% (1)
- SCBA protects users from gases and vaporsDocument1 pageSCBA protects users from gases and vaporsdulichsinhthaiNo ratings yet
- Manual Revised Spices Herbs 22 06 2021Document111 pagesManual Revised Spices Herbs 22 06 2021SUMAN KUMAR GHOSHNo ratings yet
- Cursor Tier 3 Series I PDFDocument216 pagesCursor Tier 3 Series I PDFDenis Hernandez100% (1)
- Agribusiness Project Cargill Adhesive ApplicationDocument23 pagesAgribusiness Project Cargill Adhesive ApplicationFananh11No ratings yet
- Effect of Herbal Tablet Prepared From Moringa Oleifera Leaves ExtractDocument7 pagesEffect of Herbal Tablet Prepared From Moringa Oleifera Leaves Extractsmail bendrissouNo ratings yet
- New Chemistry For Jee Mains FarmulaDocument48 pagesNew Chemistry For Jee Mains FarmulaSatya KamNo ratings yet
- Rev.2 / DEC.2021Document6 pagesRev.2 / DEC.2021Linh PhạmNo ratings yet
- Fosroc Structuro W435: Constructive SolutionsDocument2 pagesFosroc Structuro W435: Constructive SolutionsVincent JavateNo ratings yet
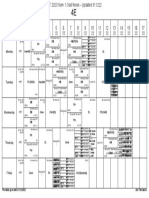
- TT 2023 Sem 1 Odd - Class 4e (Updated 311222)Document1 pageTT 2023 Sem 1 Odd - Class 4e (Updated 311222)Lim Zhe Xian (Bukitviewss)No ratings yet
- Fiber Optic-Supreme PDFDocument17 pagesFiber Optic-Supreme PDFdHanE anasNo ratings yet
- AtropineDocument4 pagesAtropinePark EyzNo ratings yet
- MF200 Mini Water/Glygol Closed Hydronic System Feeder, " Pressure Pal", BrochureDocument2 pagesMF200 Mini Water/Glygol Closed Hydronic System Feeder, " Pressure Pal", Brochuree-ComfortUSANo ratings yet
- BS en 15458-2014Document16 pagesBS en 15458-2014DanielVegaNeiraNo ratings yet
- 1 - Electrochemical Energy-1aDocument3 pages1 - Electrochemical Energy-1aMae TadaNo ratings yet
- Food Capture, Appetite, Digestion Rate and Efficiency in Hatchling and Juvenile Crocodylus Porosus.Document24 pagesFood Capture, Appetite, Digestion Rate and Efficiency in Hatchling and Juvenile Crocodylus Porosus.Juan Pablo PalacioNo ratings yet
- 8a-Advanced Waste Water TreatmentDocument43 pages8a-Advanced Waste Water TreatmentSathish GlNo ratings yet
- ES ES Processwater GB 154 - Parameter & User ManualDocument9 pagesES ES Processwater GB 154 - Parameter & User ManualHuy TranNo ratings yet
- PMTC Guidance on Cleaning Validation PracticeDocument15 pagesPMTC Guidance on Cleaning Validation PracticehhNo ratings yet
- Crack Control for Concrete Masonry VeneersDocument10 pagesCrack Control for Concrete Masonry VeneersAdam JonesNo ratings yet
- Nuclear-Grade Boron Carbide Powder: Standard Specification ForDocument3 pagesNuclear-Grade Boron Carbide Powder: Standard Specification ForAnilNo ratings yet